加工中心自动换刀装置结构设计
加工中心自动换刀系统设计(盘式)
本科毕业设计(论文)题目加工中心自动换刀系统设计(盘式)——刀库系统学院名称机械与动力工程学院专业名称机械设计制造及其自动化年级班级学生姓名指导教师2017年5月目录前言1.加工中心概述 (1)1.1加工中心发展现状和发展趋势 (1)1.2加工中心的特点 (2)1.3加工中心的分类 (3)1.4加工中心的结构 (5)1.5加工中心刀库及自动换刀装置 (6)1.5.1加工中心刀库形式 (6)1.5.2加工中心的自动换刀装置 (8)1.5.3刀库结构及换刀过程 (9)2.刀库传动设计…………………………………………………………………2.1电动机的选择…………………………………………………………2.1.1初选电动机………………………………………………………2.1.2校核电动机………………………………………………………2.2运动和动力参数计算……………………………………………2.3蜗杆传动设计…………………………………………………………2.3.1蜗杆传动的选择…………………………………………………2.3.2蜗杆传动的主要参数及几何尺寸计算…………………………2.3.3校核齿根弯曲疲劳强度…………………………………………2.3.4验算蜗杆传动的效率、润滑及热平衡……………………………2.3.5蜗杆和蜗轮的结构设计…………………………………………2.4传动轴设计…………………………………………………………2.4.1轴的材料…………………………………………………………2.4.2蜗杆轴的结构设计………………………………………………2.4.3蜗轮轴的结构设计………………………………………………2.4.4轴系零、部件的校核………………………………………………3.刀库结构设计………………………………………………………………3.1刀盘设计………………………………………………………………3.2刀库设计………………………………………………………………4.液压系统的设计……………………………………………………………4.1液压缸的载荷计算…………………………………………………4.2液压缸的主要参数计算……………………………………………结论…………………………………………………………………………………致谢…………………………………………………………………………………参考文献…………………………………………………………………………前言目前机床发展的主要趋势是加工中心,其在机械制造业中得到了大规模的应用,而且加工中心还在不断地向高速化、高效率、高精度的目标发展着,在机床结构方面,多轴化、复合加工等方面的创新也日趋活跃。
自动换刀装置
为完成对工件的多工序加工而设置的存储及更换 刀具的装置称为自动换刀装置(Automatic Tool Changer, ATC)。 自动换刀装置应当满足的基本要求为:
刀具换刀时间短且换刀可靠。 刀具重复定位精度高。 足够的刀具储存量。 结构简单,便于制造、维修、调整。 布局合理,机床总布局美观大方。
编码识别装置
接触式刀具识别装置的原理
非接触式磁性识别原理图
光导纤维刀具识别原理图
刀座编码方式
对每个刀座都进行编码,刀具也编号,并将刀具放到与 其号码相符的刀座中,换刀时刀库旋转,使各个刀座依次经 过识刀器,直至找到规定的刀座,刀库停止旋转。
如图所示为圆盘形刀库的刀 座编码装置。在圆盘的圆周上均 匀分布若干个刀座,其外侧边缘 上装有相应的刀座识别装置2。 刀座编码的识别原理与刀具编码 完全相同.
