绘制制浆车间流程图
预拌干混砂浆生产线产品工艺流程或服务的流程图
预拌干混砂浆生产线产品工艺流程或服务的流程图预拌干粉砂浆生产线设备配置与生产工艺息息相关,而生产工艺的设计依据企业规模、设计产量,甚至是地形地貌密不可分。
这里介绍一种混合式工艺流程和设备配置分析,它介于塔楼式布局和阶梯式布局之间。
以供中型规模干粉砂浆生产企业筹备阶段参考。
一、主要产品的工艺流程或服务的流程图该干粉砂浆生产线工艺布置是将一部分原料储仓建在地面,如用量大的砂储仓,以降低钢结构造价。
该部分原料可以在地面计量后通过二次提升进入混合机;另一部分原料如水泥等粉状物料,经过气力输送入仓,且储存量相对较小,采用高架的方式在混合机上方计量,计量后直接进入混合机,保证物料的输送过程的流畅,造价相对较低。
工艺布置见图:本生产线方案的工艺设计,供砂部分采用二次提升,粉料采用一次到位,为混合型结构设计,主要用于生产普通干粉砂浆,兼顾生产特种砂浆。
方案特点:A、砂采用二次提升,砂仓高度降低,大幅度降低用钢量,减少投资;B、粉料采用塔楼式物流原理,原料由高到低流动,生产过程简洁;C、散装成品仓置于粉料仓下,节省占地,使整线壮观;D、粗砂筛余增设破碎装置,变废为宝;E、砂子有多种搭配,有利原料选择,降低材料陈本;二、生产流程描述1、物料储备:A、砂料储备:储砂仓4只,一只储存机制砂,一只储存去除无用粗颗粒的原级配砂,另两只储存经过分级的砂,一只储存细沙,一只储存粗砂。
实际使用时,通过砂源的选择,多用原状砂,缺少的粒径通过分级砂补充,减少筛分工作量。
各分仓分别设有高低位料位计、排气罩等附件。
B、水泥、粉煤灰料:设置两只粉料仓,其中一只用于储存水泥,一只用于储存粉煤灰。
C、稠化粉:设1只稠化粉储存仓。
各料仓均由散装车气力输送设备把粉装物料送到仓内储存备用。
各分仓圴设有高低位料位计,除尘器、防爆安全阀、破拱装置、手动蝶阀及输送管路等附件。
D、外加剂:设3只外加剂储料仓,外加剂由厢式提升机输送到仓顶,人工拆袋入仓。
2、原料计量:本系统计量层设有一台砂计量秤,一台粉料秤和一台外加剂称。
制浆工艺 ppt课件

设备(主要)工作原理
缝宽4mm
渣浆
出浆 良浆
压力筛工作原理
进浆
1#筛缝宽0.25mm 2#筛孔径1.8mm 3#筛孔径3.0mm
良浆
渣浆
液槽
真空洗浆机
出浆
进浆
黑液槽
置换压榨洗浆机
进浆
出浆
转轴方向
进浆
出浆
混合器原理
洗选漂流程图
M203除砂器 1#粗筛
1、2#洗浆机
1、2#喷放锅
跳筛
T308浆槽
圆盘除节机
T305泡沫槽 T306黑液槽 T307黑液槽
除节、洗涤部分流程
检测粘度、 硬度、残
碱、
1#压榨洗浆机
NaOH MgSO4
T308浆槽
氧气 氧塔
低压蒸汽 洗涤液
中压蒸汽
T310黑液槽 1#中浓泵 氧气混合器 T351喷放槽
压榨洗涤、氧漂部分流程
漂白生产目的
▪ 纸浆漂白的目的 一是去除纸浆中有色物质,或改变其化学组分使之脱色;二是进一 步去除木素或其他不纯物,以提高纸浆的白度和白度的稳定性,满 足生产的纸或高纯度精制浆的要求。
▪ 漂白流程 经蒸煮、筛选、洗涤和氧脱木素后的浆料存放到1#中浓浆塔。首先, 浆料通过D/C氯化段进行氯化漂白,再进行Eop段碱处理,最后进行 D段漂白,最后将漂后浆泵送至2#中浓浆塔储存,并送抄浆车间抄造 浆板。
1#浆塔
CL2 CLO2
D/C氯化塔
检测白度、 残 氯、PH值
4#洗浆机
3#中浓泵
CLO2混合器
CL2混合器
D/C氯化部分流程
T410滤液槽
LOGO
滑石粉
NaOH H2O2
浆水平衡图、工艺流程图

V26=V24-V25=2116.21
C26=Q26/V26=1.14%
V27=Q27/C27=2197.27
