1.8管道焊口防腐补口、补伤现场质量检查清单
管道防腐补口、补伤、剥离强度检查记录讲义

161
合格
合格
合格
2011.7.30
GTGD-HN-01-GZ616+004+01
喷砂除锈Sa2.5级
160
合格
合格
合格
2011.7.30
GTGD-HN-01-GZ616+005
喷砂除锈Sa2.5级
161
合格
合格
合格
2011.7.30
GTGD-HN-01-GZ616+006W
喷砂除锈Sa2.5级
年 月 日
XSHN02-GD1-09
管道防腐补口、补伤、剥离强度检查记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段(息烽县-息烽县)
管道起始桩号
GZ615
管道终止编号
GZ616
补口材料
热收缩套/带
补口检测电压
15KV
补伤检测电压
15KV
管 道 补 口 施 工 记 录
管 道 外 表 补 伤 施 工 记 录
162
合格
合格
合格
2011.7.30
施 工 单 位
监 理 单 位
质量检查员:
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-09
管道防腐补口、补伤、剥离强度检查记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段(息烽县-息烽县)
管道起始桩号
GZ616
管道终止编号
GZ617
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-09
管道防腐补口、补伤、剥离强度检查记录
管道防腐补口补伤程序

目录1.目的 (1)2.适用范围 (1)3.编制依据 (1)4.输气钢管腐蚀原理及影响因素 (1)5. 输气管道(钢质)防腐工艺流程 (2)5.1操作人员要求 (2)5.2防腐补口材料要求 (3)5.3设备要求 (4)5.4作业环境及条件 (5)5.5防腐补口工艺流程 (5)5.6补口处处理 (5)5.7喷砂除锈 (6)5.8打毛 (6)5.9热收缩带施工 (7)5.10站场内防腐补口 (10)5.11补伤 (11)5.12热收缩带常见问题 (13)5.13常用的检测方法 (13)5.14常见问题及解决方法 (13)6.防腐补口、补伤质量控制内容 (15)7.防腐补口、补伤HSE控制内容 (16)8.需填报资料 (16)钢质管道防腐补口、补伤程序1.目的为规范大庆建安集团有限责任公司抚顺项目部承建的抚顺天然气综合利用项目(石化供气管线)管道防腐、补口施工工艺流程的规范性及保障施工质量、安全、环保均处于受控状态,旨在明确施工工艺流程、施工环境、质量、HSE等相关要求,特编制本程序。
2.适用范围本程序性方案仅适用抚顺项目部承建的抚顺天然气综合利用项目(石化供气管线)管道防腐、补口及相应工程。
3.编制依据1、《埋地钢质管道聚乙烯防腐层技术标准》SY/T0413-2002;2、《辐射交联聚乙烯热收缩带(套)》SY/T4054-2003;3、热收缩带现场操作说明及注意事项-湿膜安装;4、《油气长输管道工程施工及验收规范》GB50369-2006;5、《石油天然气建设工程施工质量验收规范输油输气管道线路工》SY4208-2008。
4.输气钢管腐蚀原理及影响因素4.1内壁腐蚀埋地输气管道内含有气、水等介质,其内壁腐蚀是介质中的水在内壁生成一层亲水膜并形成原电池所发生的电化学腐蚀,或者是其他有害物质(硫化氢、硫化物、二氧化碳等)直接与金属作用引起的化学腐蚀。
特别是在管道弯头,低洼积水处、气液交界面,电化学腐蚀异常强烈,管壁大面积腐蚀减薄或形成一系列腐蚀深坑及沟槽。
管道防腐补口、补伤、剥离强度检查记录

合格
合格
合格
YCYY-G3-007
电动工具除锈T3
215μm
合格
合格
合格
1
补伤片
合格
YCYY-G3-008
电动工具除锈T3
210μm
合格
合格
合格
YCYY-G3-009
电动工具除锈T3
220μm
合格
合格
合格