(6)主轴箱及主轴带着刀具上升;
(7)机床工作台快速向左返回,将刀库 从主轴下面移开,同时将工件移至主轴 数控立式镗铣床
下面,使主轴上的刀具对准工件的加工
面。
四、刀具交换装置
1、利用刀库与机床主轴的相对运动实现刀具交换
这种自动换刀装置只有一个刀库, 不需要其他装置,结构极为简单,然而 换刀过程却较为复杂。 另外,由于刀库置于工作台上,因 而减少了工作台的有效使用面积。这种 换刀装置多用于小型低价位的加工中心。
转塔头主轴通常只适应于工序较少,精度要求 不太高的机床,如数控钻床、铣床等。
一、自动换刀装置的型式——转塔头式换刀装置
优点: 省去了自动松、夹、装刀、卸刀以及刀具搬运等一系 列的复杂操作,从而缩短了换刀时间(仅为2s左右), 并提高了换刀的可靠性。
缺点: 由于空间位置的限制,使主轴部件结构不能设计得十 分坚实,因而影响了主轴系统的刚度。为了保证主轴的 刚度,必须限制主轴数目,否则将使结构尺寸大大增加。
加工中心的自动换刀系统

加工中心自动换刀装置
一、加工中心自动换刀装置的类型 1.转塔式 更换主轴换刀装置 (1)脱开主轴传动 (2)转塔头抬起 (3)转塔头转位 (4)转塔头定位 (5)主轴传动重新接通
加工中心自动换刀装置
加工中心自动换刀装置
加工中心自动换刀装置
一、加工中心自动换刀装置的类型 2.成套更换式 (1)更换转塔 (2)更换主轴箱 (3)更换刀库
六、几种典型换刀过程 1、无机械手换刀
加工中心自动换刀装置
加工中心自动换刀装置
六、几种典型换刀过程 2、机械手换刀
加工中心自动换刀装置
六、几种典型换刀过程 3、带刀套机械手换刀
加工中心自动换刀装置
加工中心自动换刀装置
二、加工中心刀库形式 2.链式刀库
加工中心自动换刀装置
二、加工中心刀库形式 3.格子式刀库
加工中心自动换刀装置
二、加工中心刀库形式 3.格子式刀库
加工中心自动换刀装置
三、加工中心刀库结构
加工中心自动换刀装置
三、加工中心刀库结构
加工中心自动换刀装置
四、JCS-018A加工中心机械手结构 2、机械手抓刀部分的结构
五、其他类型机械手 2、两手互相垂直的回 转式单臂机械手
加工中心自动换刀装置
五、其他类型机械手 3、两手平行的回转式单臂机械手
加工中心自动换刀装置
五、其他类型机械手 4、双手交叉式机械手 (1)机械手移动到机床主轴处-卸装刀具 (2)机械手移动到刀库处送回卸下的刀具
加工中心自动换刀装置
加工中心自动换刀装置
加工中心自动换刀装置
四、JCS-018A加工中心 机械手结构 2、机械手抓刀部分的 结构
பைடு நூலகம் 加工中心自动换刀装置
自动换刀装置凸轮机构的设计及实体建模
…
Ke r sCa meh ns S l wo k ; OS ywod : m c a i m;oi r sC MOS t n S l lig d Moi ;oi modn o d
… … … … … … … ~ … c
{
中 图分类 号 :H12 文 献标 识码 : T 3 A
一一 一一 ~ 一 一 ~ 一
… 一 … … … … … …
l u m t ocagr eep wrs i edads a-cl ecl m cai e u 一; k at acolhne dvl soa g s e n l sa . at eh s o t t o it o t d h hp ml e T n m fh a o
/
/ / L , r \ 6 5 。
r L l l /
5 sI ! : 0. I 1 - 1 一 。 ; r
l
。 . .o. 。 亘 。 王 1 , 5 二
