管道焊口检查记录(可打印修改)
管道焊缝外观检查记录
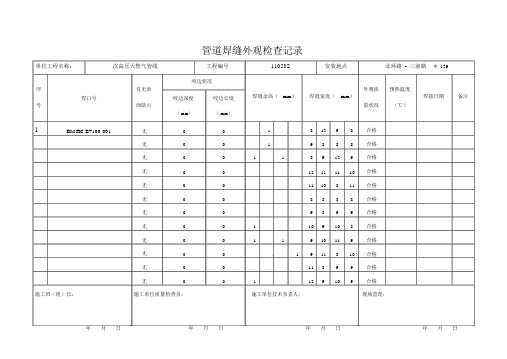
管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S安装地点北环路-三前路Φ159咬边状况序有无表焊口号咬边深度咬边长度号面缺点( mm)( mm)1BM-HC-B+100-001无00无00无00无00无00无00无00无00无00无00无00无00施工班(组)长:施工单位质量检查员:外观质预热温度焊缝余高(mm)焊缝宽度(mm)焊接日期备注量状况(℃)181298合格19888合格1189129合格12111110合格1110811合格8888合格9899合格1109108合格11910119合格1911810合格11899合格1129109合格施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S安装地点北环路-三前路Φ159咬边状况序有无表焊口号咬边深度咬边长度号面缺点( mm)( mm)1BM-HC-B+600-010无00无00无00无00无00无00无00无00无00无00无00无00施工班(组)长:施工单位质量检查员:外观质预热温度焊缝余高(mm)焊缝宽度(mm)焊接日期备注量状况(℃)1189129合格12111110合格1110811合格8888合格9899合格1109108合格11910119合格1911810合格11899合格1189129合格12111110合格1110811合格施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S安装地点北环路 - 三前路Φ 159咬边状况序有无表外观质预热温度焊口号咬边深度咬边长度焊缝余高( mm)焊缝宽度( mm)焊接日期备注号面缺点量状况(℃)( mm)( mm)1BM-HC-B1+200-002无0012111110合格无001110811合格无008888合格施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S安装地点咬边状况序有无表焊口号咬边深度咬边长度焊缝余高( mm)焊缝宽度( mm)号面缺点( mm)( mm)1BM-HC-B1+400-001无001110811无008888无009899无001109108无0011910119无001911810无0011899无001189129无0012111110无001110811无008888北环路 - 三前路Φ 159外观质预热温度焊接日期备注量状况(℃)合格合格合格合格合格合格合格合格合格合格合格施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日。
管道焊缝外观检查记录
管道焊缝外观检查记录
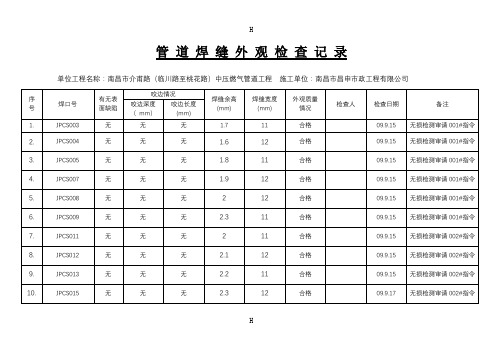
单位工程名称:南昌市介甫路(临川路至桃花路)中压燃气管道工程施工单位:南昌市昌申市政工程有限公司
H
监理工程师:施工技术负责人:记录人:第 1 页
管道焊缝外观检查记录
单位工程名称:南昌市介甫路(临川路至桃花路)中压燃气管道工程施工单位:南昌市昌申市政工程有限公司
H
监理工程师:施工技术负责人:记录人:第 2 页
管道焊缝外观检查记录
单位工程名称:南昌市介甫路(临川路至桃花路)中压燃气管道工程施工单位:南昌市昌申市政工程有限公司
H
监理工程师:施工技术负责人:记录人:第 3 页
H
管道焊缝外观检查记录
单位工程名称:南昌市介甫路(临川路至桃花路)中压燃气管道工程施工单位:南昌市昌申市政工程有限公司
H
监理工程师:施工技术负责人:记录人:第 4 页
管道焊缝外观检查记录
单位工程名称:南昌市介甫路(临川路至桃花路)中压燃气管道工程施工单位:南昌市昌申市政工程有限公司
H
监理工程师:施工技术负责人:记录人:第 5 页欢迎您的下载,资料仅供参考!
