发那科机器人本体更换电池
工业机器人维护与维修8-1电池寿命与开机时间

THANKS!
6/6
Байду номын сангаас
工业机器人维护与维修 电池寿命与开机时间
1.电池寿命与开机时间 2.更换电池
1/6
1 电池寿命与开机时间
机器人编码器电池更换周期一般为三年,根据机器人的不同使用情况, 当出现电池低电量报警,则需要更换电池。
2/6
1 更换电池
任务要求: 掌握机器人本体电池的拆卸和安装操作。 提示:机器人每个轴的位置数据由备份电池保存,关闭机器人更换电池,
可能会导致所有当前位置数据丢失。因此,更换电池后,需要再次执行回零 操作。 任务实施步骤:
(1)断开主电源,打开接线盒外盖。
3/6
1 更换电池
(2)找到电池安装板,把紧固螺钉松开。 (3)拔出连接到电池上的红色接插件。
4/6
1 更换电池
(4)找到电池安装板,把紧固螺钉松开。 (5)拔出连接到电池上的红色接插件。
工业机器人测试题(附参考答案)

工业机器人测试题(附参考答案)一、单选题(共76题,每题1分,共76分)1.(机器人示教器上使能开关握紧为ON,松开为OFF状态,作为进而追加的功能,当握紧力过大时,为( )状态。
A、ONB、OFFC、急停报错D、不变正确答案:B2.(( )编程方式不占用机器人,可以使用软件工具在计算机上建模编程。
A、示教器示教编程B、离线编程C、在线编程D、自主编程正确答案:B3.(关于润滑剂的作用,下列说法错误的是()。
A、冷却降温B、降低摩擦C、减少磨损D、增大摩擦正确答案:D4.(工业机器人IO模块电源通常为( )。
A、48VB、24VC、12VD、36V正确答案:B5.(对于电气设备故障的一般处理方法下列说法错误的是()。
A、迅速切除故障点,继电保护未正确动作时应手动执行。
为了加速事故或故障处理进程,防止事故扩大,凡对系统运行无重大影响的故障设备隔离操作,可根据现场事故处理规程自行处理B、根据故障历史报警和画面信息显示、测量仪表指示、继电保护动作情况及现场检查情况,判断事故性质和故障范围并确定正确的处理方法C、当事故或故障对人身和设备造成严重威胁时,应留在现场解决问题,不能逃离现场D、进行针对性处理,逐步恢复设备运行正确答案:C6.(焊缝产生收弧部位有集中气孔和气泡,焊缝周围产生黄色烟熏,排查解决方法有误的是()。
A、气压正常,流量正常,突然无焊接气体气体测试为零,无反应。
此时则需检查送丝机后的气体电磁阀开关,有时在机器人运转过程中,电磁阀线路易脱落B、检查控制柜与焊机通信线路是否损坏C、气压表显示正常,流量正常,喷嘴处只有少量气体喷出,无法形成有效地气体保护,须检查气体管道密封圈是否有漏气现象,各接头是否有松动或脱落漏气D、流量忽高忽低,减压阀表面结冰,此现象出现在CO2气体使用了氩气减压阀导致,由于CO2气体释放时,大量吸热,会使减压阀结冰,堵塞气路,此时应更换CO2专用加热减压阀;如没加热减压阀,则可采用暂停使用待减压阀温度回升或使用淋水升温的方法应急使用正确答案:B7.(.关于ABB 机器人故障代码3XXXX的描述准确的是()A、与系统硬件、工业机器人本体以及控制器硬件有关的信息B、与输入和输出、数据总线等有关的信息C、与控制工业机器人的移动和定位有关的信息D、与系统功能、系统状态相关的信息正确答案:C8.(在转速负反馈系统中,当开环放大倍数K增大时,转速降落△n将( )。
