FANUC 0I常用参数
FANUC0i系列攻牙标准参数

FANUC0i系列攻牙标准参数0i-MB 參&=bsp;數說明參考設定值=82?nbsp;註3706#03706#1 主軸與POS ITION CODER?比 0,0 1:15200#1 主軸與POS=TION CODER齒比設定0:NO.3706#1,01:NO.5221~5224,&=bsp;NO.5231~5234 05200#4 攻牙旋?F6進給率設定 0 無效5201#0 ?BD滑剛性攻牙 1 有效5201#2&=bsp;攻入、旋出加減速時間設定0?BA NO.5261~52641: NO.5261~5264, NO.5271~5274 0&nb=p;5201#3 攻牙旋出進給率增量=86挝?:1%1:10% 05202#0 剛?D4攻牙前先做主軸定位 1 有=D0?nbsp;5210 剛性攻牙指令碼 29&=bsp;5211 攻牙旋出進給率 100&nb=p;100%5221 低檔主軸側齒數(GR10=1)&n=sp;05222 中檔主軸側齒數(GR20==) 05223 高檔主軸側齒數(GR3==1) 05231 低檔馬達側齒數(G=10=1) 05232 中檔馬達側齒數=GR20=1) 05233 高檔馬達側齒?B5(GR30=1) 05241(低檔)5242(中檔)5243(=B8邫n) 剛性攻牙之主軸上限值=nbsp;3000 5261 低檔攻入(旋出)?D3減速時間(GR10=1) 12005262 中=99n攻入(旋出)加減速時間(GR20=1) 1200&=bsp;5263 高檔攻入(旋出)加減?D9時間(GR30=1) 12005271 低檔旋=B3黾訙p速時間設定(GR10=1) 052=2 中檔旋出加減速時間設定(GR20=1)&=bsp;05273 高檔旋出加減速時=E9g設定(GR30=1) 05280 Z 軸位=D6棉捖吩鲆?nbsp;25005281 低?位置迴路增益(GR10=1) 250052=2 中檔位置迴路增益(GR20=1) 2500&=bsp;5283 高檔位置迴路增益(GR3==1) 25005300 Z 軸檢測寬度&n=sp;305301 主軸檢測寬度 30 =5310 Z 軸移動中位置偏移=C1?nbsp;320005311 主軸移動中?BB置偏移量 320005312 Z 軸=CDV怪形恢闷 屏?nbsp;50053=3 主軸停止中位置偏移量500=nbsp;5321~ 5323 剛性攻牙主軸?B3隙補償04000#0 主軸和馬=DF_轉動方向0:同向1:反向 0&nbs=;4001#4 主軸和主軸外部檢出?F7轉動方向0:同向1:反向 0 =4002#3,2,1,0 主軸外部檢出器型=CA?nbsp;0,0,0,1 以馬達速度檢出器作=CE 恢没仞?nbsp;4003#0 主軸定位方=CA?nbsp;0 POSITI ON CODER4003#3,#2 主軸=B6ㄎ恍 D方向皮帶式:1,0齒輪?BD:1,1 1,0 固定正轉4003#7,6,5,4&nbs=;主軸外部檢出器齒數 0,0,0,0 256?CB/rev4004#2 外部一回轉信號 = 使用4004#3 外部一回轉信=CC枡z出邊緣設定 0 上緣40=6#1 齒數比解析度選擇 1 *1000&nb=p;4010#2,1,0 主軸馬達檢出器型式 =,0,0 Mi sensor4011#2,1,0 主軸馬達檢=B3銎鼾X數 0,1,0 256λ/rev4016#7 =CE恢每刂颇J?