产品外观检验规格书(通用版)
产品外观检查标准
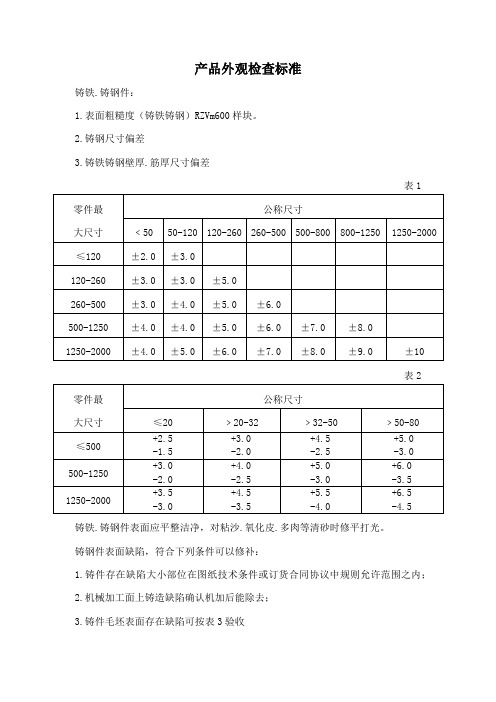
产品外观检查标准铸铁.铸钢件:1.表面粗糙度(铸铁铸钢)RZVm600样块。
2.铸钢尺寸偏差3.铸铁铸钢壁厚.筋厚尺寸偏差表1表2铸铁.铸钢件表面应平整洁净,对粘沙.氧化皮.多肉等清砂时修平打光。
铸钢件表面缺陷,符合下列条件可以修补:1.铸件存在缺陷大小部位在图纸技术条件或订货合同协议中规则允许范围之内;2.机械加工面上铸造缺陷确认机加后能除去;3.铸件毛坯表面存在缺陷可按表3验收表3冒口切割痕迹验收标准,冒口切割余量如表4:表4铸铁件加工余量标准如表5:表5:铸钢件加工余量标准如表6:表6:注:1.孔的高度大于直径时取上面;2.孔的高度小于直径取下面;3.测量尺寸是指零件尺寸或加工工艺补正量拔摸斜度加上加工余量。
铸铁表面外观检查标准1.铸件铸造表面粗糙度应合Ra25要求。
2.除另有规则外,铸件均以不加工状态交货,但应清理干净,修整多肉,去除浇冒口残余芯骨.粘砂及内腔残砂等。
3.铸件加工面上允许存在加余量内表面缺陷,非加工面允许有不超过壁厚(缺陷所在处的壁厚)1/3的孔存在,但须经修补,但同一个件上此缺陷不许有3处。
4.在地脚等不重要处允许有缺肉,浇铸不足存在,须经焊补修理.打光检查,不允许有裂纹,同一件上只允许有一处缺陷。
铸铁硬度检查标准无特殊要求常规灰铸铁按GB231-84(布氏硬度检验标准)HT200171-241HB铸钢产品硬度检查标准一、正火常规产品表1注:以上标准为常规正火硬度标准,有图纸工艺和用户要求按图纸工艺.用户要求执行。
二、调质常规产品硬度标准表2注:以上产品如有图纸工艺或用户要求硬度标准,按图纸工艺或用户要求执行。
高调质常规硬度标准表3注:以上产品如有图纸工艺或用户要求硬度标准,按图纸工艺或用户要求执行。
渗碳淬火常规硬度标准表4表面淬火常规硬度标准表5硬度检验标准:布氏硬度:HBGBT231-1984(金属布氏硬度试验方法)洛氏硬度:HRCGBT230-1991(金属洛氏硬度试验方法)维氏硬度:HVGB4340.1-1999(金属为适应度试验方法)热处理产品外观检查标准1.表面不允许过氧和氧化皮。
外观通用检验规范
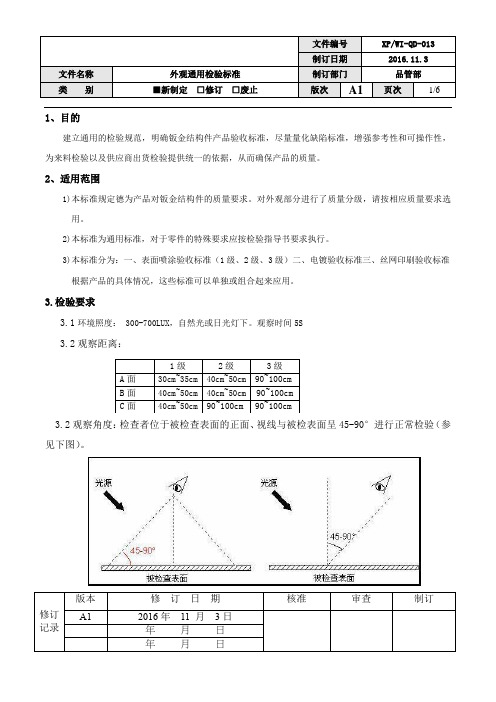
类 别■新制定 □修订 □废止版次A1页次1/6修订记录版本修 订 日 期 核准审查制订A1 2016年 11 月 3日年 月 日 1、目的建立通用的检验规范,明确钣金结构件产品验收标准,尽量量化缺陷标准,增强参考性和可操作性,为来料检验以及供应商出货检验提供统一的依据,从而确保产品的质量。
2、适用范围1)本标准规定德为产品对钣金结构件的质量要求。
对外观部分进行了质量分级,请按相应质量要求选用。
2)本标准为通用标准,对于零件的特殊要求应按检验指导书要求执行。
3)本标准分为:一、表面喷涂验收标准(1级、2级、3级)二、电镀验收标准三、丝网印刷验收标准 根据产品的具体情况,这些标准可以单独或组合起来应用。
3.检验要求3.1环境照度: 300-700LUX ,自然光或日光灯下。
观察时间5S 3.2观察距离:3.2观察角度:检查者位于被检查表面的正面、视线与被检表面呈45-90°进行正常检验(参见下图)。
