航空锪钻
飞机钻头的应用场景及原理

飞机钻头的应用场景及原理应用场景飞机钻头是一种旋转力矩传递装置,广泛应用于飞机维修、航空制造和维修、航天器维修等领域。
下面是飞机钻头的几个主要应用场景:1.飞机维修:飞机维修包括日常维护和故障修理。
飞机钻头可以用于拆卸和装配飞机的部件,例如机翼、机身等。
它可以快速而有效地将螺栓拧紧或松开,提高了维修效率。
2.航空制造和维修:在航空制造和维修中,许多工作需要在狭小的空间内完成。
飞机钻头的小巧设计使其非常适合在限制空间内进行操作。
它可以用于钻孔、扩孔、螺纹修复等任务,提供了高效、精确的工作方式。
3.航天器维修:航天器维修是一个复杂而关键的任务,需要高度精确和可靠的工具。
飞机钻头在航天器维修中发挥着重要作用,可用于安装和拆卸各种航天器部件,例如推力器、太阳能电池等。
工作原理飞机钻头的工作原理主要由以下几个方面组成:1.驱动部件:飞机钻头通常由电动驱动,也可以使用气动或液压驱动。
驱动部件提供旋转力矩,驱动钻头进行钻孔或锁紧螺栓等操作。
2.钻头结构:飞机钻头的主要部分是一根直径适中、有锋利切削面的钻头。
钻头可以是螺旋形或直柄形状,取决于具体的应用场景。
钻头通常由高强度合金材料制成,以确保其耐用性和长寿命。
3.切削原理:钻头通过旋转运动和切削力来切削材料。
钻头的锋利切削面切入材料,同时将材料碎片排出孔口。
飞机钻头通常具有高速旋转的特点,以快速、高效地完成任务。
4.控制系统:飞机钻头通常配备操作控制系统,可以调节钻头的工作速度、转向等参数。
操作人员可以通过操作控制系统来控制钻头的旋转方向和速度,确保工作的精确性和安全性。
使用飞机钻头的好处使用飞机钻头具有以下几个好处:1.提高工作效率:飞机钻头具有高速旋转和精确切削的特点,可以快速完成钻孔和螺栓锁紧任务,大大提高了工作效率。
2.减少人力劳动:使用飞机钻头可以减少人工操作的需求。
相比手动操作,飞机钻头可以更快速、更准确地完成任务,减少了人力投入和操作的劳动强度。
扩孔钻、锪钻、镗刀、铰刀和复合孔加工刀具
扩孔钻、锪钻、镗刀、铰刀和复合孔加工刀具一、扩孔钻(给学生扩孔钻实体)用于扩大孔径,提高孔质量的刀具。
它可用于孔的最终加工或铰孔、磨孔前的预加工。
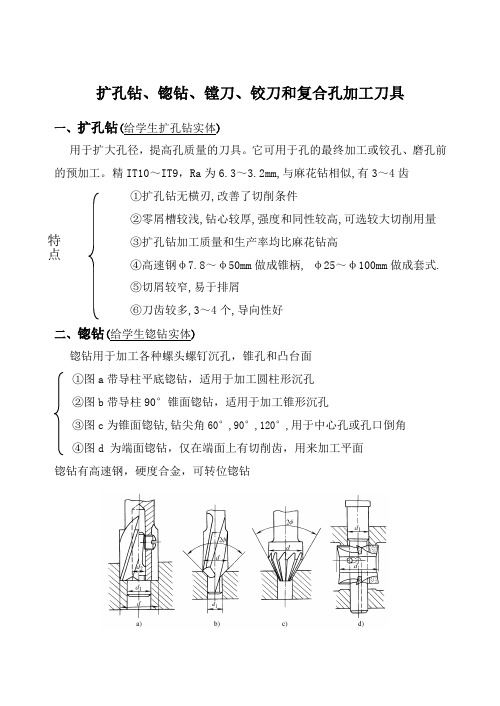
精IT10~IT9,Ra 为6.3~3.2mm,与麻花钻相似,有3~4齿①扩孔钻无横刃,改善了切削条件②零屑槽较浅,钻心较厚,强度和同性较高,可选较大切削用量③扩孔钻加工质量和生产率均比麻花钻高④高速钢φ7.8~φ50mm 做成锥柄, φ25~φ100mm 做成套式. ⑤切屑较窄,易于排屑 ⑥刀齿较多,3~4个,导向性好二、锪钻(给学生锪钻实体)锪钻用于加工各种螺头螺钉沉孔,锥孔和凸台面 ①图a 带导柱平底锪钻,适用于加工圆柱形沉孔 ②图b 带导柱90°锥面锪钻,适用于加工锥形沉孔③图c 为锥面锪钻,钻尖角60°,90°,120°,用于中心孔或孔口倒角 ④图d 为端面锪钻,仅在端面上有切削齿,用来加工平面 锪钻有高速钢,硬度合金,可转位锪钻特点三、镗刀镗刀是广泛使用的孔加工工具,一般镗孔达IT9~IT8,精细镗达IT6,Ra为1.6~0.8mm,镗孔能纠正孔的直线性误差,获得高的位置精度,特别适合于箱体零件的孔系加工.镗孔是加工大孔的唯一精加工方法,镗刀分为单刃镗刀、双刃镗刀。
㈠单刃镗刀图为镗床上用的机夹式单刃镗刀,它具有结构简单,制造方便,通用性好等优点。
镗育孔或阶梯孔时,δ=10°~45°镗通孔δ=0°镗床上用的单刃镗刀㈡双刃镗刀有两个切削刃参加切削,背向力相互抵消,不易引起振动,常用的有固定式镗刀块,滑槽式和浮动镗刀1、固定式镗刀块镗刀块适用于小批生产加工箱体零件孔小。
2、滑槽式双刃镗刀,镗孔范围φ25~φ250mm,广泛用于数控机床滑槽式双刃镗刀可调节硬质合金浮动铰刀3、浮动镗刀将浮动镗刀装入镗杆的方孔中,无需夹昆,通过作用在两侧切削刃上的切削力来自动定心,因此它能自动补偿由于刀具安装误差和机床主轴偏差而造成的加工误差,能达到IT7~IT6,Ra为1.6~0.2μm浮动镗刀无法纠正孔的直线性误差和位置误差浮动镗刀结构简单,刃磨方便,但操作费事,加工孔径不能大小,镗杆上方孔制造困难,切削效率低,因引适用于单件,小批生产中加工直径较大的孔.§8.2 铰刀铰刀用于中小直径孔的半精加工和精加工。
锪钻规格