主軸定位)是否?BF次檢查外部一回轉信號 1 ?BF次檢查4038 主軸定位速度&n=sp;1004044 高檔速度迴路比=C0 鲆?CTH1A=0) 20(10)4045 低=99n速度迴路比例增益(CTH1A=1) 20(10)=nbsp;4052 高檔速度迴路積分?F6益(CTH1A=0) 100(10)4053 低檔速=B6绒捖贩e分增益(CTH1A=1) 100(10) =4056 高檔齒數比(CTH1A=0,CTH2A=0) 738&nbs=;4057 中高檔齒數比(CTH1A=0,CTH2A=1)=nbsp;7384058 中低檔齒數比(CTH1A=3D1,CTH2A=0) 7384059 低檔齒數?C8(CTH1A=1,CTH2A=1) 7384060 主軸定=CE恢 邫n位置迴路增益(CTH1A=0,CTH2A=3D0) 10004061 主軸定位之中=B8邫n位置迴路增益(CTH1A=0,CTH2A=1) 10=04062 主軸定位之中低檔?BB置迴路增益(CTH1A=1,CTH2A=0) 1000 =4063 主軸定位之低檔位置迴?B7增益(CTH1A=1,CTH2A=1) 10004065 ?DF檔位置迴路增益(CTH1A=0,CTH2A=0) 2500&=bsp;4066 中高檔位置迴路增?E6(CTH1A=0,CTH2A=1) 25004067 中低?位置迴路增益(CTH1A=1,CTH2A=0) 2500 &=bsp;4068 低檔位置迴路增益(CTH1A=1=CTH2A=1) 25004085 馬達電壓設?A8(%) (高速線圈用) 704099&nb=p;馬達激磁延遲時間 3004137 =馬達電壓設定(%) (低速線圈用)&nb=p;704171 高檔主軸側齒數(CTH1A=3D0) 484172 高檔馬達側齒數(C=H1A=0) 654173 低檔主軸側齒=94?CTH1A=1) 484174 低檔馬達側=FDX數(CTH1A=1) 65備註 :&nb=p;1. NO.4056 ~ 4059 齒比設定錯誤=95r,主軸定位會有左右晃動或=B6ㄎ凰俣茸兟 F象。
FANUC0I常用参数
FANUC0I常用参数1)参数(P):
P00:机器型号
P01:版本号
P04:每分钟脉冲数
P05:芯片计数器
P10:主回路数
P15:轴数
P17:补正系数
P20:选择模式(G90/G91)
P21:机器坐标系统(G54~G59)
P23:轴反转启用
P24:原点模式(G53/G54)
P25:机器轴主要轴联动
P26:每轴联动方式
P30:原点偏移量
P31:原点偏移量累计量
P32:模块联动
P33:每轴振动补偿
P34:曲线补偿
P35:原点回位方式
P37:多维坐标系模式
P40:加减速模式
P41:曲线加速度
P42:曲线减速度
P43:最大进给倍率
P44:最小进给倍率
P45:进给位置循环
P46:旋转行程循环
P47:开始位置轴锁定
P48:横移位置循环
P49:横移行程循环
P50:尾部裁切量
P51:加工精度
P52:最大精度
P53:速度控制精度
P54:位置控制精度
P55:回转编码器直径补偿
P56:刀具特性P57:指定轴转向P60:单位换算P61:主坐标轴P62:次坐标轴P63:辅助坐标轴P64:每轴行程P65:轴报警
P66:轴报警联动P67:小脉冲补偿P68:极限报警P69:空闲报警P70:指令编码P71:刀具偏移量P72:最小角抖动。
FANUC0I常用参数

FANUC0I常用参数
1.通用参数:
-PWE(表面粗糙度补偿):设置工具的切削半径和切削长度的自动补偿。
可以根据工件的表面要求进行调整。
-MTS(度量制/英制转换):设置数控系统的度量制或英制模式。
-PWE(手动工具切换):允许操作员手动更换工具,以便进行不同类型的加工操作。
-MP(机床保护控制):设置机床的各种保护功能,如过载保护、过温保护等。
-APS(绝对/相对坐标切换):设置坐标系的工作方式,可以选择绝对坐标或相对坐标。
2.坐标系参数:
-G54-G59(工件坐标系):设置机床中工件坐标系的位置和切换。
每个坐标系都有自己的工件原点和参考点。
-G92(坐标系偏移):允许在加工过程中对当前坐标系进行微调,以便更好地与工件的实际位置相匹配。
3.配置参数:
-G50(坐标系偏移):设置初始位置和加工范围之间的偏移量,以便更好地控制机床的加工范围。
-G10(工件坐标系设置):设置工件坐标系的位置和旋转角度,以便更好地与实际工件匹配。
-G30(第二工件原点):如果需要对工件进行多次加工,可以设置第二个工件原点,以便在不同位置进行加工。
以上仅是FANUC0i中的一些常用参数,这些参数可以根据具体的加工要求进行调整和设置。
在使用数控系统时,操作员应根据实际情况和机床要求进行正确的参数配置,以确保加工过程的顺利进行。
FANUC0I 系统参数 robotdill @t14
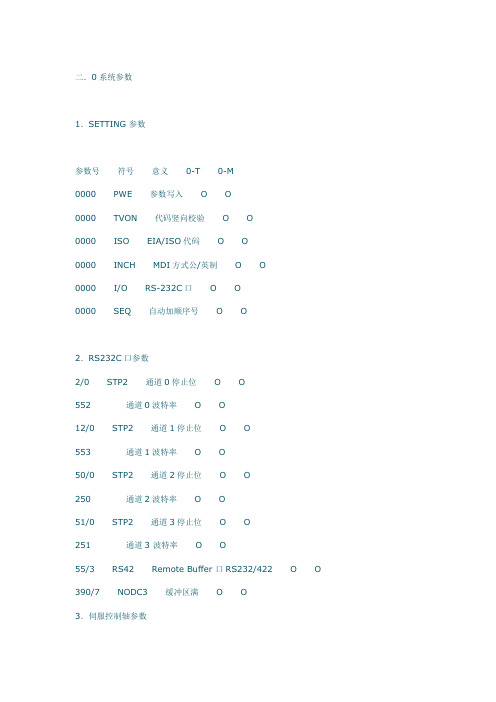
二.0系统参数1.SETTING 参数参数号符号意义 0-T 0-M0000 PWE 参数写入 O O0000 TVON 代码竖向校验 O O0000 ISO EIA/ISO代码 O O0000 INCH MDI方式公/英制 O O0000 I/O RS-232C口 O O0000 SEQ 自动加顺序号 O O2.RS232C口参数2/0 STP2 通道0停止位 O O552 通道0波特率 O O12/0 STP2 通道1停止位 O O553 通道1波特率 O O50/0 STP2 通道2停止位 O O250 通道2波特率 O O51/0 STP2 通道3停止位 O O251 通道3 波特率 O O55/3 RS42 Remote Buffer 口RS232/422 O O 390/7 NODC3 缓冲区满 O O3.伺服控制轴参数1/0 SCW 公/英制丝杠 O O3/0.1.2.4 ZM 回零方向 O O8/2.3.4 ADW 轴名称 O30/0.4 ADW 轴名称 O32/2.3 LIN 3,4轴,回转轴/直线轴 O388/1 ROAX 回转轴循环功能 O388/2 RODRC 绝对指令近距离回转 O388/3 ROCNT 相对指令规算 O788 回转轴每转回转角度 O11/2 ADLN 第4轴,回转轴/直线轴 O398/1 ROAX 回转轴循环功能 O398/2 RODRC 绝对指令近距离回转 O398/3 ROCNT 相对指令规算 O788 回转轴每转回转角度 O860 回转轴每转回转角度 O500-503 INPX,Y,Z,4 到位宽度 O O504-507 SERRX,Y,Z,4 运动时误差极限 O O 508-511 GRDSX.Y,Z,4 栅格偏移量 O O512-515 LPGIN 位置伺服增益 O O517 LPGIN 位置伺服增益(各轴增益) O O518-521 RPDFX,Y,X,4 G00速度 O O522-525 LINTX,Y,Z,4 直线加/减速时间常数 O O 526 THRDT G92时间常数 O528 THDFL G92X轴的最低速度 O527 FEDMX F的极限值 O O529 FEEDT F的时间常数 O O530 FEDFL 指数函数加减速时间常数 O O533 RPDFL 手动快速移动倍率的最低值 O O534 ZRNFL 回零点的低速 O O535-538 BKLX,Y,Z,4 反向间隙 O O593-596 STPEX,Y,Z,4 伺服轴停止时的位置误差极限 O O 393/5 快速倍率为零时机床移动 O O4.坐标系参数10/7 APRS 回零点后自动设定工件坐标系 O O2/1 PPD 自动设坐标系相对坐标值清零 O24/6 CLCL 手动回零后清除局部坐标系 O28/5 EX10D 坐标系外部偏移时刀偏量的值(×10) O 708-711 自动设定工件坐标系的坐标值 O735-738 第二参考点 O O780-783 第三参考点 O O784-787 第四参考点 O O5.