1级 2级 3级 A 面 30cm~35cm 40cm~50cm 90~100cm B 面 40cm~50cm 40cm~50cm 90~100cm C 面 40cm~50cm 90~100cm 90~100cm类别■新制定□修订□废止版次A1 页次2/6修订记录版本修订日期核准审查制订A12016年11 月3日年月日4.缺陷定义:Note.1 Note.2 Note.3点状缺陷:线状缺陷:当L>2W时按Note.2d=(a+b)/2 W: width, L:length,当L≤2W时按Note.15.字母定义L:长度,W:宽度,d:直径,D:缺陷间的距离,N:缺陷数量,ΔE:色差值。
6.验收标准6.1表面喷涂验收标准序号检验项目检查面1级2级3级工具1 色差A、B、C ΔE≤1.0 ΔE≤1.5 ΔE≤3.0 色板、色差仪2 涂膜光泽、纹理A、B、C 对比色板,无明显差异目视、色板3 附着力A、B、C 百格测试,剥离面积不可有超过总体面积5%以上。
产品检验规格书

修改日期
1
2
3
∨
4.产品测试(抽样数量:S–2)
4.1
功能测试
将产品置于平面上出现严重晃动情况。
手动测试
确认样品
∨
5.模拟运输测试(抽样数量:1箱)
5.1
外包装摔箱测试
无法通过特力或客人的摔箱测试要求,测试后产品出现破损、永久变形等情况。
手动测试
∨
6.附件(照片或特别说明):
添加照片
文件修改记录
编号
修改标记
修改内容
目视+
测试仪器
∨
2.2
产品完整性
产品上的饰件或喷涂缺失。
目视
∨
2.3
产品外观
产品崩缺、开裂、严重划痕、表面严重粗糙;
喷漆或描绘不良,严重影响外观;
产品表面非永久性脏污(大于10mm)影响销售,或永久性赃污、色污大于5mm。
目视
确认样品
∨
2.4
产品造型
产品造型严重变形,与确认样品不符;
产品上的图案造型被遗漏或造型错误(线条、颜色等),与确认样品不符。
目视
确认样品
∨
2.5
产品平稳性
产品在平面上出现底座严重晃动的情况。
手动检查
∨
2.6
外来异物
产品上有粘附的头发或其他异物。
目视
∨
2.7
产品外观
表面非永久性轻微脏污/色污(5~10mm)。
目视
∨
3.产品尺寸测量(抽样数量:S–2)
3.1
产品尺寸
W45*D45*H70mm(允许偏差±5%)。
卡尺测量
确认样品
目视
∨
1.2
产品外观及几何尺寸检验报告精选全文
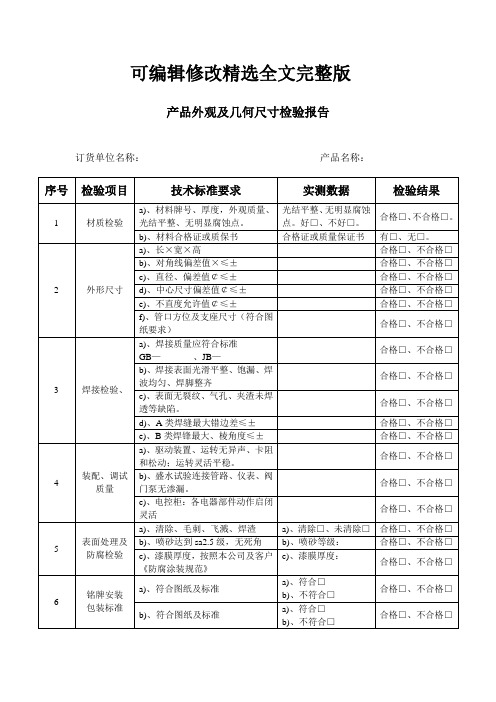
产品外观及几何尺寸检验报告
订货单位名称:产品名称:
序号
检验项目
技术标准要求
实测数据
检验结果
1
材质检验
a)、材料牌号、厚度,外观质量、光结平整、无明显腐蚀点。
光结平整、无明显腐蚀点。好□、不好□。
合格□、不合格□。
b)、材料合格证或质保书
合格证或质量保证书
有□、无□。
2
外形尺寸
合格□、不合格□
b)、焊接表面光滑平整、饱漏、焊波均匀、焊脚整齐
合格□、不合格□
c)、表面无裂纹、气孔、夹渣未焊透等缺陷。
合格□、不合格□
d)、A类焊缝最大错边差≤±
合格□、不合格□
e)、B类焊锋最大、棱角度≤±
合格□、不合格□
4
装配、调试
质量
a)、驱动装置、运转无异声、卡阻和松动;运转灵活平稳。
合格□、不合格□
b)、盛水试验连接管路、仪表、阀门泵无渗漏。
合格□、不合格□
c)、电控柜:各电器部件动作启来自灵活合格□、不合格□5
表面处理及防腐检验
a)、清除、毛刺、飞溅、焊渣
a)、清除□、未清除□
合格□、不合格□
b)、喷砂达到sa2.5级,无死角
b)、喷砂等级:
合格□、不合格□