H。
管道焊接检查记录

GD2302011
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
规格
外观检查
情况
材质
规格及壁厚
20#
φ89*
78
氩弧焊
V
TIG-50
合格
20#
φ89*
79
氩弧焊
V
TIG-50
合格
20#
φ89*
80
氩弧焊
V
TIG-50
合格
20#
φ89*
81
氩弧焊
V
TIG-50
合格
20#
φ108*
82
氩弧焊
V
TIG-50
合格
20#
φ108*
83
氩弧焊
V
TIG-50
合格
20#
φ108*
V
TIG-50
合格
20#
φ89*
36
氩弧焊
V
TIG-50
合格
20#
φ89*
37
氩弧焊
V
TIG-50
合格
20#
φ89*
38
氩弧焊
V
TIG-50
合格
20#
φ89*
39
氩弧焊
V
TIG-50
焊接检查记录

标准依据
焊口编号
焊工钢印
裂纹
气孔
夹渣
焊缝宽窄差(mm)
咬边边缘不满的深度、长度(mm)
焊缝高低差(mm)
错边(Biblioteka m)表面凹陷弧坑深度长度(mm)
质量评定
备注
检查:记录:现场监理:
标高检查、复核记录
001
工程名称
施工单位
隐检项目
隐检范围
0+000-0+300
管径/长度
Ф529*8/300米
桩号
设计标高
自检情况
监理复核
桩号
设计标高
自检情况
监理复核
0+000
4.6
4.59
4.58
自检意见
复核意见
专业监理:施工现场负责人;质检员:年月日
注:每25米检查一点,平面拐点、管件阀门及管道坡度改变处加测一点。
压力管道安装焊口组对记录
工程项目:年月日001
序号
管线号
焊缝
编号
焊工
编号
管道
规格
焊接接头组对检查项目
组对
时间
焊接位置
(水平\垂直)
坡口角度
坡口钝边
坡口清理
错边量
组对间隙
技术负责人:
质检员:
班(组)长:
压力管道安装焊接过程及质量检验记录
工程名称:年月日001
序号
管线号
焊缝
编号
管道
规格
焊接过程记录
焊后焊接质量检验
焊工
编号
焊接方法
焊接材料
焊接
层次
电源
极性
焊接
电流A
电弧
焊接管口组队质量检查记录

焊接管口组对质量检查记录
山东省建设第三安装有限公司2012年10月28日工程名称山钢蒸汽系统优化及冬季供热项目管道名称蒸汽管道管子规格Φ168*14
序号焊口编号
坡口组对质量弯折度相邻焊口或弯曲起点间距
备注(此栏注
明坡口加工
方法等)坡口角度
钝边
mm
间隙
mm
错口0.10S
最大为
1mm
清理程度整洁、干
燥、有金属光泽
当D>108时
V<1mm
相邻焊口应位于直线部分,相
邻焊缝间距>3000mm,焊口与
弯曲起点距离>50mm
1 ZA -160 0.3 2.0 0.1 有金属光泽/ 符合要求机械加工
2 ZA -260 0.8 2.0 0.
3 有金属光泽/ 符合要求机械加工
3 ZA -360 0.5 2.0 0.5 有金属光泽/ 符合要求机械加工
4 ZA -460 1.0 2.0 0.3 有金属光泽/ 符合要求机械加工
5 ZA -560 0.5 2.0 0.3 有金属光泽/ 符合要求机械加工
6 ZA -660 0.2 2.0 0.3 有金属光泽/ 符合要求机械加工
7 ZA -760 1.0 2.0 0.2 有金属光泽/ 符合要求机械加工
8 ZA -860 0.8 2.0 0.5 有金属光泽/ 符合要求机械加工
9 ZA -960 0.6 2.0 0.6 有金属光泽/ 符合要求机械加工
10 ZA -1060 0.5 2.0 0.4 有金属光泽/ 符合要求机械加工