施工单位
监理单位
质量检查员:
技术负责人:
年 月 日
专业工程师:
年 月 日
管道防腐现场补口施工记录
YCYY-G3-009
YCYY-G3-010
YCYY-G3-011
YCYY-G3-012
YCYY-G3-013
YCYY-G3-014
YCYY-G3-015
YCYY-G3-016
YCYY-G3-017
YCYY-G3-018
YCYY-G3-019
YCYY-G3-020
YCYY-G3-021
结论
施工单位(盖章):
检验人:
年月日
建设单位(盖章):
现场代表:
年月日
监理单位(盖章):
监理工程师:
年月日
精心搜集整理,只为你的需要
工程名称:伊川小庄—宜阳西庄天然气管道输气工程
施工单位:中石化工建设有限公司
起至桩号
(顺序号)
管材规格
(mm)
焊口
数量
除锈
情况
防腐
等级
层数/厚度
电火花
检测(V)
备注
YCYY-G3-003
Φ×
T3
15KV
YCYY-G3-004
管道防腐补口、补伤、剥离强度检查记录

结果
剥离强度
结果(N)
补伤管线
防腐号
补伤点数
补伤材料
电火花
检测结果
施工日期
YCYY-G3-003
电动工具除锈T3
210μm
合格
合格
合格
YCYY-G3-004
电动工具除锈T3
220μm
合格
合格
合格
YCYY-G3-005
电动工具除锈T3
220μm
合格
合格
合格
3
补伤棒
合格
YCYY-G3-006
电动工具除锈T3
210μm
合格
合格
合格
YCYY-G3-007
电动工具除锈T3
215μm
合格
合格
合格
1
补伤片
合格
YCYY-G3-008
电动工具除锈T3
210μm
合格
合格
合格
YCYY-G3-009
电动工具除锈T3
220μm
合格
合格
合格
施工单位
监理单位
质检查员:
技术负责人:
年 月 日
专业工程师:
年 月 日
管道防腐现场补口施工记录
工程名称:伊川小庄—宜阳西庄天然气管道输气工程
施工单位:中石化工建设有限公司
起至桩号
(顺序号)
管材规格
(mm)
焊口
数量
除锈
情况
防腐
等级
层数/厚度
电火花
检测(V)
备注
YCYY-G3-003
Φ×
T3
15KV
YCYY-G3-004
YCYY-G3-005
防腐补口、补伤作业指导书

巡检
5.2
热收缩带在补口位置安装应左右对称
观察检查
必检
巡检
5.3
首先应加热搭接线一侧,加热面约300 mm宽,使胶完全熔化并快速贴在补口处。
观察检查
必检记录
巡检
5.4
西普固定片加热去潮,安放后,从一端向另一端加热、挤压
观察检查
必检
巡检
5.5
固定片安装后,加支撑,加热,确保轴向距中
观察检查
必检
巡检
附件3:
线07
管道防腐补口、保温
施工记录
单位工程名称:
工程编号:
施工承包商
起止桩号
防腐材料
工程数量
管道规格
防腐、保温材料
防腐、保温施工材料、结构、等级、厚度:
施工方法及措施:
施工质量(执行标准、各部施工质量检查及有关数据结果):
施工单位
监理单位
机组长:
技术(质量)员:
技术负责人:
年月日
监理代表:
年月日
7、对补口补伤的热缩片余料及损坏的热收缩套,进行回收集中处理。
8、采用热收缩带补口时,加热用气瓶必须经过安全检验合格;气瓶与加热点的距离不少于5m。
9、加热用石油液化气瓶,使用完后,送液化气站进行置换处理,不要在工地上倾倒液化气残液,以免危及安全和污染环境。
10、作业现场应整洁有序,及时消除残留的易燃物质。
分部工程编号
施工单位
机 组 编 号
桩 号
管材规格:直径: mm; 壁厚: mm; 材质:
致(施工单位):
以下焊口探伤已完,射线探伤结果合格,请按补口通知单到指定地点进行防腐补口。
焊口号:
合 计:道口。
防腐补口施工工艺评定及规程
防腐补口施工工艺评定防腐补口施工工艺规程一、工程概况二、防腐补口、补伤施工操作要点1、热收缩带防腐补口施工操作要点(1)热收缩套在焊接之前套入(连同房粘纸及防护塑料袋)钢管的任意一端。