FANUC发那科机器人常规点检保养
姿势
J3
J4
任意
0º 0º
任意
0º 0º
J5 任意
0º
J6 任意
0º
参考 FANU C200
0iB 165F/ 210F (其他 型号 参考 厂家 说明)
最好将J1轴以外的轴设置为0°,但如果不能设置为0° 参考上表的位置,进行润滑油加注。
■各轴的加油量
Wrist Axis 1 3800ml
Wrist Axis 2 1100ml
J4 Gear BOX 1900ml
J3 Axis 2500ml
J1 Axis 5500ml
J2 Axis 3500ml
所有轴的加油总量为16400毫升,但因为它会在排出废油脂时进行更换, 需要大约1.2倍到1.5倍的润滑脂。 大约1.5罐(※16公斤注入)/ RB 1个单位
■各轴的加油、排油口
J2 OUT
油封脱落
液体密封损坏
注:密封损伤后,会发生漏油,修复密封的工事和更换减速机工事一样麻烦。 ■发生原因
注油时压力过高 没有充分释放压力 排油后排气不足
・・・自动油枪加油时,压力要小于0.2Mpa。手持式 油枪加油时,通常是3秒2次的频度 进行加注。 ・・・加油时,排油口附近的压力不能充分排出。
使用软件进行排气时,长度要小于100mm。 ・・・油脂加注完后,机器人以确定的速度、姿态、时间运行,进行排压。详细见下页。
■排空气
排油在打开状态下,根据下表做成动作程序。
※因为废油脂会随着空气排出而进行固化
加油点
动作角度
OVR
动作时间
J1减速机
80°以上
50%
20min
J2减速机
90°以上
发那科小黄机各部件更换和维修说明
内部保密FANUC ROBODRILL @-T14*Fe FANUC ROBODRILL @-T21*Fe维修部件更换步骤书B-85168CM-1/01本说明书就下列机型进行说明。
机型名称简称FANUC ROBODRILL α-T14i FeFANUC ROBODRILL α-T21i Fe控制装置: A04B-0099-B202, B303, B304 FANUC Series 31i -A机构部 : A04B-0099-B101, B102, B103, B104,B111, B112, B113, B114 α-T14i Fe α-T21i Fe·本说明书的任何内容不得以任何方式复制。
·本机的外观和规格会随着改进而有所变更。
本说明书中所载的商品,属于基于《外汇及对外贸易法》的管制对象。
从日本将这些出口到其他国家时,必须获得日本国政府的出口许可。
此外,某些商品还受到美国政府的再出口管制。
出口本商品时请向我公司洽询。
我们试图在本说明书中叙述尽可能多的情况。
然而,要在本说明书中全都注明不能这样做或者那样做,则需要占用说明书的大量篇幅,所以本说明书中没有一一列举。
因此,对于那些在说明书中没有叙述的情况,可以视为“不可能”的情况。
B-85168CM-1/01前言前言本说明书就FANUC ROBODRILL α-T14i Fe/21i Fe series在进行特定的维修作业时的步骤进行说明。
(有关构成适用对象的机床规格,请参阅上一页内容。
)本说明书中所列的维修作业,在维持本设备的性能方面极为重要,其前提是,这类维修作业应由事先接受过培训的作业人员进行。
经验不够丰富,技术不够熟练的作业人员,仅仅依靠本说明书进行作业,恐会损坏机床的性能,切勿行之。