V28=Q28/C28=1810.00
V29=V27-V28=387.27
C29=Q29/V29=0.62%
d8=V27-V26=81.06
d6=V24-V28-V22=1883.98
C12=Q12/V12=1.77%
V14=Q14/C14=12856.00
V15=Q15/C15=11383.33
V16=V14-V15=1472.67
C16=Q16/V16=1.64%
d3=V14-V12-V18=2774.18
V17=Q17/C17=2410.00
V18=Q18/C18=2237.11
V46=V44-V45=1819.71
C46=Q46/V46=1.32%
V47=Q47/C47=3991.67
d11=V47-V46=2171.96
V48=Q48/C48=3920.00
V49=V47-V48=71.67
C49=Q49/V49=3.35%
d10=V44-V42-V48=2309.26
Q45=135.72
Q46=Q47=23.95
Q48=21.56
Q49=2.40
V30=Q30/C30=91837.00
V41=Q412555.45
C42=Q42/V42=1.10%
V44=Q44/C44=18784.71
V45=Q45/C45=16965.00
d15=V52-V55=1010.87
d14=V50+V51-V52=73137.33
制浆造纸工艺

• 3、游离度
• 和打浆度一样反映浆料脱水的难以程度。其 测定原理、仪器与打浆度相像,但取浆样和 表示方法不同,打浆度越高的浆料其游离度 越低。
• 4、纤维湿重
• 这是适于生产快速测定纤维长度的一种方法。 它是利用纤维越长,在框架上挂住的纤维越 多,称重越大的原理,以重量间接的表示纤 维的长度。
• 制浆过程的目的是为纸机输送合格的浆料, 来保证生产的顺当进展。由于纸机存在着 面、衬、芯、低四个成型器,它们所需浆 料不同,因此需要四个不同浆池来储存浆 料,供纸机使用。制浆车间就是为这四个 储浆池输送合格浆料,主要有以下四个生 产线。
浆塔
除砂器
疏解机
浆塔
械散 浆木 浆机
芯层混合浆池
碎
浆
白
水
衬层混合浆池
白水池
储存塔
磨浆机
浓调白水
4、损纸制浆系统
尾浆筛
疏磨机
损纸浆池
除砂器
芯层浆池
碎
浆 白
衬层浆池
水
一级筛
浓调白水
浆塔
浆池
粗浆浆池 良浆浆池
磨浆机
白水池
浓调白水
• 1、碎浆机:疏解稀释浆料的设备。 • 2、锥形除渣器:是一种利用离心力原理净化纸浆
1、化学针叶浆生流程
水力碎浆机
浆塔
除砂器
浆池
面层混 合浆池
磨浆机
储存塔
碎
浆
白
水
底层混
磨浆机
储存塔
合浆池
磨浆机 浆池
白水池
浓调白水
2、化学阔叶浆生产流程
水力碎浆机
浆塔
除砂器
疏解机
芯层混合浆池
浓调白水
年产18万吨高强瓦楞、箱板制浆造纸工艺控制流程图

DN25
HS-104-2
HS-105-2
DN25
高浓除渣器 1104-1
PIC-101
HS-106-1
DN25
HS-107-1
HS-106-2
HS-107-2
高浓除渣器 1104-2
白水 W1
DN400 DN100
DN550
DN550 DN100
DN500
HS-102-2
清水加压泵 308
DN300
白水塔 411
FIC-401
ES260 白水泵 412
多元盘浓缩机 415
ES263
ES-
SS-401
264
DN65
ES265
HS-402
LICA403
车间来清水总管 去制浆滚筒筛、渣浆机 去造纸车间网辊喷淋
去造纸车间压榨喷淋
ES257
超清水泵 421
DN125 DN150
HS-403
DN125
HS-404-1
去137浆塔 ES249
浆泵205
来自渣浆机、四段除渣器