(2)除锈前应将钢管表面预热至露点以上至少5℃,用电动砂轮机去除补口处钢管表面的铁锈,使其达到St3.0级。
(3)表面预处理后的钢管表面的锚纹深度应达到50~70um,应将环向焊缝两侧防腐层与补口材料搭接范围内的防腐涂层表面一并打毛处理,除锈完毕后,应清除灰尘。
管口表面处理与补口间隔时间不宜超过2h。
表面返锈时,应重新除锈。
(4)用抹布去除补口处钢管及两侧PE外表面的灰尘、油污及杂物。
(5)用加热枪均匀加热补口处钢管,将钢管预热。
用测温仪测定补口处钢管表面温度,直到表面温度达到60℃-80℃,并用钢丝刷拉毛两侧PE层。
(6)将环氧底漆A、B组份混合,并搅拌均匀。
将混合好的底漆均匀涂敷于补口处钢管表面及拉毛后的PE层。
(7)取出热缩套中的防护套中的防护塑料及防粘资,将其拉回到焊口部位。
以焊缝为中心左右两端对正。
(8)从中部沿周围加热热收缩套,先使其中间收缩,再从中间向两端分别加热热收缩套。
注意加热要均匀,逐步向两端均匀收缩。
(9)在收缩过程中,如果出现气泡或皱褶,应用压棍压开,以碾平皱褶或消除气泡。
直至热缩套带完全收缩。
(10)沿周向对热收缩带再进行一次全面的加热,加热时间为3-5分钟,确保热熔胶完全熔化。
(11)最后,用压辊沿热收缩套轴向和周向进行碾压。
补口剥离试验按《埋地钢质管道聚乙烯防腐层》(GB/T 23257-2017)附录K 的方法进行检验,应在补口施工完成24h后进行,剥离试验温度控制在20℃±5℃。
防腐层沿环向划开宽度约20mm、长至少为160mm的长条,将记录的稳定力值除以剥离的防腐层宽度,即为剥离强度,单位为N/cm,剥离强度不应小于50N/cm。
每100个补口至少抽测1个口,如不合格,应加倍抽测。
管道防腐补口补伤施工方案
西南成品油管道工程线路工程黎塘~甘棠河段管道防腐补口补伤施工方案中国石化集团第十建设公司西南管道工程项目部二OO三年九月二十八日西南成品油管道工程线路工程黎塘~甘棠河段管道防腐补口补伤施工方案编制:范豫峰审核:翁大龙批准:毕永明中国石化集团第十建设公司西南管道工程项目部二OO三年九月二十八日管道防腐补口补伤施工方案1.工程概述中国石油化工股份有限公司拟建设“西南成品油管道工程”,本工程为黎塘至甘棠河段,敷设Φ323输油管道一条。
管道防腐层补口全部采用无溶剂液体环氧底漆,外包聚乙烯加强型热缩套,其中黑色耐候性3PE防腐管补口采用耐高温加强型热缩带。
管道的补伤采用无溶剂液体环氧底漆、热缩带或补伤棒。
2.编制依据2.1江汉石油管理局勘察设计研究院提供的施工图纸;2.2 《黎塘-甘棠河防腐部分》说明书;3.施工中执行的技术标准和规范●《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923-88;●《涂装前钢材表面预处理规范》 SY/T0407-97;●《辐射交联聚乙烯热收缩带》SY/T4054-93;●《埋地钢质管道聚乙烯防腐层技术标准》SY/T0413-20024.热收缩套施工技术要求●补口补伤人员应经过专门培训,并经考核合格后持证上岗。
●管子对口前先将热缩套套防腐管上,并移至焊口旁边约1.5米处。
●焊口表面预处理:清理补口区域表面的杂物和油渍,原防腐层清理宽度每侧须大于150mm。
●除锈:管道焊接质量检查合格后,接监理防腐委托指令后进行管口的除锈工作。
除锈采用机械喷抛射除锈,除锈质量应达到SY/T0407—97《涂装前钢材表面预处理规范》中的Sa2.5级。
并将与热缩套搭接部位(比热缩套实际搭接宽度每侧窄20mm为宜)的原环氧粉末防腐层清洁、打毛,清扫干净。
●将补口处钢管及搭接部位的环氧粉末涂层加热到55-60℃,然后将调配好的无溶剂液体环氧底漆均匀的涂刷在补口处的钢管表面及搭接部位的涂层表面。
底漆要按厂家提供的使用说明进行,底漆涂刷应均匀,无气泡和凝块。
补口、补伤及阴极保护技术要求
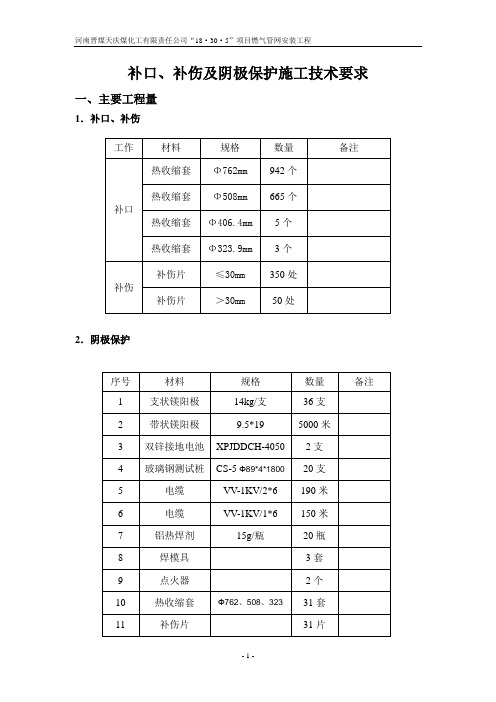