B-85168CM-1/01目录目录前言 ................................................................................................................................................p-1 1 转塔调节设定 (α-T14i Fe series) (1)1.1 准备 (2)1.2 调节主轴电机的栅格位移 (2)1.3 调节换刀区域检测开关 (3)1.4 调节曲柄X轴方向位置 (3)1.5 调节松开机构 (4)1.6 调节刀具脱离点 (5)1.7 选择制动器的厚度 (6)1.8 调整转塔基座升降方向位置 (6)1.9 确认制动器的厚度 (7)1.10 消除转塔基座的反向间隙 (7)1.11 安装夹钳 (8)1.12 转塔分度时Z坐标的微调 (8)1.13 制动器安装位置的微调 (9)1.14 转塔部反向间隙的微调 (9)1.15 确认调节螺丝部的固定情况 (10)1.16 设定 (10)1.17 换刀循环 (参考) (11)1.18 换刀循环细分割区间(L1~L2、L4~L1)(参考) (12)1.19 相关参数(参考) (13)1.20 确认 (18)1.21 运行试验 (18)2转塔调节设定 (α-T21i Fe series) (19)2.1 准备 (20)2.2 调节主轴电机的栅格位移 (20)2.3 调节换刀区域检测开关 (21)2.4 调节曲柄X轴方向位置 (21)2.5 调节松开机构 (22)2.6 调节刀具脱离点 (23)2.7 选择制动器的厚度 (24)2.8 调整转塔基座升降方向位置 (24)2.9 确认制动器的厚度 (25)2.10 消除转塔基座的反向间隙 (25)2.11 安装夹钳 (26)2.12 转塔分度时Z坐标的微调 (26)2.13 制动器安装位置的微调 (27)2.14 转塔部反向间隙的微调 (27)2.15 确认调节螺丝部的固定情况 (28)2.16 设定 (28)2.17 换刀循环 (参考) (29)2.18 换刀循环细分割区间(L1~L2、L4~L1)(参考) (30)2.19 相关参数(参考) (31)2.20 确认 (36)2.21 运行试验 (36)目录B-85168CM-1/01 3主轴更换步骤 (37)3.1 主轴单元的拆除 (38)3.2 拆除拉杆(仅限更换轴杆单元) (41)3.3 安装主轴单元 (43)3.4 安装臂单元 (44)3.5 连接主轴电机轴杆和主轴杆 (45)3.6 运转主轴 (47)3.7 平衡校正 (49)3.8 测量主轴的负载表值 (51)3.9 转塔调节 (51)4主轴电机更换步骤书 (52)4.1 拆除主轴电机 (53)4.2 安装主轴电机 (55)4.3 转塔调节 (60)5刀具夹紧力测量步骤 (61)5.1 测量装置 (61)5.2 测量方法 (61)5.3 测量值 (61)6主轴栅格位移调节步骤 (62)6.1 测量步骤 (62)7刀具夹紧接近开关更换步骤书 (63)7.1 更换步骤 (63)8主轴调节用服务方式 (64)9 滚珠丝杠更换步骤 (66)9.1 X轴 (67)9.2 Y轴 (72)9.3 Z轴 (77)10导轨更换步骤 (81)10.1 X轴 (82)10.2 Y轴 (86)10.3 Z轴 (89)11电机原点恢复 (93)12 NC数据备份步骤 (94)12.1 将SRAM的内容统一保存/恢复到存储卡 (95)12.2 将FROM的内容保存/恢复到存储卡 (96)1.