行程限位8/6 OTZN Z轴行程限位检查否 O15/4 LM2 第二行程限位 O24/4 INOUT 第三行程限位 O57/5 HOT3 硬超程-LMX--+LMZ有效 O65/3 PSOT 回零点前是否检查行程限位 O O700-703 各轴正向行程 O O704-707 各轴反向行程 O O15/2 COTZ 硬超程-LMX--+LMZ有效 O20/4 LM2 第二行程限位 O24/4 INOUT 第三行程限位 O743-746 第二行程正向限位 O747-750 第二行程反向限位 O804-806 第三行程正向限位 O807-809 第三行程反向限位 O770-773 第二行程正向限位 O774-777 第二行程反向限位 O747-750 第三行程正向限位 O751-754 第三行程反向限位 O760-763 第四行程正向限位 O764-767 第四行程反向限位 O6.进给与伺服电机参数1/6 RDRN 空运行时,快速移动指令是否有效 O O 8/5 ROVE 快速倍率信号ROV2(G117/7)有效 O 49/6 NPRV 不用位置编码器实现主轴每转进给 O O 20/5 NCIPS 是否进行到位检查 O O4—7 参考计数器容量 O O4—7 检测倍比 O O21/0.1.2.3 APC 绝对位置编码器 O O35/7 ACMR 任意CMR O O37/0.1.2.3 SPTP 用分离型编码器 O O100-103 指令倍比CMR O O7.DI/DO参数8/7 EILK Z轴/各轴互锁 O O9/0.1.2.3 TFIN FIN信号时间 O O9/4.5.6.7 TMF M,S,T读信号时间 O O12/1 ZILK Z轴/所有轴互锁 O31/5 ADDCF GR1,GR2,DRN 地址 O252 复位信号扩展时间 O O8.显示和编辑1/1 PROD 相对坐标显示是否包括刀补量 O O2/1 PPD 自动设坐标系相对坐标清零 O O15/1 NWCH 刀具磨损补偿显示W O O18/5 PROAD 绝对坐标系显示是否包括刀补量 O 23/3 CHI 汉字显示 O O28/2 DACTF 显示实际速度 O O29/0.1 DSP 第3,4轴位置显示 O35/3 NDSP 第4轴位置显示 O38/3 FLKY 用全键盘 O O48/7 SFFDSP 显示软按键 O O60/0 DADRDP 诊断画面上显示地址字 O O60/2 LDDSPG 显示梯形图 O O60/5 显示操作监控画面 O O64/0 SETREL 自动设坐标系时相对坐标清零 O O 77/2 伺服波形显示 O O389/0 SRVSET 显示伺服设定画面 O O389/1 WKNMDI 显示主轴调整画面 O O9.编程参数10/4 PRG9 O9000-O9999号程序保护 O O15/7 CPRD 小数点的含义 O O28/4 EXTS 外部程序号检索 &n, bsp; O O29/5 MABS , MDI-B中,指令取决于G90/G91设定 O389/2 PRG8 O8000-O8999号程序保护 O O394/6 WKZRST 自动设工件坐标系时设为G54 O10.螺距误差补偿11/0.1 PML 螺补倍率 O O712-715 螺补间隔 O756-759 螺补间隔 O1000, 20003000, 4000 补偿基准点 O O1001-11282001-21283001-31284001-4128 补偿值 O O 11.刀具补偿1/3 TOC 复位时清除刀长补偿矢量 0 O1/4 ORC 刀具补偿值(半径/直径输入) O8/6 NOFC 刀补量计数器输入 O10/5 DOFSI 刀偏量直接输入 O13/1 GOFU2 几何补偿号(由刀补号或刀号)指定 O13/2 GMOFS 加几何补偿值(运动/变坐标) 014/0 T2D T代码位数 O14/1 GMCL 复位时是否清几何补偿值 O14/5 WIGA 刀补量的限制 O15/4 MORB 直接输入刀补测量值的按钮 O24/6 QNI 刀补测量B时补偿号的选择 O75/3 WNPT 刀尖补偿号的指定(在几何还是在磨损中) O122 刀补测量B时的补偿号 O728 最大的刀具磨损补偿增量值 O729 最大的刀具磨损补偿值 O78/0 NOINOW 用MDI键输入磨损补偿量 O O78/1 NOINOG 用MDI键输入几何补偿量 O O78/2 NOINMV 用MDI键输入宏程序变量 O O78/3 NOINMZ 用MDI键输入工件坐标偏移量 O O393/2 MKNMD12.