11
12
13
14
检查责任人:管工:焊工:。
管道焊口组对及焊缝外观检查记录表
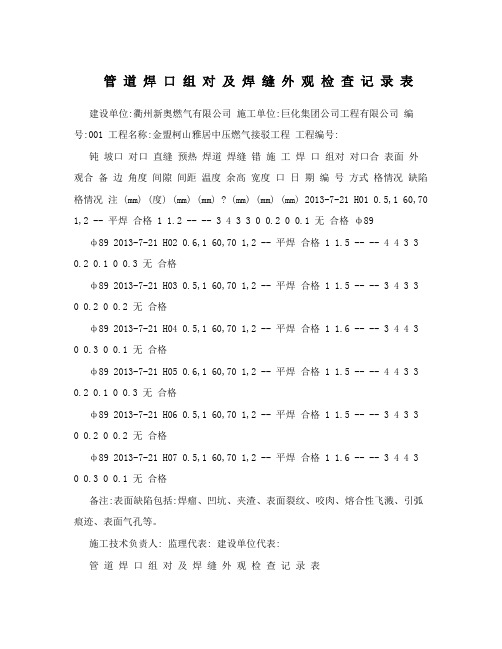
管道焊口组对及焊缝外观检查记录表建设单位:衢州新奥燃气有限公司施工单位:巨化集团公司工程有限公司编号:001 工程名称:金盟柯山雅居中压燃气接驳工程工程编号:钝坡口对口直缝预热焊道焊缝错施工焊口组对对口合表面外观合备边角度间隙间距温度余高宽度口日期编号方式格情况缺陷格情况注 (mm) (度) (mm) (mm) ? (mm) (mm) (mm) 2013-7-21 H01 0.5,1 60,70 1,2 -- 平焊合格 1 1.2 -- -- 3 4 3 3 0 0.2 0 0.1 无合格ф89 ф89 2013-7-21 H02 0.6,1 60,70 1,2 -- 平焊合格 1 1.5 -- -- 4 4 3 3 0.2 0.1 0 0.3 无合格ф89 2013-7-21 H03 0.5,1 60,70 1,2 -- 平焊合格 1 1.5 -- -- 3 4 3 3 0 0.2 0 0.2 无合格ф89 2013-7-21 H04 0.5,1 60,70 1,2 -- 平焊合格 1 1.6 -- -- 3 4 4 3 0 0.3 0 0.1 无合格ф89 2013-7-21 H05 0.6,1 60,70 1,2 -- 平焊合格 1 1.5 -- -- 4 4 3 3 0.2 0.1 0 0.3 无合格ф89 2013-7-21 H06 0.5,1 60,70 1,2 -- 平焊合格 1 1.5 -- -- 3 4 3 3 0 0.2 0 0.2 无合格ф89 2013-7-21 H07 0.5,1 60,70 1,2 -- 平焊合格 1 1.6 -- -- 3 4 4 3 0 0.3 0 0.1 无合格备注:表面缺陷包括:焊瘤、凹坑、夹渣、表面裂纹、咬肉、熔合性飞溅、引弧痕迹、表面气孔等。
施工技术负责人: 监理代表: 建设单位代表:管道焊口组对及焊缝外观检查记录表建设单位:衢州新奥燃气有限公司施工单位:巨化集团公司工程有限公司编号:001 工程名称:金盟柯山雅居中压燃气接驳工程工程编号:钝坡口对口直缝预热焊道焊缝错施工焊口组对对口合表面外观合备边角度间隙间距温度余高宽度口日期编号方式格情况缺陷格情况注 (mm) (度) (mm) (mm) ? (mm) (mm) (mm) 2013-7-21 H01 0.5,1 60,70 1,2 -- 平焊合格 1 1.2 -- -- 3 4 3 3 0 0.2 0 0.1 无合格ф57 ф57 2013-7-21 H02 0.6,1 60,70 1,2 -- 平焊合格 1 1.5 -- -- 4 4 3 3 0.2 0.1 0 0.3 无合格备注:表面缺陷包括:焊瘤、凹坑、夹渣、表面裂纹、咬肉、熔合性飞溅、引弧痕迹、表面气孔等。
C2005 管道焊口检查记录
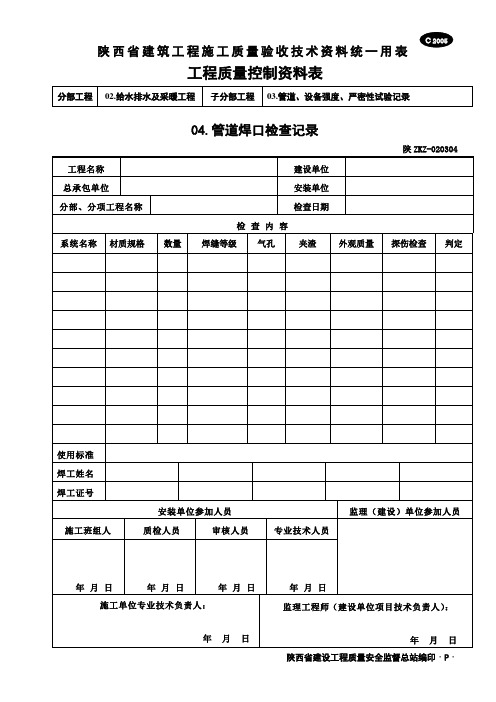
使用标准
焊工姓名
焊工证号
安装单位参加人员
监理(建设)单位参加人员
施工班组人
质检人员
审核人员
专业技术人员
年月日
年月日
年月日
年月日
施工单位专业技术负责人:
年月日
监理工程师(建设单位项目技术负责人):
年月日
陕西省建设工程质量安全监督总站编印﹒P﹒
陕西省建筑工程施工质量验收技术资料统一用表
工程质量控制资料表
分部工程
02.给水排水及采暖工程
子分部工程
03.管道、设备强度、严密性试验记录