转塔调节设定(α-T14i Fe series) B-85168CM-1/011 转塔调节设定(α-T14i Fe series)FANUC ROBODRILL α-T14i Fe series转塔调节设定规格书(筒型)本规格书就FANUC ROBODRILL α-T14i Fe的转塔部调节设定进行描述。
FANUC机器人-基本维护保养
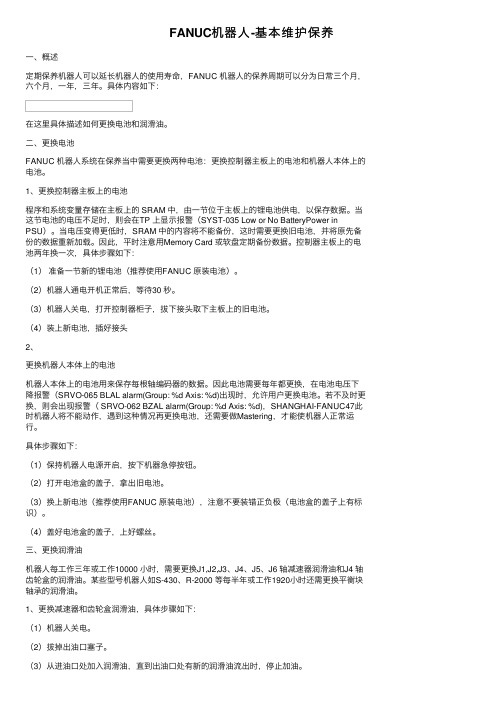
(3)识别错误以及症状的类别,要先于故障诊断。
(4)每⼀类错误在机器⼈操作中都同等严重。
(5)错误类型分为:
a、第⼀类错误
b、第⼆类错误
c、第三类错误
d、第四类错误
2、第⼀类错误慨述
(1)症状
a 、控制器死机
b 、⽰教盒屏幕空⽩
(2)潜在的原因
a、控制器 AC 电源存在问题
b、断开器的问题
c、变压器的问题
d、控制器 DC 电源线路的问题
e、电缆线问题
g、⽰教盒/缆线问题
f、电源供给单元损坏
h、电源供给单元保险丝熔断
i、开/关电路的问题
j、⾯板电路板保险丝
3、第⼆类错误概述
(1)症状
a⽰教盒锁死,没反应
(2)潜在的原因
a 、软件故障
b 、主板的问题
---u CPU 模块,连同DRAM
---u FROM/SRAM 模块
c 、⽰教盒/缆线/ISB 单元的问题
d、 PSU 或者底板(激活信号)的问题
e、辅助轴控制卡的问题
4、第三类错误概述
(1)症状。
AGV电池更换以及保养说明

Page 10
保管
为了避免电池的端子接触于金属或导电性物质(包括降落物),保管时应选择稳 定的位置以及姿势。 应以充电饱和状态保管。 保管电池时,须从机器上取下来或分离于充电器或负荷,应保管于低温场所。不要存 放在照直射光线的场所及高温(60℃以上)或潮湿的环境中。最佳保管温度范围为 0~25℃。当存放于高温环境中时,则快速进行自体放电。并且,在高湿度环境中容易 造成端子部位的腐蚀现象。 对保管中的电池,应隔两个月充电一次。(周围温度低于 25℃时)当周围温度从25℃ 每提高 10℃时,应把充电间隔缩短 1/2。电池的持续存放时间超过 1 年以上时,则 影响其寿命。 电池应尽快使用。其实在保管状态下也渐渐地发生劣化。即使充电,也有可能很难恢 复其容量。 长时间不使用电池时,不要存放在通风不良及有火源的地方。因引火爆发性气体的滞 留,容易导致爆炸。 不要将电池淋湿于雨水及海水。容易导致电池的损伤及火灾。 保管电池时,不要存放于摆动的台面上及倾斜的地方等不稳定的场所及碰撞降落物、 翻倒物的场所。容易导致电池的破损及受伤。
Page 8
三·蓄电池使用说明 ·
日常操作
充电应使用指定的充电器。 充电应进行到充电完毕为止。如果提前中止充电,会导致缩短电池寿命。对已经充完 电的电池,不要几次反复地充电。如果对充完电的电池反复地充电,因过度充电会加 快电池的劣化。 充电持续时间不要超过 24小时。如超过24 小时,会加快电池的劣化。 充电时应避免直射光线的地方。温度过快上升的同时,会导致充电过度。 禁止在被子上、火炉近处等放热不佳的场所进行充电。 放电之后应及时充电。当无人搬运车的电池电压下降显示为异常时,应停止使用并进 行充电。显示过度放电后如果继续使用,则导致电池的过度放电状态,从而加快电池 特性的劣化。 将电池长时间放在放电状态时,会增加内部电阻,从而导致充电困难。