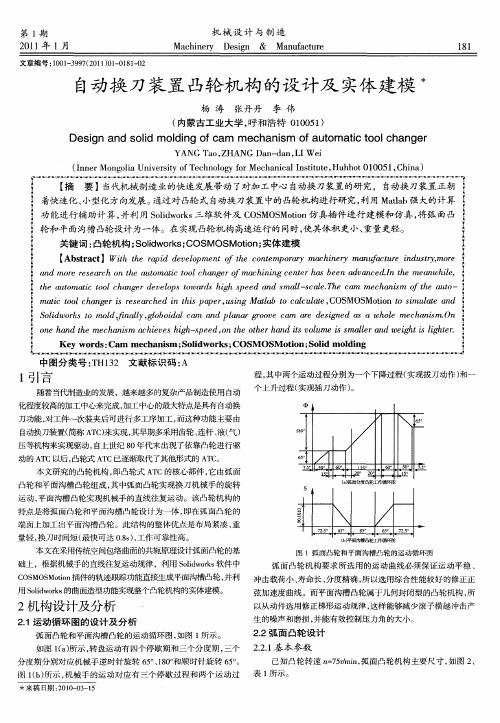
凸轮和平面沟槽 凸轮组成 , 中弧面凸轮实现换刀机械手的旋转 其 运动, 平面沟槽凸轮实现机械手 的直线往 复运动 。该凸轮机构的
I
7 。 25
\ / 。
6。 5 8。 5 6D 5
7 。 25
图 l弧 面 凸 轮 和平 面 沟槽 凸轮 的 运动 循 环 图
础上 ,根据机械手 的直线往复运动规律 ,利用 Sl w rs o d ok 软件 中 i
弧 面凸轮机构要求所选用 的运动 曲线 必须保证运动平稳 、
特 J 将 弧 面 凸轮 和 平 面沟 槽 凸 轮设 计 为 一 体 , 是 即在 弧 面 凸 轮 的
J
端 面上加工 出平面沟槽 凸轮 。此结构 的整体优点是布局紧凑 , 重
加工中心自动换刀装置

图1 A T C 机械手动作过程
换刀准备 :刀库待调刀具移动到换刀位置 ,主 轴移动到换 刀位置即第二原点 ,主轴定 向。换 刀条 件满足后 ,A T C 执行换刀动作 。 A T C 动作步骤 :①A T C 机械手在原位 。②A T C
机械手 顺时针旋转 9 0 。 ,主 轴 松 开 刀 具 ,A TC 夹 紧 刀具 。 ③A T C 机 械 手 前 进 到位 。④A T C 机 械 手 顺
前 ^ 进
} 臂
后 退 丫
械手 换 刀的过程 中 ,使用一个机械 手将加工完毕
的 刀具 从主轴 中拔 出 ,与此 同时 ,另一机械手将 在 刀库 中待命 的刀具 从 刀库拔 出 ,然后两者交换 位置 ,完成换 刀过程 。无机械手换 刀时 ,刀库 中 刀具存 放方 向与主 轴平行 ,刀具放在 主轴可到达 位置换 刀时 ,主轴移 到刀库换 刀位 置 ,利 用主轴 将加 工用 毕 刀具插 人刀库 中要求的空位处 ,然后
加工中心 自动换刀装置
神 龙汽 车有 限公 司襄 阳工厂 ( 湖北 4 3 0 0 5 6 ) 汪 雪松
加 工 中心是 由机械设 备与数控 系统组成 的 , 适 用于复杂零 件加工 的高效 自动化机床 。它 与一
1 . DM4 0 A T C自动换 刀装 置及换刀过程说 明
东风设备制造厂生产的DM5 0 0 I 卧式加工中心 主轴为 电主轴 ,配置D M4 0 A T C 换 刀装置。换刀装 置运动采用变频器控制三相异步电动机 ,通过齿轮 传动带动凸轮旋转 ,利用 凸轮机构控 ̄ I ] A T C 机械手 的旋转 、进退和松夹 刀具 ( 见图1 )。位置控制通 过传感器检查位置输入信号及延时继 电器控制。
心 的性 能 。
加工中心盘式刀库自动换刀控制系统设计

De i n o u oma i o l h n e o to y t m or sg na t t t o a g r n r I s e f c ie c n e c c c s ma h n e t r
第5 期 2 1 年 5月 01
文章编号 :0 13 9 (0 )5 0 3— 3 10 — 9 7 2 1 0 — 1 7 0 1
机 械 设 计 与 制 造
Ma h n r De in c i ey sg & Ma u a t r n f cu e 17 3
加 工 中心盘 式刀库 自动换 刀控 制 系统设计 米
0々∽ 0 ∽ 0 ∽ ∽ ∽ '∽ ∽ 0々∽ 0 ∽ 6 ∽ ∽ ∽ 0'∞ 0 ∽ ● ∽ 0' ∽ 0 ∽ 々 0々∽ 60∽ : 5 0々 0 : ∽ ∽ 々 0 0 0 ∽ 0 ∽ o ∽ 0 ∽ 々 0 0 0 0 0 0 0 ∞ ∽ 6 e
中图分 类号 : H1 , P 7 +4 文献标 识码 : T 6T 2 1. A
1 引言
.