主轴参数13/5 ORCM 定向时,S模拟输出的极性13/6.7 TCW,CWM S模拟M03,M04的方向 O O14/2 主轴转速显示 O O24/2 SCTO 是否检查SAR(G120/4) O O49/0 EVSF SF的输出 O O71/0 ISRLPC 串行主轴时编码器信号的接法 O71/4 SRL2SP 用1或2个串行主轴 O71/7 FSRSP 是否用串行主轴 O108 G96或换挡(#3/5:GST=1)或模拟主轴定向SOR:G120/5:M)=1速度 O O110 检查SAR(G120/4)的延时时间 O516 模拟主轴的增益(G96) O539 模拟主轴电机的偏移补偿电压(G96) O551 G96的主轴最的转速 O556 G96的主轴最高转速 O540-543 各挡主轴的最高转速 O3/5 GST 用SOR(G120/5)定向/换挡 O14/0 SCTA 加工启动时检查SAR信号 O20/7 SFOUT 换挡时输出SF O29/4 FSOB G96时输出SF O35/6 LGCM 各挡最高速的参数号 O539,541,555 各挡的主轴最高转速 O542 主轴最高转速 O543 主轴最低转速 O585,586 主轴换挡速度(B型) O577 模拟主轴电机的偏移补偿电压 O6519/7 主轴电机初始化 O O6633 主轴电机代码 O O6501/2 POSC2 用位置编码器 O O6501/5-7 CAXIS1-3 用高分辨率编码器 O O 6503/0 PCMGSL 定向方法(编码器/磁传感器) O O 6501/1 PCCNCT 内装传感器 O O6501/4.6.7 位置编码器信号 O O6504/1 HRPC 高分辨率编码器 O O13.其它24/0 IGNPMC 用PMC O O71/6 DPCRAM 显示PMC操作菜单 O O123 图形显示的绘图坐标系 O。
FANUC_0i系统参数的设定方法
(2)伺服电动机ID号(MOTOR ID NO)
(3)AMR:设定电枢倍增比 α 系列和α i系列伺服电动机设定为“00000000” 与电机内装编码器类型无关。 (4)CMR:设定伺服系统的指令倍率 设定值=(指令单位/检测单位)×2 如数控车床的X轴通常采用直径编程:为1
数控铣床和加工中心:为2
5.伺服调整画面
(五)串行主轴参数设定
1. 主轴模块标准参数的初始化 主轴模块标准参数的初始化,就是将主轴的设定参数 按FANUC标准主轴电动机型号进行重新覆盖。对于 FANUC系统,主轴模块标准参数初始化的步骤如下: (1)系统急停状态,打开电源; (2)将主轴电动机型号的代码(参见伺服电机表) 设定在系统串行主轴电动机代码参数No.4133中。 (3)将自动设定串行数字主轴标准值的参数4019#7 (LDSP)置为“1”。 (4)将电源关断,再打开,主轴标准参数被写入。
参数表
P352
通用系统参数的修改
(一)打开参数写保护开关P86 (二)根据参数号查找参数P86 (三)修改参数值P87
通用系统参数的修改
(一)打开参数写保护开关
通用系统参数的修改
(一)打开参数写保护开关
通用系统参数的修改
(二)根据参数号查找参数
通用系统参数的修改
(二)根据参数号查找参数
(一)FANUC0i系统参数的意义
数控系统的参数完成数控系统与机床结构和机 床各种功能的匹配,使数控机床的性能达到最 佳。
(二)FANUC0i系统数控系统参数的 分类
FANUC0i数控系统的参数按照数据的形式大致 可分为位型和字型