c)、漆膜厚度,按照本公司及客户《防腐涂装规范》
c)、漆膜厚度:
合格□、不合格□
6
铭牌安装
包装标准
a)、符合图纸及标准
a)、符合□
b)、不符合□
合格□、不合格□
b)、符合图纸及标准
a)、符合□
b)、不符合□
合格□、不合格□
结论:检验员:检验日期:
产品外观检验标准书(20120913加严版)
1.目的(Purpose):1.1為確保產品外觀件進料之品質標準,並提供進料檢驗及其品質判定依據,使產品出貨至客戶端均能符合客戶品質之需求,故制訂此檢驗標準。
2.適用範圍(Range):2.1適用於產品事業處之所有產品外觀件的檢驗及其品質判定2.2適用於產品尚未有專案檢驗規範前進料檢驗使用。
2.3適用於產品事業處及品保部所有同仁。
2.4包含所有塑膠射出外觀件、金屬外觀件、成品檢驗用。
3.責任(Responsibility):3.1品保工程師:負責制訂、修訂本檢驗標準。
3.2品管員:負責執行抽樣檢驗,確保進料品質,防止不良流至客戶端;並針對不合格品,進行提報。
4.抽樣標準:4.1正常檢驗:外觀依據MIL-STD-105E II級正常檢驗單次抽樣計畫,AQL 0.65,尺寸每批抽測5pcs。
4.2加嚴檢驗:外觀依據MIL-STD-105E II級正常檢驗單次抽樣計畫,AQL 0.4,尺寸每批抽測5pcs。
4.3抽樣方法:採用隨機抽樣,從不同單位包裝裡隨機抽取樣品。
5. 缺陷定義:5.1缺陷分類:A.致命缺陷(CRI):可能對機器或裝備的操作者造成傷害,潛在的危險性,會導致與安全有關的失效或不符合政府法規,影響機械或電器性能,產品在組裝後或客戶使用時會發生重大品質事件。
B.主要缺陷(MAJ):性能不能達到預期目標,但不至於引起危險或不安全現象,導致最終影響產品使用性能與裝配,客戶很難接受或存在客戶抱怨風險性。
C.次要缺陷(MIN):不滿足規定的要求,但不會影響產品使用功能。
5.2 不合格品分類:A.致命缺陷類不合格品:有一個或以上致命缺陷,也可能還含有嚴重或輕微缺陷的單位產品。
B.嚴重缺陷類不合格品:有一個或以上嚴重缺陷,也可能還含有輕微缺陷的單位產品。
C.輕微缺陷類不合格品:有一個或以上輕微缺陷的單位產品。
6. 檢驗條件:6.1距離:產品距日光燈80~90cm,肉眼與被測物距離30~45cm。
6.2時間:5秒內確認缺陷(單個零件的所有表面)。
外观检验作业指导书外观检验通用标准

外观检验作业指导书外观检验通用标准1、目的明确规定本公司生产的食品加工设备及其零部组的外观检验项目及判定标准,作为来料、过程、出货的外观检验及判定的依据。
2、范围本外观通用标准(下简称本标准)适用于公司生产的所有型式与规格的食品加工设备及其零部组,有明确的特殊要求的例外。
注:如本标准与产品图纸、技术要求或相关的行业标准/规范等要求有冲突之处,则以产品的图纸或技术要求或行业标准规范为准。
3、定义1.1 缺陷、缺点与不合格1.1.1 不合格未满足要求。
1.1.2 缺陷未满足与预期或规定用途有关的要求。
1.1.3 缺点欠缺或不完美的地方。
1.1.4 缺陷与不合格的区别当按照习惯来评价产品的质量特性时,术语“缺陷”是适用的。
但是目前,“缺陷”在法律范畴内已有明确的含义,特别是与产品责任问题有关,因此,不应用作一般术语。
1.1.5 缺点与不合格的区别当用“缺点”来评价产品的质量特性时,术语“缺点”是指相对于“完美无缺”的质量特性,产品存在的某些方面的欠缺。