锪钻规格三刃锪钻规格、锪钻规格参照单刃锪钻规格东莞立浩数控刀具的直柄锪钻规格斜柄锪钻规格参照锪钻具有(大的排屑槽和更锋利的刃口)使用起来会不同的效果、尤其是切削加工、304不锈钢、磨具45号钢、以及有色金属软材质和硬材质都有不同的更好的切削加工功效。
东莞立浩数控刀具进口三刃倒角刀(网站)专业专注直柄直柄锥柄三刃倒角刀三刃锪钻(倒角刀)是一种用以锪锥形埋头孔的钻,也有人称之为:埋头钻。
其他名(倒角刀、倒角器)英文名称 Countersink东莞立浩数控刀具三刃锪钻(倒角刀)加工效果图、直柄倒角刀、倒孔、倒钻倒边、即:锪角、锪边角、效果图倒角面比较光滑整齐通顺、可以一般钻床加工、CNC加工中心加工,等等机床加工,锪: 锪(鍃) huò〔锪孔〕在车床、钻床或其他机床上用专门刀具,对工件上已加工的孔刮平端面或切出锥钻: 钻(钻) zuān 用锥状的物体在另一物体上转动穿孔。
锪钻是对孔的端面进行平面、柱面、锥面及其他型面加工。
在已加工出的孔上加工圆柱形沉头孔、锥形沉头孔和端面凸台时,都使用锪钻。
东莞立浩数控刀具、直柄平底锪钻(倒角刀)(英文名Counterbore),其圆周和端面上各有1 、3、4、6个刀齿,在已加工好的孔内插入导柱,其作用为控制被锪孔与原有孔的同轴度误差。
导柱一般做成可拆式,以便于锪钻的端面齿的制造与锪钻(单刃三刃多刃)刃磨。
一般三刃的比较好用、平稳度高。
切削顺畅、平滑、不会遗留毛刺和肌瘤、锥面锪钻即(倒角刀)的钻尖角有60°、82°、90°、100°和120°五种。
东莞立浩数控刀具、倒角刀的种类倒角刀分柱形倒角刀、锥形倒角刀端面倒角三种。
(1)柱形倒角刀用于倒圆柱形埋头孔。
柱形倒角刀起主要切削作用的是端面刀刃,螺旋槽的斜角就是它的前角。
倒角刀钻前端有导柱,导柱直径与工件已有孔为紧密的间隙配合,以保证良好的定心和导向。
这种导柱是可拆的,也可以把导柱和倒角刀做成一体。
锪孔名词解释

锪孔名词解释
锪孔 (pèi kǒng) 是一个中文词汇,指的是一种在金属或其他材料上通过钻头或刀具进行深孔加工的方法。
这种加工方法通常用于需要深度或宽度较大的孔的场合,例如机械零件、汽车发动机、航空航天设备、石油和天然气设备等。
锪孔技术通常需要对材料进行高速切削或磨削,以便将孔的深度和宽度加工到所需的尺寸。
锪孔技术的优点包括生产效率高、精度高、表面质量好等。
因此,锪孔技术在现代制造业中得到了广泛的应用。
除了加工金属等材料外,锪孔技术还可以应用于加工玻璃、陶瓷、石材等非金属材料上。
在这些材料上,锪孔技术可以加工出更加精细和复杂的孔型,为这些材料的使用提供了更多的选择。
锪孔技术是一种深孔加工技术,具有生产效率高、精度高、表面质量好等优点,在现代制造业中得到了广泛的应用。
钻孔、扩孔、锪孔与铰孔