FANUC 0i常用参数及pmc诊断信号地址
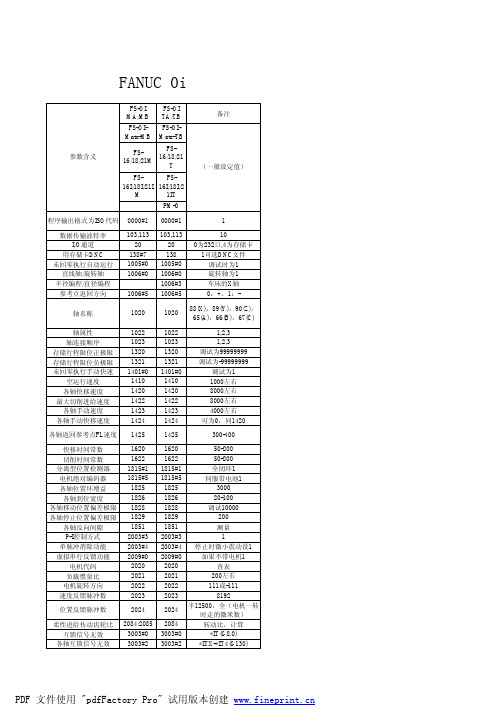
1020
1022 1023 1320 1321 1401#0 1410 1420 1422
PM-O
0000#1
1
103,113
10
20 0为232口,4为存储卡
138
1可选DNC文件
1005#0
调试时为1
1006#0
旋转轴为1
1006#3
车床的X轴
1006#5 1020
0:+,1:88(X),89(Y), 90(Z),65(A),
工件号检: PN1,PN2,PN4,PN8,PN16
16/18/21/0i/PM
T
M
G4/3
G4/3
G5/6
G5/6
G6/2
G6/2
G6/4
G6/4
G7/1
/
G7/2
G7/2
G7/5
G7/5
G8/0
G8/0
G8/4
G8/4
G8/5
G8/5
G8/7
G8/7
G9/0-4 G9/0-4
进给倍率: *OV1,*OV2,*OV4,*OV8
快移时间常数 切削时间常数 分离型位置检测器 电机绝对编码器 各轴位置环增益 各轴到位宽度 各轴移动位置偏差极限 各轴停止位置偏差极限 各轴反向间隙 P-I控制方式 单脉冲消除功能 虚拟串行反馈功能
电机代码 负载惯量比 电机旋转方向 速度反馈脉冲数
1620 1622 1815#1 1815#5 1825 1826 1828 1829 1851 2003#3 2003#4 2009#0 2020 2021 2022 2023
电机最大值/减速比
使用1
CNC控制轴数
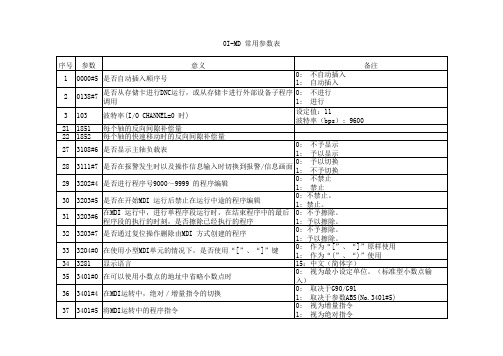
FANUC0I-MD系统常用参数
备注 0: 设定为地址D 1: 设定为地址H [数据单位] mm、inch [数据单位] mm、inch
0: 作为高速深孔攻丝循环使用 1: 作为深孔攻丝循环使用 [数据单位] mm、inch 0: 始终以绝对指令进行指定 1: 随绝对指令(G90) /增量指令(G91)而定
30 3203#5 是否在开始MDI 运行后禁止在运行中途的程序编辑
0: 不禁止。 1: 禁止。
31
3203#6
在MDI 运行中,进行单程序段运行时,在结束程序中的最后 程序段的执行的时刻,是否擦除已经执行的程序
0: 不予擦除。 1: 予以擦除。
32 3203#7 是否通过复位操作删除由MDI 方式创建的程序
22 1852 每个轴的快速移动时的反向间隙补偿量
27 3108#6 是否显示主轴负载表
0: 不予显示 1: 予以显示
28
3111#7
是否在报警发生时以及操作信息输入时切换到报警/信息画面
Hale Waihona Puke 0: 1:予以切换 不予切换
29 3202#4 是否进行程序号9000~9999 的程序编辑
0: 不禁止 1: 禁止
36 3401#4 在MDI运转中,绝对/增量指令的切换
0: 取决于G90/G91 1: 取决于参数ABS(No.3401#5)
37 3401#5 将MDI运转中的程序指令
0: 视为增量指令 1: 视为绝对指令
序号 参数
意义
39 5001#2 刀具半径补偿(G40,G41,G42)中,将指令补偿号的地址
0: 不予擦除。 1: 予以擦除。
33 3204#0 在使用小型MDI单元的情况下,是否使用“[”、“]”键
0: 作为“[”、“]”原样使用 1: 作为“(”、“)”使用
FANUC_0i_Mate-D数控系统机床常用参数

FANUC_0i_Mate-D数控系统机床常⽤参数FANUC 数控车床参数设置试验实践项⽬ 1、显⽰参数2、⽤MDI⽅式设定参数3、基本功能参数的设置任务报告1、请说明系统报警P/S000和P/S001的含义?P/S000 参数可写⼊P/S001 需要重新启动使参数⽣效2、如果机床在切削时使⽤恒定表⾯切削速度控制不起作⽤,应该⾸先检查哪个参数?检查参数8133(设定了此参数时,要切断⼀次电源)。