数控机床编码器的电池盒与电池更换
机床行业 的整体素质提高很 多。从2002年 警 (n:轴 号 )。 当LCD显 示APC3n7报
起 ,中国连续7年成为世界机床消费第一大 警 ,尽可 能 地更 换 电池 。通 (下 转140页 )
140 i 肛霾 2016年·第4期
伤 ,另 外是 外 力所 造 成 的 ,通 常 是 别 人拍 击 造 成 挫 伤 ,严 重 的 学 生 掌 握 准 备 活动 的合 理 方 法 ,并 要 求 每 个 学生 做 好 充 分 的 准
术又转向实用 ,产量又出现上升趋势。
移 ,而且这种偏移的量是无从知道 的 ,只
德国政府一贯重视机床工业的重要战 有错误 的生产结果 出现后才能知道 。解决
略地位 ,在多方面 大力扶植 。于1956年研 的方法是增加参考点 ,编码器每经过参考
制出第一 台数控机床后 ,德国特 别注重科 点 ,将参考位置修正进 计数设备的记忆位
1952年研制出世界第一台数控机床 、1958 部记忆来记住位 置。这样当停电后 ,编码
年研制出加工 中心 。其存在的教训是 ,偏 器不能有任何的移动 ,当来 电工作时编码
重与基础科研 ,忽视应用技术 ,于1982年 器输 出脉冲过程中 ,也不能有干扰而 丢失
被 13本超过。从2olt ̄纪9O年代起 ,数控技 脉冲 ,不然 ,计数设 备记忆的零点就会偏
床科研 、设计 、制造和使 用上 ,技术最先 换成周期性 的电信号 ,再把这个 电信号转
进 、经 验 最 多 的 国 家 。 因 其 社 会 条 件 不 变 成 计 数脉 冲 ,用 脉 冲 的个 数 表 示 位 移 的
同 ,各 有特 点 。
大小 。绝对式编码器的每一个位置对应一
美国政府重视机 床工业 ,美国国防部 个确定的数字码 ,因此它的示值 只与测量
机械手更换电池方法
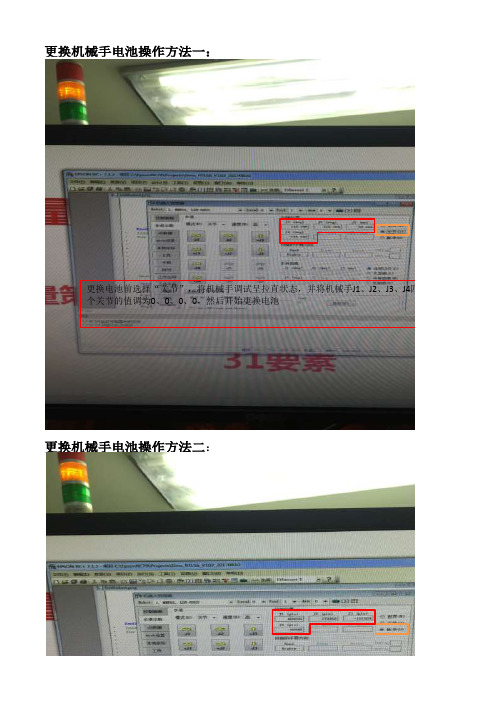
更换机械手电池操作方法一:
更换电池前选择“关节”,将机械手调试呈拉直状态,并将机械手J1、J2、J3、J4四
个关节的值调为0、0、0、0,然后开始更换电池
更换机械手电池操作方法二:
更换电池前选择“脉冲”,将机械手当前J1,J2,J3,J4四个关节的脉冲值记录下来,
J4四
1
2
3
1.更换电池后在命令界面输入>encreset1,2,3,4 按回车重置编码器
2.在命令界面输入>calpls 0,0,0,0 按回车机械手自动会把当前位置的脉冲将脉冲释放为零)
3.在命令界面输入>calib 1,2,3,4 按回车机械手会自动校正1,2,3,4轴关节原更换电池步骤完成
2
1
3
1.更换电池后在命令界面输入>encreset1,2,3,4 按回车重置编码器
2.在命令界面输入>calpls X,X,X,X (将X值改为换电池前记录下来的四个轴的脉冲
按回车机械手自动会把更换电池前的脉冲值设置到控制器(即为机械手当前的
3.在命令界面输入>calib 1,2,3,4 按回车机械手会自动校正1,2,3,4轴关节原点下来,开始
更换电池步骤完成
的脉冲设为0(即关节原点,届时
的脉冲值) 当前的脉冲)节原点,届时。