04.管道焊口检查记录
陕ZKZ-020304
工程名称
建设单位
总承包单位
安装单位
分部、分项工程名称
检查日期
检查内容
系统名称
材质规格
数量
焊缝等级
气孔
管道焊接组对检查记录
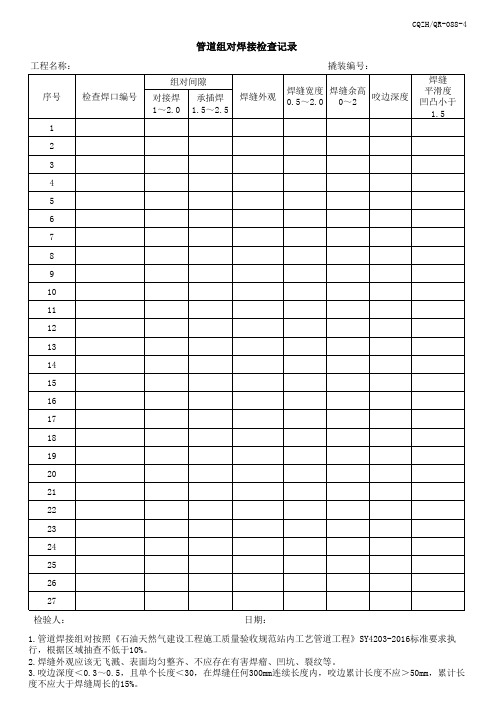
工程名称:
序号 检查焊口编号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 检验人:管道组对焊接检查记录Fra bibliotek组对间隙
对接焊 承插焊 1~2.0 1.5~2.5
焊缝外观
撬装编号:
焊缝宽度 0.5~2.0
焊缝余高 0~2
咬边深度
焊缝 平滑度 凹凸小于
1.5
日期:
1.管道焊接组对按照《石油天然气建设工程施工质量验收规范站内工艺管道工程》SY4203-2016标准要求执 行,根据区域抽查不低于10%。 2.焊缝外观应该无飞溅、表面均匀整齐、不应存在有害焊瘤、凹坑、裂纹等。 3.咬边深度<0.3~0.5,且单个长度<30,在焊缝任何300mm连续长度内,咬边累计长度不应>50mm,累计长 度不应大于焊缝周长的15%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管道焊口检查记录
32204□□□
分部(子分部)工程名称 建筑给排水及采暖(室内采暖系统)
分项工程 采暖管道及配件安装
施工单位
项目经理
分包单位
序
管道名称
号 (或焊口编号)
焊工 姓名
/
焊工 代号
分包项目经理
气
焊缝
裂纹
夹渣
孔
高度
焊缝 外形 尺寸
焊口 允许 偏差
/
管道 规格
1 采暖系统 N1
DN80
5 采暖系统 N3
马彩霞 62000224070091 无 无 无 1.0mm 6.9mm 0.8mm DN125
6 采暖系统 N3
马彩霞 62000224070091 无 无 无 0. 8mm 7.0mm 0.8mm
DN80
施工员
作业班长
施工单位检查结果
完成检查项目全部内容,符合设计 专业质量检查员:
DN80施工员源自作业班长施工单位检查结果
完成检查项目全部内容,符合设计 专业质量检查员:
及 GB50242—2002 标准要求,报 专业项目技术负责人:
监理单位验收。
专业项目经理:
年月日
监理(建设)单位 验收结论
□符合要求,同意验收 □不符合要求,不同意验收
监理工程师: (建设单位项目专业技术负责人)
2 采暖系统 N1
马彩霞 62000224070091 无 无 无 1.1mm 7.1mm 0.8mm
DN80
3 采暖系统 N2
马彩霞 62000224070091 无 无 无 0.9mm 6.9 mm 0.4mm DN125
4 采暖系统 N2
马彩霞 62000224070091 无 无 无 0.8mm 7.0mm 0.7mm
年月日
资料员签章:
甘肃省工程质量监督总站编制(版权所有 不准翻印)
年月日
精品内容
马彩霞 62000224070091 无 无 无 1.1mm 7.1mm 0.8mm
DN80
3 采暖系统 N2
马彩霞 62000224070091 无 无 无 0.9mm 6.9 mm 0.4mm DN125
4 采暖系统 N2
马彩霞 62000224070091 无 无 无 0.8mm 7.0mm 0.7mm
及 GB50242—2002 标准要求,报 专业项目技术负责人:
监理单位验收。
专业项目经理:
年月日
监理(建设)单位 验收结论
□符合要求,同意验收 □不符合要求,不同意验收
监理工程师: (建设单位项目专业技术负责人)
年月日