SYC SCS SSC SSC 是否使⽤恒定表⾯切削速度控制。
0:不使⽤1:使⽤3、⼿摇单元 PMC 系统参数的设置。
(连接说明书)4、软限位参数的设置。
(连接说明书)5、分析参数设置对数控系统的运⾏的作⽤于影响1)6、根据上⾯所讲的观察基本参数的设定值参数号参数含义参数值参数号参数含义参数值1020 轴名称1022 轴属性1023 轴顺序8130 CNC控制轴数1320 正软限位1321 负软限位1410 空运⾏速度1420 各轴快移速度1423 各轴⼿动速度1424 各轴⼿动快移速度1425 各轴回参速度1430 最⼤切削进给速度3003#0 互锁信号3003#2 各轴互锁信号3003#3 各轴⽅向互锁3004#5 超程信号3716 主轴电机种类3717 个主轴放⼤器号3720 位置编码器脉冲数3730 模拟输出增益3735 主轴电机最低钳制速度3736 主轴电机最⾼钳制速度3741/2/3 电机最⼤值/减速⽐3772 主轴上限转速8133#5 是否使⽤主轴串⾏输出4133 主轴电机代码。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC-0iA 常用的参数[post] 參數型號意義
0.0TVONTV 檢查
0.1ISO傳輸碼為ISO/EIA
0.2INI輸入單位為mm(毫米)/inch(英吋)
0.5SEQ序號自動插入
1.1FVC紙帶格式
12.0MIX鏡像
20I/ORS-232 通訊頻道
傳輸(I/O=0)
參數型號意義
101.0SB2設定STOP 位元為1或2
101.3ASI設定ASCII 碼
102傳輸設備設定
103傳輸速率
傳輸(I/O=1)
參數型號意義
111.0SB2設定STOP 位元為1或2
111.3ASI設定ASCII 碼
112傳輸設備設定
113傳輸速率
傳輸(I/O=2)
參數型號意義
121.0SB2設定STOP 位元為1或2
121.3ASI設定ASCII 碼
122傳輸設備設定
123傳輸速率
行程限制
參數型號意義
1320各軸第一行程正方向限制
1321各軸第一行程負方向限制
1322各軸第二行程正方向限制
1323各軸第二行程負方向限制
進給率
參數型號意義
1420各軸快速移動進給率
1410空跑(dry run)速度
1422所有軸切削最大進給率
1430各軸切削最大進給率
1431先行控制所有軸切削最大進給率
1432先行控制各軸切削最大進給率
1425原點復歸減速後FL速度
1421快速移動FO速度
1423各軸JOG模式進給速度
1424各軸快速移動進給速度
加減速控制
參數型號意義
1620各軸快速移動加減速時間常數
1622切削進給加減速時間常數(指數型) 1622補間後加減速時間常數
1621鍾型加減速時間常數
1623切削進給FL速率(指數型)
1624補間後加減速時間常數(指數型)
1625JOG 進給FL速率(指數型)
伺服
參數型號意義
1800.1當VRDY在PRDY之前輸出伺服
1800.4切削和快速進給背隙補正量分開設
1815.1分離式檢出器使用有效/無效
1815.5絕對式檢出器使用有效/無效
1816.4DMR
1820CMR
1821各軸參考點容量
1825各軸伺服迴路增益
1826INPOSITION 寬度
1827切削進給INPOSITION 寬度
1828移動中位置偏差量限制
1829停止間位置偏差量限制
1836原點復歸時伺服誤差量
1850各軸柵格點偏移量
1851背隙補正量(切削)
1852背隙補正量(快速進給)
伺服自動設定
參數型號意義
2000~2126伺服系統參數
2000.1伺服參數自動設定
2020馬達型號
2021負載慣性比
2022馬達旋轉方向
2023馬達速度回饋脈波數
2024馬達位置回饋脈波數
2084
2085FLEX GEAR