缺点与不合格的主要区别在于产品有缺点的质量特性满足要求的程度。
不同产品,不同客户对产品的质量特性达到完美程度的要求是不同的,因此,对“不合格”的标准也是不一样的,产品的某些缺点(主要在外观质量方面)对某些客户来说是不合格项,但对另一些客户来说是可以接受的(满足要求),因此是合格项。
1.1.6 不合格分类 A.致命不合格:导致产品危险或潜在危险或对其使用有严重不利影响的不合格;B.严重不合格:能够导致产品发生故障或降低了产品的使用性能或使产品失去了部份预定功能的不合格;此类不合格还包括,虽然对产品的功能或性能没有影响,或影响不大,但是外观质量太差或客户明确表示不能接受的不合格;C.轻不合格:产品的质量特性与标准稍有偏差或只是外观有轻微缺点,在使用预定功能时不会实质性地降低产品的使用性能的不合格。
1.2 不合格与不合格品1.2.1 不合格品具有一个或一个以上不合格的单位产品称作不合格品。
通用外观检验标准样本
通用外观检查原则1产品表面级别定义构造产品表面外观级别划分为3个级别:1级、2级和3级,各表面级别定义如下。
1.11级表面重要外观表面,体现产品外观形象表面,产品正常工作状态下能直接正视表面,以及打开前门就能看到表面。
1.22级表面在特定角度才干看到重要外表面,或半装饰性经常被客户打开后可视外观表面。
1.33级表面不是以装饰为目次要外观表面和内表面、客户不会看到表面及除1、2级表面以外表面。
表1、各级别面划分:2外观检查条件2.1检查原则2.1.1产品外观应美观,颜色均匀一致,单独一零/部件整体视觉效果不能受到破坏,不会给人以劣质产品印象。
生产者应认真操作、严格控制产品质量,避免在生产过程中浮现对各种表面损伤。
2.1.2 有签样或图纸上有特殊规定零部件,其相应缺陷优先按其样板或技术规定原则进行判断。
2.1.3 所有构造件外观缺陷鉴定是基于不影响产品功能前提下进行鉴定,如果有影响产品使用功能缺陷(如引起炸机、短路等),虽然符合原则规格,也鉴定不合格。
2.1.4 所有外观鉴定都是在下述检查条件下进行鉴定,看不到外观缺陷都承认接受。
2.1.5 对外观鉴定操作存在争议以构造物料SQE工程师鉴定为准,仍有严重分歧,最后裁决权归技术部。
2.2目视检测条件在自然光或光照度在300-600LX近似自然光下(如40W日光灯、距离500mm处),相距为650~750mm,观测时间按不同级别面而有不同,详见下表:表2、检测条件表面等级1级2级3级检视时间5s5s3s检视距离光源650~750mm自然光或光照度在300-600LX检查者位于被检查表面正面、视线与被检表面呈45-90°进行正常检查(参见下图)。
规定检查者校正视力不低于1.2 。
不能使用放大镜用于外观检查。
图1、“正视”位置示意图2.3检测面积划分被检表面按其面积或最大外形尺寸划分为不同大小类别,当有两个条件满足时、以大一类为准。
表面大小划分原则如下表。
产品外观检验标准样板
产品外观检验标准样板一、标准概述本标准旨在规范产品外观检验过程中对外观缺陷的评定和判定,并提供了详细的检验项目和评分标准。
二、适用范围本标准适用于所有产品的外观检验,包括但不限于电子产品、家电、机械设备、玩具等。
三、术语定义1.外观缺陷:指产品外观上的瑕疵、损坏或不符合设计要求的地方。
2.公差:指产品在尺寸、颜色、外观上允许存在的误差范围。
3.良品:指外观满足设计规定要求,未发现明显的外观缺陷。
4.不良品:指外观存在明显缺陷,不符合设计要求的产品。