补口、补伤及阴极保护施工技术要求一、主要工程量1.补口、补伤2.阴极保护二、施工技术要求1.补口补口采用环氧树脂底漆加辐射交联聚乙烯热收缩套(带)三层结构。
一般工序:施工准备→管口清理→管口预热→管口除锈除尘→PE层预热打毛及管口加热→测温涂刷底漆→热缩带安装→加热热缩带→检查验收→补口标识→填写施工检查记录1.1预处理(1) 应对焊口进行清理,环向焊缝及其附近的毛刺、焊渣、飞溅物、焊瘤等应清理干净。
补口处的污物、油和杂质(必要时可用丙烷清洗剂),应清理干净。
(2) 采用喷砂除锈时,在表面喷砂除锈前应将钢管预热至环境空气露点以上3 ℃(约为30℃~50℃)。
除锈等级应达到Sa 2.5级,钢管表面防锈效果采用相应的照片或标准对比板进行目视比较。
除锈后应清除表面灰尘,如有灰尘污染,采用纯棉毛巾擦拭合格。
(3) 将热收缩带与管体3PE 防腐层搭接处打毛100 mm ,打毛深度为0.3~0.4mm,打毛的宽度不超过收口片的长度。
(4) 用锚纹仪或0 形压片测量锚纹深度,并留作记录,锚纹深度保持在50~90 mm 之间。
钢管表面预处理后至补口施工时间间隔宜控制在2 h内,期间应防止钢管表面受潮和污染。
涂底漆前,如出现返锈或表面污染时,必须重新进行表面预处理。
1.2涂底漆(1) 将环氧树脂基料A 应充分搅拌均匀,然后再将固化剂B 倒入环氧树脂基料A 中,搅拌约3~5 分钟。
在环境温度下,使用时间约为30 分钟,只要底漆仍然呈液态就可以使用。
(2) 调整火焰,使之端部呈黄色,根部呈蓝色。
将补口部位的钢管预热到60℃~80℃(以产品使用说明书为准),补口带搭接范围内的防腐涂层表面预热至90~100℃(红外线测温仪测量)(以产品使用说明书为准)。
加热后应采用点接触式测温仪或经点接触式测温仪比对校准的红外线测温仪测温,至少测量补口部位表面周向均匀分布4个点的温度。
红外线测温仪有响应时间快、非接触、使用安全、便捷及使用寿命长等优点,使用测低温段(≤300℃)的红外线测温仪,一般精度可达到±2℃甚至更高,可以满足施工要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号
检查内容(不仅限于此)
符合
不符合
《埋地钢质管道聚乙烯防腐层》GB23257-2009
1
施工现场管理体系是否健全,专职质量检查员是否到位,并发挥其作用。
2
补口、补伤材料必须是经业主批准的生产厂商,必须提供合格证,使用说明书,经业主指定检验部门的检验报告。
7
补口的外观质量应逐个检查,热收缩带表面应平整、无皱折、无气泡、无空鼓、无烧焦碳化等现象,周向应有胶黏剂均匀溢出。
8
补口、补伤完成后应用电火花检漏仪检查,检漏电压15KV。
9
对直径≤30mm的损伤,宜采用辐射交联聚乙烯补伤片修补,补伤片大小应保证其边缘距聚乙烯层的空洞边缘不小于100mm。
10
直径>30mm的损伤,先除去损伤处污物,并将该处的聚乙烯层打毛,并将损伤处的聚乙烯层修切成圆形,边缘成钝角,再按上述要求贴上补伤片,最后在修补处包覆一条热收缩带,包覆宽度应比补伤片两边至少各大50mm。
11
补口施工环境应满足规范程要求,必要时采取相应措施。
质量风险清单
1
防腐机组预热喷砂除锈不彻底,没有达到设计要求,发生返锈现象。
2
防腐补口作业,端口返锈,原管道防腐层拉毛宽度不够。
3
防腐补口粘结力经剥离试验达不到规范要求。
4
防腐层损伤未及时补伤。
5
补口产生气泡,固定边翘边。
6
防腐补口机组在大风、沙尘环境下继续进行沟下补口作业,焊口下部分喷砂除锈不符合要求。
3
补口处钢管表面除锈等级达到Sa2.5级,除锈前应将钢管表面进行预热。
4
补口搭接部位的聚乙烯层应打磨至表面粗糙,粗糙程度应符合热收缩带使用说明书的要求。
5
热收缩带与聚乙烯搭接宽度应不小于100mm,采用热收缩带时,应采用固定片固定,周向搭接宽度应不小于8等三项内容,检测宜在补口安装24小时后进行。
7
防腐补口检查轴向搭接不够。
8
对于直径>30mm的损伤没有采用包覆一条热收缩带形式进行补伤