CRT/MDI
參數型號意義
3100.3FKYCRT 鍵盤為半鍵或全鍵
3100.7CORCRT為單色或彩色
3102.0~6語言設定
3105.2實際速度和T碼顯示
3111.0SVS伺服調整畫面
3111.1SPS主軸調整畫面
3111.5OPM操作監視畫面
3111.6OPS在監視畫面顯示主軸/馬達轉速
開機初始設定
參數型號意義
3401.0DPI小數點忽略有效/無效
3402.0G01電源打開時是G00或G01
3402.1~2電源打開時選擇平面G17/G18/G19 3402.3G91電源打開時是G90或G91
3404.7M3B同一個單節可執行一個或三個M碼節距誤差補償
參數型號意義
3620補償參考點位置號碼
3621補償負方向位置號碼
3622補償正方向位置號碼
3623節距誤差補償倍率
3624節距誤差補償間隔距離
主軸控制
參數型號意義
3701.1ISI串列式主軸介面使用
3701.4SS2串列式主軸連接數1/2
3705.1GST主軸定位或換檔
3705.3SGTG84和G74換檔方式為A或B 3706.0~1主軸和位置編碼器齒數比
3708.0ASR主軸速度到達信號檢出
3730主軸類比輸出增益調整
3731主軸速度類比電壓輸出補償
3736主軸馬達最大速度
3741~3主軸換檔速度
主軸自動設定
參數型號意義
4019.7主軸參數自動設定
4133馬達型號
4000主軸功能設定
4020馬達最大轉速
4040~41主軸在正常模式時速度比例增益
4042~43主軸在定位模式時速度比例增益
4044~45主軸在伺服模式時速度比例增益
4046~47主軸在CS輪廓模式時速度比例增益 4048~49主軸在正常模式時速度積分增益
4050~51主軸在定位模式時速度積分增益
4052~53主軸在伺服模式時速度積分增益
4054~55主軸在CS輪廓模式時速度積分增益 4056~59齒數比
4060~63主軸在定位模式時位置增益
4065~68主軸在伺服模式時位置增益
4069~72主軸在CS輪廓模式時位置增益
4080回升放電限制
4082加減速時間設定
4083主軸在正常模式時電壓設定
4084主軸在定位模式時速度積分增益
4085主軸在伺服模式時速度積分增益
4086主軸在CS輪廓模式時速度積分增益
剛性攻牙
參數型號意義
5200.1VGR主軸和位置編碼器使用任意齒數比 5200.0G84剛性攻牙程式語法
5210剛性攻牙M碼
5221~23CMR主軸側齒數
5231~32CMR位置編碼器側齒數
5280主軸和攻牙軸位置增益控制
5241~43剛性攻牙時主軸最大轉速
5261~63剛性攻牙時加減速時間常數
5281~83主軸和攻牙軸位置增益控制(檔位用) 5300攻牙軸INPOSITION寬度
5301主軸INPOSITION寬度
5310攻牙軸移動中位置偏差量限制
5311主軸移動中位置偏差量限制
5312攻牙軸停止間位置偏差量限制
5313主軸停止間位置偏差量限制
5321主軸背隙
4044~45主軸在伺服模式時速度比例增益
4052~53主軸在伺服模式時速度積分增益 4056~59齒數比
4065~68主軸在伺服模式時位置增益
4085主軸在伺服模式時速度積分增益
4073剛性攻牙時柵格偏移量
客戶巨集程式
參數型號意義
6000.5SBM執行巨集程式單節執行無效
6050~59呼叫巨集程式使用G碼
6080~89呼叫巨集程式使用M碼
6071~73呼叫巨集程式使用M碼
6074~79
6001.4CROB/D PRINT 以ISO碼輸出"LF"或"CR" 6001.5TCS呼叫巨集程式使用T碼
6001.7CLV重新設定時#1~#33變0
6001.6CCV重新設定時#100~#149變0
加工時間/計數
參數型號意義
6700.0PCM使用M02/M30計數工件有效/無效
6710使用M02/M30以外M碼計數工件
6713加工零件數[/post]。