四、检验项目及评分标准1.表面缺陷1.1划痕或刮痕评分标准:-轻微划痕或刮痕,不超过表面允许公差范围,得2分;-中等程度划痕或刮痕,超过表面允许公差范围,得1分;-严重划痕或刮痕,无法修复,得0分。
1.2气泡或气孔评分标准:-轻微气泡或气孔,难以察觉,得2分;-中等程度气泡或气孔,明显可见,得1分;-大面积气泡或气孔,明显影响产品外观,得0分。
1.3漏涂、缺漆或涂装不均匀评分标准:-涂装薄弱或不均匀,但不影响产品外观,得2分;-部分或局部缺漆,严重影响外观,得1分;-大面积漏涂、缺漆或涂装极不均匀,明显瑕疵,得0分。
2.尺寸缺陷2.1尺寸偏差评分标准:-尺寸偏差在公差范围之内,得2分;-尺寸偏差超出公差范围,但不影响使用,得1分;-尺寸偏差严重超出公差范围,完全无法使用,得0分。
3.透明度3.1透明度不足或过高评分标准:-透明度在设计规定范围内,得2分;-透明度略低于设计规定,但不影响使用,得1分;-透明度明显低于设计规定,严重影响产品外观和使用,得0分。
4.颜色差异4.1颜色匹配不准确评分标准:-颜色匹配准确,并符合设计要求,得2分;-颜色匹配略有偏差,但不影响外观和使用,得1分;-颜色匹配明显偏差,严重影响外观和使用,得0分。
五、评定原则1.评分按照每项检验项目的评分标准进行;2.所有评分总分满分为10分;3.若任何一项评分为0分,则产品判定为不良品;4.若所有评分都为满分,则产品判定为良品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计算:如下图所示
1
缺陷计算 3.可参考各客户提供的限度样品 3.可参考各客户提供的限度样品 3.可参考各客户提供的限度样品 3.可参考各客户提供的限度样品 方式
D = (A + B) / 2
D = (A + B) / 2
D = (A + B) / 2
D = (A + B) / 2
D = (A + B) / 2
11
Al线刮伤 /Al线压伤 /Al线脱落
/Al缺失
刮伤不限大小不限条数不限距 离. 金手指压伤 D>AL线1/3不允许 AL线脱落在附着力OK的情况 下,Metal脱落/缺失≤Metal trace宽
刮伤不限大小不限条数不限距 离. 金手指压伤 D>AL线1/3不允许 AL线脱落在附着力OK的情况 下,Metal脱落/缺失≤Metal trace宽
制定
版本版次号
序 号
不良名称
A/0 1~6寸(含6寸)
确认 页码 6~9寸(含9寸)
共6页 9~12寸(含12寸)
批 准: 发行日:
12寸以上(含12寸)
D≤0.05mm,忽略不计
D≤0.10mm,忽略不计
D≤0.10mm,忽略不计
D≤0.15mm,忽略不计
0.05mm<D≤0.30mm,且N≤3/PCS, 0.10mm<D≤0.40mm,且N≤3/PCS, 0.10mm<D≤0.40mm,且N≤3/PCS, 0.15mm<D≤0.50mm,且N≤3/PCS,
7 BM残留 15mm允许3处/PCS;
15mm允许3处/PCS;
15mm允许3处/PCS;
15mm允许3处/PCS;
注:Logo、按键、摄像孔、语音 注:Logo、按键、摄像孔、语音 注:Logo、按键、摄像孔、语音 注:Logo、按键、摄像孔、语音
孔不允许BM残留
孔不允许BM残留
孔不允许BM残留
孔不允许BM残留
8
BM脱落
BM:外框往内≤0.1mm允许,内框 往外≤0.05mm允许.