资料员签章:
甘肃省工程质量监督总站编制(版权所有 不准翻印)
年月日
精品内容
单位(子单位)工程名称
2 采暖系统 N1
马彩霞 62000224070091 无 无 无 1.1mm 7.1mm 0.8mm
DN80
3 采暖系统 N2
马彩霞 62000224070091 无 无 无 0.9mm 6.9 mm 0.4mm DN125
4 采暖系统 N2
马彩霞 62000224070091 无 无 无 0.8mm 7.0mm 0.7mm
DN80
5 采暖系统 N3
马彩霞 62000224070091 无 无 无 1.0mm 6.9mm 0.8mm DN125
6 采暖系统 N3
马彩霞 62000224070091 无 无 无 0. 8mm 7.0mm 0.8mm
DN80
施工员
作业班长
施工单位检查结果
完成检查项目全部内容,符合设计 专业质量检查员:
管道焊口检查记录
32204□□□
分部(子分部)工程名称 建筑给排水及采暖(室内采暖系统)
分项工程 采暖管道及配件安装
施工单位
项目经理
分包单位
序
管道名称
号 (或焊口编号)
焊工 姓名
/
焊工 代号
分包项目经理
气
焊缝
裂纹
夹渣
孔
高度
焊缝 外形 尺寸
焊口 允许 偏差
/
管道 规格
1 采暖系统 N1
马彩霞 62000224070091 无 无 无 1.1mm 7.0mm 0.6mm DN125
监理单位验收。
专业项目经理:
年月日
监理(建设)单位 验收结论
□符合要求,同意验收 □不符合要求,不同意验收
监理工程师: (建设单位项目专业技术负责人)
年月日
资料员签章:
甘肃省工程质量监督总站编制(版权所有 不准翻印)
年月日
精品内容
单位(子单位)工程名称
管道焊口检查记录
32204□□□
分部(子分部)工程名称 建筑给排水及采暖(室内采暖系统)
管道焊口检查记录
32204□□□
分部(子分部)工程名称 建筑给排水及采暖(室内采暖系统)
分项工程 采暖管道及配件安装
施工单位
项目经理
分包单位
序
管道名称
号 (或焊口编号)
焊工 姓名
/
焊工 代号
分包项目经理
气
焊缝
裂纹
夹渣
孔
高度
焊缝 外形 尺寸
焊口 允许 偏差
/
管道 规格
1 采暖系统 N1
马彩霞 62000224070091 无 无 无 1.1mm 7.0mm 0.6mm DN125
马彩霞 62000224070091 无 无 无 1.1mm 7.0mm 0.6mm DN125
2 采暖系统 N1
马彩霞 62000224070091 无 无 无 1.1mm 7.1mm 0.8mm
DN80
施工员
作业班长
施工单位检查结果
完成检查项目全部内容,符合设计 专业质量检查员:
及 GB50242—2002 标准要求,报 专业项目技术负责人:
分项工程 采暖管道及配件安装
施工单位
项目经理
分包单位
序
管道名称
号 (或焊口编号)
焊工 姓名
/
焊工 代号
分包项目经理
气
焊缝
裂纹
夹渣
孔
高度
焊缝 外形 尺寸
焊口 允许 偏差
/
管道 规格
1 采暖系统 N1
马彩霞 62000224070091 无 无 无 1.1mm 7.0mm 0.6mm DN125
2 采暖系统 N1
及 GB50242—2002 标准要求,报 专业项目技术负责人:
监理单位验收。
专业项目经理:
年月日
监理(建设)单位 验收结论
□符合要求,同意验收 □不符合要求,不同意验收
监理工程师: (建设单位项目专业技术负责人)
年月日
资料员签章:
甘肃省工程质量监督总站编制(版权所有 不准翻印)
年月日
精品内容
单位(子单位)工程名称