工中心几乎是空 白, 而机械加工业 、 小型模具的制造 、 工科 院校 、 技工学校等对小型加工 中心存在着大量的需求目 。为了填补市场 的空白, 台自主研发制作 的微型立式加工中心应运而生 。加工 本 中心工作 台采用 — y双向精密数控工作台 ; 以进行 X、 Z三 可 Y、 个方向的进给; 配装 自动换 刀系统 , 可以完成铣 、 、 、 、 、 钻 扩 铰 锪 攻 丝等多种加工工序 , 体积小 、 紧凑 , 结构 不但可满足本科实验教学 的需要 , 还能进行小型板类、 盘类 、 叉架类和箱体类等复杂零件 的 多品种 中小批量加工。 整体结构 , 如图 1 所示 。 加工中心的关键技 术在于 自动换刀系统装置 。 针对 自主研发制作的微型立式加工 中
自动换刀机械手的设计

自动换刀机械手的设计摘要加工中心在加工中用得很广泛,加工中心利用刀库实现换刀,这是目前加工中心大量使用的换刀方式。
而自动换刀装置是加工中心的重要组成部分之一,它的功能的好坏,关系到整个加工中心的功能。
自动换刀装置可分为五种基本形式,即转塔式、180 回转式、回转插人式、二轴转动式和主轴直接式。
刀库换刀,按照换刀过程有无机械手参与,分成有机械手换刀和无机械手换刀两种情况。
在有机械手换刀的过程中,使用一个机械手将加工完毕的刀具从主轴中拔出,与此同时,另一机械手将在刀库中待命的刀具从刀库拔出,然后两者交换位置.完成换刀过程.无机械手换刀时,刀库中刀具存放方向与主轴平行,刀具放在主轴可到达位置换刀时,主轴箱移到刀库换刀位置上方,利用主轴Z向运动将加工用毕刀具插人刀库中要求的空位处,然后刀库中待换刀具转到待命位置.主轴Z 向运动将待用刀具从刀库中取出,并将刀具插人主轴。
[关键词]:加工中心自动换刀装置刀库机械手AbstractMachining center in the increasingly wide use of the processing , which is currently used by large processing center blade. And the automatic blade changer devices is an important component of machining center。
Its function is good or bad, on the whole processing machining center functions。
Automatic blade devices can be divided into five basic forms .Namely to Tower, 180 turnaround-type, rotation planting one-, two-and the main axis of rotation axis direct .Exchange cutlery in the tools storehouse , according to the availability of process machinery blade in hand, into a mechanical hand blade andnon-blade two mechanical hands .In a mechanical hand exchange cutlery,those will be completed using a mechanical hand, the cutlery out from the main axis.At the same time, another mechanical hand take cutlery from tools storehouse, and then the two exchange locations. The whole process is completed。
自动换刀装置的结构原理与维修

自动换刀装置的结构原理与维修8.4.1 自动换刀装置的形式自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。
1.回转刀架换刀数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或更多的刀具。
回转刀架必须具有良好的强度和刚度,以承受粗加工的切削力:同时要保证回转刀架在每次转位的重复定位精度。
图8-17为数控车床六角回转刀架,它适用于盘类零件的加工。
在加工轴类零件时,可以用四方回转刀架。
由于两者底部安装尺寸相同,更换刀架十分方便。
图8-17 数控车床六角回转刀架1-活塞 2-刀架体 3、7-齿轮 4-齿圈 5-空套齿轮6-活塞 8-齿条 9-固定插销 10、11-推杆 12-触头回转刀架的全部动作由液压系统通过电磁换向阀和顺序阀进行控制,它的动作分为4个步骤:(1)刀架抬起当数控装置发出换刀指令后,压力油由a孔进入压紧液压缸的下腔,活塞1上升,刀架体2抬起,使定位用的活动插销10与固定插销9脱开。
同时,活塞杆下端的端齿离合器与空套齿轮5结合。
(2)刀架转位当刀架抬起后,压力油从c孔进入转位液压缸左腔,活塞6向右移动,通过联接板带动齿条8移动,使空套齿轮5作逆时针方向转动。
通过端齿离合器使刀架转过60º。
活塞的行程应等于齿轮5分度圆周长的1/6,并由限位开关控制。
(3)刀架压紧刀架转位之后,压力油从b孔进入压紧液压缸上腔,活塞1带动刀架体2下降。