BM:外框往内≤0.1mm允许,内框 往外≤0.05mm允许.
BM:外框往内≤0.1mm允许,内框 往外≤0.05mm允许.
BM:外框往内≤0.1mm允许,内框 往外≤0.05mm允许.
BM面刮伤人界面不可见不做管 BM面刮伤人界面不可见不做管 BM面刮伤人界面不可见不做管 BM面刮伤人界面不可见不做管
银浆/油墨 印刷
0.1mm允许1个点; 3.不点亮按键:透光/异物D≤ 0.1mm允许1个点/处;
4.点亮按键:不允许有异物、连
线、缺失、锯齿和透光;
5.摄像孔:不允许有边缘锯齿和
不可擦拭脏污
检验环境:黑色背景45°角目视 1.IR油墨:色差依据限度样本,透 光/异物D≤0.1mm允许1个点,手 机项目不允许有黑点; 2.Logo印刷:透光/异物D≤ 0.1mm允许1个点; 3.不点亮按键:透光/异物D≤ 0.1mm允许1个点/处; 4.点亮按键:不允许有异物、连 线、缺失、锯齿和透光; 5.摄像孔:不允许有边缘锯齿和 不可擦拭脏污
不允许超过线路的1/3
不允许超过线路的1/3
不允许超过线路的1/3
条状轮印:
条状轮印:
条状轮印:
条状轮印:
1>.可视区白光不可见,可接受 1>.可视区白光不可见,可接受 1>.可视区白光不可见,可接受 1>.可视区白光不可见,可接受
13 轮印 2>.非可视区轮印不做管控
2>.非可视区轮印不做管控
2>.非可视区轮印不做管控Leabharlann 文件名称产品外观检验规格书
文件编号
QE/W-19-7-135
制定
确认
批 准:
版本版次号
A/0
序 号
不良名称
1~6寸(含6寸)
1.线状缺陷以长度/宽度计算:
页码 6~9寸(含9寸) 1.线状缺陷以长度/宽度计算:
共6页 9~12寸(含12寸) 1.线状缺陷以长度/宽度计算:
发行日: 12寸以上(含12寸)
边缘光阻锯齿状不良:W≤ 0.05mm,L≤2mm,,允许3处/PCS; 其他区域参照凹点大小
边缘光阻锯齿状不良:W≤ 0.05mm,L≤2mm,,允许3处/PCS; 其他区域参照凹点大小
D≤0.10mm,忽略不计
D≤0.10mm,忽略不计
D≤0.10mm,忽略不计
D≤0.10mm,忽略不计
0.1mm<D≤0.15mm且间距≥ 0.10mm<D≤0.15mm且间距≥ 0.10mm<D≤0.20mm且间距≥ 0.10mm<D≤0.20mm且间距≥
点状: 脏污/ITO D≤0.10mm,不限个数.