去309白水池
LIC-115
LIC-112
ES250
浆塔 204
浆泵203 送造纸车间成浆槽
浆泵211
LIA-113 LIA-114
浆池 202
ES251
浆池 207
ES252
浆泵208
ES256
白水泵 313
去 1# 机
ES253
ES255
白水泵
ES217
浆泵114
中浓除渣 器116
ES218
浆泵108
粗筛选控制工艺流程图2
ES-221
豆浆加工工艺流程示意图如下
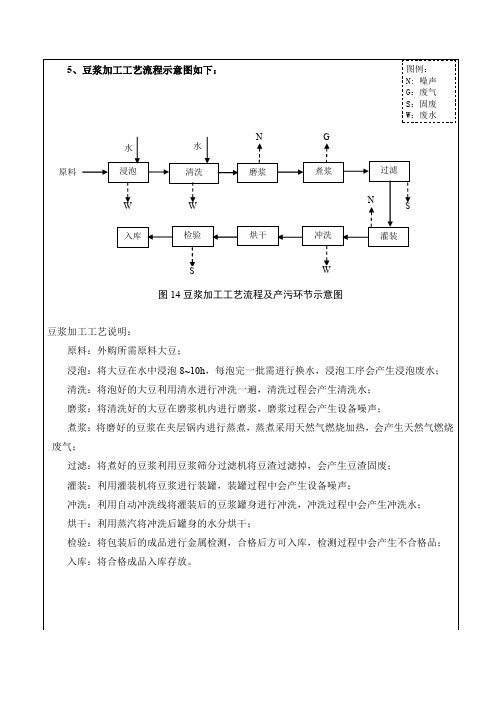
图14豆浆加工工艺流程及产污环节示意图豆浆加工工艺说明:原料:外购所需原料大豆;浸泡:将大豆在水中浸泡8~10h ,每泡完一批需进行换水,浸泡工序会产生浸泡废水; 清洗:将泡好的大豆利用清水进行冲洗一遍,清洗过程会产生清洗水; 磨浆:将清洗好的大豆在磨浆机内进行磨浆,磨浆过程会产生设备噪声;煮浆:将磨好的豆浆在夹层锅内进行蒸煮,蒸煮采用天然气燃烧加热,会产生天然气燃烧废气;过滤:将煮好的豆浆利用豆浆筛分过滤机将豆渣过滤掉,会产生豆渣固废; 灌装:利用灌装机将豆浆进行装罐,装罐过程中会产生设备噪声;冲洗:利用自动冲洗线将灌装后的豆浆罐身进行冲洗,冲洗过程中会产生冲洗水; 烘干:利用蒸汽将冲洗后罐身的水分烘干;检验:将包装后的成品进行金属检测,合格后方可入库,检测过程中会产生不合格品; 入库:将合格成品入库存放。
N: 噪声 G :废气 S :固废 W :废水浸泡清洗磨浆 过滤煮浆W 原料 灌装冲洗烘干检验GN入库SW S NW水 水图15豆制品加工工艺流程及产污环节示意图豆制品加工工艺说明:原料:外购所需原料大豆;浸泡:将大豆在水中浸泡8~10h ,每泡完一批需进行换水,浸泡工序会产生浸泡废水; 清洗:将泡好的大豆利用清水进行冲洗一遍,清洗过程会产生清洗水; 磨浆:将清洗好的大豆在磨浆机内进行磨浆,磨浆过程会产生设备噪声;煮浆:磨好的豆浆在夹层锅内蒸煮,蒸煮采用天然气燃烧加热,会产生天然气燃烧废气; 过滤:将煮好的豆浆利用豆浆筛分过滤机将豆渣过滤掉,会产生豆渣固废;点浆:点浆又称为点脑、点花,是豆腐生产中的关键工序,主要是把凝固剂(镁盐)加入到煮熟的豆浆中,使大豆蛋白质溶胶转变成凝胶固体状;破脑:利用破脑设备将固态豆脑破碎,会产生设备噪声;成型:利用豆腐成形线使破碎的豆脑成型,具体包括上箱和压榨。
上箱为将豆花整齐摆放在包布上,利用压榨设备将豆花中的水分挤出,同时晾干成型,压榨过程会产生压榨废水; 汆碱:将成型的豆干添加水和食用碱,在煮锅内将水煮干,目的是为了去除胚子表面的布纹、布线,去掉表面的硬皮,使豆干表面更光滑,卤制时容易入味、上色;卤制:将豆干进行加料卤制,时间为30~45min ,会产生卤制废水和天然气燃烧废气; 烘烤:将卤制好的豆干在烤箱内进行烘烤,采用电烘烤,烘烤温度80~100℃;烘烤时间20min ,拌料:将烘烤后的豆干在拌料机内进行拌料调味,加入食用盐、味精等料,再添加食用油; 包装:将调味后的豆干在自动包装机上进行内包装,包装机运转会产生设备噪声;杀菌:利用杀菌釜将内包装后的豆干进行杀菌,杀菌蒸汽由蒸汽锅炉提供,杀菌完毕后杀菌釜内会产生冷却水;检验:将包装后的成品进行金属检测,合格后方可入库,检测过程中会产生不合格品; 包装入库:检验合格后利用真空包装机进行外包装,入库存放。
制浆车间操作规程

制浆车间操作规程连蒸工段工艺操作规程一、生产目的将湿法备料工序来的草片,送入连续蒸煮系统,加入NaOH+AQ药液在高温高压下进行蒸煮,除去草片中木素等物质,制成符合标准的碱法草浆。