齿轮3的底盘上精确地安装有6个带斜楔的圆柱固定插销9,利用活动插销10消除定位销与孔之间的间隙,实现反靠定位。
刀架体2下降时,定位活动插销10与另一个固定插销9卡紧,同时齿轮3与齿圈4的锥面接触,刀架在新的位置定位并夹紧。
这时,端齿离合器与空套齿轮5脱开。
(4)转位液压缸复位刀架压紧之后,压力油从d孔进入转位液压缸的右腔,活塞6带动齿条复位,由于此时端齿离合器已脱开,齿条带动齿轮3在轴上空转。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工中心自动换刀装置结构设计[摘要]本论文完成的是立式加工中心盘式刀库的传动设计、结构设计以及机械手部分的传动设计、结构设计。
盘式刀库在数控加工中心上应用非常广泛,其换刀过程简单,总体结构简单、紧凑,定位精度高。
刀库传动部分采用蜗轮蜗杆减速装置,可提高输出轴的传动平稳性能,即提高刀盘的运转平稳性。
刀库满载装刀16把,采用单环排列方式放置。
本次设计中的机械手采用单臂双手式机械手,可以同时完成插刀和拔刀动作,结构简单,换刀时间短。
机械手传动部分采用一个液压升降缸和液压回转缸带动花键轴,进而带动机械手的运动。
[关键词]立式加工中心;盘式刀库;机械手;自动换刀装置Automatic tool changer structural design of machiningcentersAbstractwhat finished in this paper is drive design, structural design and the power transmission parts design of disc tool magazine in vertical machining center. This tool magazine is widely applied in NC machining center. And the process of changing tools is simple, short change time , high precision, simple and compact of structure, reliable, easy maintenanced and low cost. The transmission part of this tool magazine adopts gear reducer. The design of worm gearbox device can improve the stationarity of output shaft, namely, increasing the operation stability and smooth transmission properties of tool magazine.Transmission device of tool magazine adopts a adjusting sleeve to eliminate the transmission clearance of worm.This tool magazine can load 16 cutting tools which are arranged with monocylic and according to the principle of nearby to choose the right tool. The manipulator of this design is the manipulator with one arm and pair of hands.The advantage of this manipulator is that it can complete the action of inserting tool and pulling out the tool at the same time,simple structure and short change time. Mechanical transmission part adopts a hydraulic lift cylinder and hydraulic cylinder drives the spline shaft rotation, thus drive the motion of the manipulator.Key wordsV ertical machining center; Disc tool magazine; Manipulator; Automatic Tool Changer毕业论文﹙设计﹚任务书一、毕业设计题目加工中心自动换刀装置结构设计二、毕业设计工作自_ 2012 年__11_ 月__19 _日起至 2013 _年 6 月_10 _日止三、毕业设计进行地点: 校内四、毕业设计内容要求:随着机械加工业的发展,制造行业对于带有自动换刀系统的高效高性能加工中心的需求量越来越大。
本设计主要任务是进行加工中心自动换刀装置结构设计:1、查阅有关自动换刀系统方面的相关文献,分析自动换刀系统设计要点、难点,撰写开题报告;2、翻译一篇科技文献(英译汉或汉译英);3、换刀动作过程的设计;4、绘制换刀装置结构工程图;5、撰写毕业设计说明书。