2 针孔/ITO 0.10mm<D≤0.20mm且间距≥
残留 10mm允许3处/PCS 条状:按表面刮伤标准管控
点状: D≤0.15mm,不限个数. 0.15mm<D≤0.25mm且间距≥ 10mm允许3处/PCS 条状:按表面刮伤标准管控
点状: D≤0.20mm,不限个数. 0.20mm<D≤0.30mm且间距≥ 10mm允许3处/PCS 条状:按表面刮伤标准管控
10mm,允许3处/PCS
10mm,允许3处/PCS
10mm,允许3处/PCS
10mm,允许3处/PCS
Logo、按键、摄像孔、语音孔边 Logo、按键、摄像孔、语音孔边 Logo、按键、摄像孔、语音孔边 Logo、按键、摄像孔、语音孔边
缘3mm以内不允许有BM透光 缘3mm以内不允许有BM透光 缘3mm以内不允许有BM透光 缘3mm以内不允许有BM透光
度的1/3可接受
度的1/3可接受
度的1/3可接受
度的1/3可接受
不影响电性的情况下:
不影响电性的情况下:
不影响电性的情况下:
不影响电性的情况下:
12
ITO蚀刻 线间残留:压在蚀刻线上的残留 线间残留:压在蚀刻线上的残留 线间残留:压在蚀刻线上的残留 线间残留:压在蚀刻线上的残留
异常 不允许超过线路的1/3
检验环境:黑色背景45°角目视 1.IR油墨:色差依据限度样本,透 光/异物D≤0.1mm允许1个点,手 机项目不允许有黑点; 2.Logo印刷:透光/异物D≤ 0.1mm允许1个点; 3.不点亮按键:透光/异物D≤ 0.1mm允许1个点/处; 4.点亮按键:不允许有异物、连 线、缺失、锯齿和透光; 5.摄像孔:不允许有边缘锯齿和 不可擦拭脏污
刮伤不限大小不限条数不限距 离. 金手指压伤 D>AL线1/3不允许 AL线脱落在附着力OK的情况 下,Metal脱落/缺失≤Metal trace宽
刮伤不限大小不限条数不限距 离. 金手指压伤 D>AL线1/3不允许 AL线脱落在附着力OK的情况 下,Metal脱落/缺失≤Metal trace宽
点状: D≤0.25mm,不限个数. 0.25mm<D≤0.35mm且间距≥ 10mm允许3处/PCS 条状:按表面刮伤标准管控
3
表面 刮伤
W≤0.03mm,忽略不計; 0.03mm<W≤0.04mm,L≤5mm 且间距≥5mm,允许3个/PCS.
W≤0.04mm,忽略不計; 0.04mm<W≤0.05mm,L≤5mm且 间距≥10mm,允许3个/PCS.
1.残胶允收:W<0.2mm,酒精可擦 拭不计. 2.溢胶:W≤0.20mm允许. 3.丝印破胶D≤1mm N<30(不 能集中在50mm区域内) 1mm<D≤1.5mm N<5 非丝印可剥胶破损,无论大小、 数量都不容许有.
1.线状缺陷以长度/宽度计算:
如下图所示:
如下图所示:
如下图所示:
如下图所示:
2.点状不良计算放以D = (A+B)/2 2.点状不良计算放以D = (A+B)/2 2.点状不良计算放以D = (A+B)/2 2.点状不良计算放以D = (A+B)/2
计算:如下图所示
计算:如下图所示
计算:如下图所示
D≤0.10mm,忽略不计
0.1mm<D≤0.15mm且间距≥ 0.10mm<D≤0.15mm且间距≥ 0.10mm<D≤0.20mm且间距≥ 0.10mm<D≤0.20mm且间距≥
4
凹点/AL 15mm允许3处/PCS;
15mm允许3处/PCS;
15mm允许3处/PCS;
15mm允许3处/PCS;
2>.非可视区轮印不做管控
点状轮印:按Sensor脏污标准管 点状轮印:按Sensor脏污标准管 点状轮印:按Sensor脏污标准管 点状轮印:按Sensor脏污标准管
控
控
控
控
14
检验环境:黑色背景45°角目视
1.IR油墨:色差依据限度样本,透
光/异物D≤0.1mm允许1个点,
2.Logo印刷:透光/异物D≤
距>10mm以上,允许3处/PCS 距>10mm以上,允许3处/PCS 距>10mm以上,允许3处/PCS 距>10mm以上,允许3处/PCS
D≤0.05mm,不限个数
D≤0.10mm,不限个数
D≤0.10mm,不限个数
D≤0.10mm,不限个数
10
BM点状 透光
0.05mm<D≤0.10mm,间距> 0.10mm<D≤0.15mm,间距> 0.10mm<D≤0.15mm,间距> 0.10mm<D≤0.20mm,间距>
5~10秒内白光下不明显为OK. 5~10秒内白光下不明显为OK. 5~10秒内白光下不明显为OK. 5~10秒内白光下不明显为OK.
6
OC光阻 脱落/破膜
边缘光阻锯齿状不良:W≤ 0.05mm,L≤2mm,,允许3处/PCS; 其他区域参照凹点大小