二、产品特征)1、粗浆硬度:11.5-14.5(KmnO42、黑液残碱:9-11g/L3、粗浆渣率:5-8%4、第1、2项指标合格率>80%三、工艺参数连蒸工段工艺参数:(1)用碱量:12-14%(以NaOH计)(2)蒸煮液浓度:105±5g/L(3)蒸煮液温度:≥80℃(4)蒸汽总压力:≥0.8MPa(5)比值通:0.4-0.6(6)蒸煮时间:25-30min(7)蒸煮管压力:0.60-0.7MPa(8)1#蒸煮管温度:160-170℃(9)2#蒸煮管温度:160-170℃(10)3#蒸煮管温度:160-170℃(11)喂料负荷:170-210A(12)销鼓转数>35%(13)1#蒸煮管转速:28-32%(14)2#蒸煮管转速:26-30%(15)3#蒸煮管转速:24-28%(16)粗浆硬度:11.5-14.5K(17)喷放残碱:8-11g/L(18)冷喷黑液流量:50-80m3/h(19)冷喷黑液温度:≤60℃(20)粗浆得率:≥45%白液:1、白液浓度:80g/L(以NaOH计)2、温度:>80℃3、浊度:<0.1%蒸汽:1、压力:≥0.6Mpa2、温度:160-170℃压缩空气:1、压力:≥0.8Mpa2、要求比较干燥,不含水和油.清水:1、压力:≥0.4Mpa2、温度:≤30℃四、工艺流程图1、连蒸工段工艺流程图经过干湿法备料已除去12-15%灰尘、杂物的合格草片,经过回料螺旋以15-20%的干度落入销鼓计量器,由一对相对旋转的辊子将草片粗略计量后,连续均匀送入预蒸螺旋输送机,接着落入螺旋喂料器。
回料螺旋草片回流量控制在10%以内。
螺旋喂料器是进料的关键设备。
喂料螺旋始端有两片螺距约为470mm的圆柱形螺旋,可将草片定量推入机内,位于机壳内的一段有三、四片螺距和螺径递减的圆锥形螺旋,螺距分别为420mm,370mm,320mm,用于将草片逐步压缩脱水.当草片干度达42-48%后,挤入密封料塞管,在螺旋轴及其延长的一段与料塞管之间形成环形密实的料塞,料塞的紧度为400-450kg/m3,构成压力密封,料塞长度约为400mm,压缩比(2.5-3):1。
制浆造纸工艺
压榨部
液压 系统 真空 系统
成型网 流浆箱 脱水板
毛布
压榨辊
1.1 湿部在造纸过程的作用原理
1、网部 湿部在整个造纸过程中的作用是脱水和成型,浆料由流浆 箱喷射到网子上,在刮水板、真空箱作用下脱水、成型。 进入压榨部之前要求达到好的匀度、尽可能低的水分和两 面差,这就要求在湿部控制上一定要把握一个度。 调整原理:上网浓度低使纸张匀度好,但是造成纸张脱水 困难,湿度大; 真空板真空度升高会使纸张脱水增多,但造成纸张两面差 大,同时要调整好高真空与流浆箱出口间的距离。
• 4、圆筒筛:是利用浆团、纤维束与良好纸料 中纤维的尺寸大小差别,借筛选办法使之分 开的设备。并且可以除去密度小于纤维并比 纤维大的杂质。
• 5、疏磨机:利用机械剪切作用和纤维间相互 摩擦,使纤维润胀并使纤维细纤维化的设备。
• 6、磨浆机:使用锥形磨浆机的机械剪切作用 使纤维切断,并且使纤维表面细纤维化的设 备。
优点
软压光机配有表面高温的热辊及耐热、耐压、耐磨的 软辊,在加压时,因接触处软辊面弹性形变而形成面 接触,故单位表面压力较低,纸张表面受到温和的处 理。两辊在压光整饰过程中使纸纤维产生“塑化”, 并因压搓过程而产生微滑,从而起到很强的整饰作用。 其压光过程对纸张损伤小,使纸页保持高的强度、松 厚度、挺度等,并且印刷性能良好。经软压光整饰的 纸,不仅大大提高了纸张的平滑度,其紧度也是均匀 的,因而在印刷时,油墨在全幅得到均匀的渗透,不 会产生深浅不同的斑点;而经刚性压光后,纸张厚度 一致,原来纸面凸出的部分被压平,但紧度却不是一 致的。刚性压区的纸页纤维易被压溃,破坏纤维间的 结合,纸页的强度下降;而软辊压区其压力相对柔和, 在剪切力的作用下,同时又受到高温辊面的熨烫,显 著地提高了光泽度和平滑度。