进度安排:(一)、第一阶段(1-4周)1、开题报告(含文献综述、参考资料等)2、方案论证和方案设计(含初步的设计及计算)3、完成ppt文档,准备第一阶段考核(二)、第二阶段(5-10周)1、完成第一张A02、完成第二或第三张的草图绘制(包括主要结构)3、准备外文翻译资料4、完成ppt文档,准备第二阶段考核(三)、第三阶段(11-17周)1、绘制要求的其余设计图纸2、完成外文翻译资料3、撰写说明书准备答辩主要参考文献:[1] 徐灏.机械零件设计手册[M] 北京:机械工业出版社,1992.1[2] 吴宗泽.机械设计课程设计手册[M] 北京:高等教育出版社,1999.6[3] 机床设计手册编写组.机床设计手册(第三册)[M].北京:机械工业出版社,1986[4] 梁正强.机械零件设计计算实例[M] 北京:中国铁道出版社,1983.12[5] 邱宣怀.机械设计(第四版) [M] 北京:高等教育出版社,1997.7[6] 刘激文.材料力学Ⅰ、Ⅱ(第四版) [M] 北京:高等教育出版社,2004.1[7] 章宏文,黄谊. 液压传动[M] 北京:机械工业出版社,2000.9[8] 李允文. 工业机械手设计[M] 北京:机械工业出版社,1996[9] 熊幸明. 工厂电气控制技术[M] 清华大学出版社,2005.10[10] 曹秋霞,马国亮.小型立式加工中心圆盘式刀库的设计[J].机电产品开发与创新,2005[11] 贺光谊,唐之清. 画法几何及机械制图[M] 重庆:重庆大学出版社,1994.6[12] 林国重,盛东初. 液压传动与控制[M] 北京:北京工业出版社,1986.6[13] 冯辛安,黄玉美,杜君文. 机械制造装备设计[M] 北京:机械工业出版社,2004[14] 刘瑞已.加工中心快速自动换刀装置[J].机械工程师,2004.11;84-85[15] 向金林.TH7130立式加工中心自动换刀系统的设计[J].装备制造技术,2006.3[16] 王科社,张怀存.加工中心自动换刀装置浅议[J].北京机械工业学院学报,1994.12[17] Ming Cong,Dong Liu .Recent Patents in Automatic Tool Changers andApplications[J].Recent Patents on Engineering,2009,3;117-128[18] Beom-Sahng Ryuh, Sang Min Park, Gordon R. Pennock.An automatic tool changer andintegrated software for a robotic die polishing station[J].Mechanism and Machine Theory,2005[19] 陈芳,李继中.盘式刀库加工中心自动换刀系统控制[J].机械设计与制造,2007.10;149-151指导教师系(教研室)系(教研室)主任签名批准日期2012-12-30接受设计任务开始执行日期学生签名目录引言 ................................................... 错误!未定义书签。
1 绪论 .................................................. 错误!未定义书签。
1.1加工中心的定义 (2)1.2加工中心的发展历程 (2)1.3加工中心国内外现状 (2)1.4国产加工中心目前存在的问题及未来发展趋势 (3)1.5加工中心的分类 (4)2 加工中心自动换刀装置概述 (5)2.1加工中心自动换刀装置(ATC)形式、特点及各自应用范围 (5)2.2刀库及刀具交换装置 (6)2.2.1刀库的形式 (6)2.2.2刀具的选择方式 (7)2.2.3刀具(刀座)识别装置 (7)2.2.4刀具交换装置 (8)3 总体方案设计 (10)3.1刀库的方案设计 (10)3.1.1换刀过程 (10)3.2.2刀库的传动 (12)3.2机械手的方案设计 (12)3.2.1换刀过程 (12)3.2.2机械手的传动 (13)4 刀库的设计 (13)4.1刀库电机的选用 (14)4.1.1按负载转矩选 (14)4.1.2按加速时的最大转矩选 (14)4.1.3电机的校验 (15)4.1.4分配传动比 (16)4.2 刀库传动机构的设计 (16)4.2.1初定刀套线速度 (16)4.2.2刀库传动机构 (16)4.3刀库刀套的设计 (23)5 机械手的设计 (25)5.1机械手的原理 (25)5.2机械手的机构组成 (26)5.3机械手的机构组成 (26)5.3.1手爪口的设计 (26)5.3.2手爪锁的设计及计算 (29)5.3.3手爪部分整体设计 (30)5.4机械手的驱动机构 (31)5.4.1液压缸的设计 (35)5.4.2花键轴的设计 (38)5.4.3液压系统的原理分析 (41)致谢 (44)参考文献 (45)引言1952年世界上出现了第一台数控机床,使多品种、中小批量的机械加工设备在柔性、自动化和效率上产生了巨大变革。
1958年第一台加工中心问世,它将多工序(铣、钻、镗、铰、攻丝等)加工集于一身;适应加工多品种和大批量的工件;增加机床功能(自动换刀、自动换工件、自动检测等),使自动化程度和加工效率上了一个新台阶;使无人化(或长时间无人操作)加工成为现实。
加工中心已成为柔性制造系统、计算机集成制造系统和自动化工厂的基本单元。
加工中心是数控机床中较为复杂的加工设备,由于其具有多种加工能力而得到广泛的应用,其强大的加工能力和效率得益于其配置的自动换刀装置。
换刀装置作为加工中心的重要组成部分,其主要作用在于减少加工过程中的非切削时间,提高生产率,降低生产成本,进而提升机床乃至整个生产线的生产力。