• 可持续性与环保:随着全球环保意识的提高,可持续性和环保将成为切削加工 发展的重要方向。新型切削液和冷却技术的研发将减少切削过程中的冷却液使 用和废弃物产生,同时新型切削工具和设备的研发也将进一步提高切削效率, 减少能源消耗和碳排放。
扩孔钻
扩孔钻是一种具有切削刃的刀具,其 切削刃呈圆柱形或圆锥形,用于扩大 已钻孔的直径。
扩孔应用
适用范围
扩孔适用于各种材料,如铸件、 锻件、有色金属等,尤其适用于 大型工件和不易进行镗削加工的
工件。
应用场景
扩孔常用于修正已钻孔的误差、提 高孔的精度和减小表面粗糙度,也 可用于大型工件中打通孔或深孔。
铰孔
铰孔是用铰刀对已钻出的孔进行 精加工的过程,以提高孔的尺寸
精度和减小孔的表面粗糙度。
目的和意义
01
提高孔的加工精度和质量
通过钻孔、扩孔、锪孔和铰孔等加工方法,可以减小孔的尺寸误差、提
高孔的位置精度和减小表面粗糙度,从而提高孔的加工精度和质量。
02
满足不同的工艺要求
不同的加工方法适用于不同的工艺要求 WATCHING
感谢您的观看
冷却润滑
使用冷却液或润滑剂进行冷却和润滑, 以减小切削热和摩擦力,提高加工精 度和表面质量。
检测与修正
在加工过程中,应定期检测孔的尺寸 和形状,如有误差应及时修正。
06 总结
钻孔、扩孔、锪孔与铰孔的比较
钻孔
钻孔是使用钻头在实心材料上打孔的过程。它通常用于在 金属、木材、塑料等材料上打孔,是加工过程中的基础步 骤。
锪钻

锪钻、高速钢锪钻、钨钢锪钻、高钴钢锪钻、含钴高速钢锪钻、进口锪钻、全磨锪钻、东莞立浩数控刀具的锪钻(倒角刀)具有(大的排屑槽和更锋利的刃口)使用起来会不同的效果、尤其是切削、不锈钢、45号钢以及有色金属软材质和硬材质都有不同的更好的功效。
一种用以锪锥形埋头孔的钻,也有人称之为:埋头钻。
其他名(倒角刀、倒角器)英文名称 Countersink词语分开解释:加工效果图、锪钻、锪孔、锪钻倒边、即:倒角、边角、效果图倒角面比较光滑整齐通顺、可以一般钻床加工、CNC加工中心加工,等等机床加工,锪: 锪(鍃) huò〔锪孔〕在车床、钻床或其他机床上用专门刀具,对工件上已加工的孔刮平端面或切出锥钻: 钻(钻) zuān 用锥状的物体在另一物体上转动穿孔。
锪钻是对孔的端面进行平面、柱面、锥面及其他型面加工。
在已加工出的孔上加工圆柱形沉头孔、锥形沉头孔和端面凸台时,都使用锪钻。
东莞立浩数控刀具、平底锪钻(倒角刀)(英文名Counterbore),其圆周和端面上各有1 、3、4、6个刀齿,在已加工好的孔内插入导柱,其作用为控制被锪孔与原有孔的同轴度误差。
导柱一般做成可拆式,以便于锪钻的端面齿的制造与锪钻(单刃三刃多刃)刃磨。
一般三刃的比较好用、平稳度高。
切削顺畅、平滑、不会遗留毛刺和肌瘤、锥面锪钻即(倒角刀)的钻尖角有60°、82°、90°、100°和120°五种。
东莞立浩数控刀具、锪钻的种类锪钻分柱形锪钻、锥形锪钻、端面锪钻三种。
(1)柱形锪钻用于锪圆柱形埋头孔。
柱形锪钻起主要切削作用的是端面刀刃,螺旋槽的斜角就是它的前角。
锪钻前端有导柱,导柱直径与工件已有孔为紧密的间隙配合,以保证良好的定心和导向。
这种导柱是可拆的,也可以把导柱和锪钻做成一体。
(2)锥形锪钻用于锪锥形孔。
东莞立浩数控刀具锪形锪钻的锥角按工件锥形埋头孔的要求不同,有60°、75°、82°、90°、100°、120°等。
第课锪孔与锪钻
按工件上沉孔锥角的不同,有60°、75°、 90°、120°四种,其中90°用得最多。
锥形锪钻的直径在12~60 mm之间,齿数为4~
12个,前角γo =0°,后角αo=4°~6°。
为了改善钻尖处的
容屑条件,每隔一
齿将刀刃切去一块。
第5页/共18页
(3).端面锪钻 用来锪平孔口端面的锪
钻称为端面锪钻, 如图所示。其端面刀齿
第7页/共18页
2.用麻花钻改磨锥形锪 钻
图所示为用麻花钻改磨的锥 形锪钻,主要是保证其顶角2 与要求的锥角一致,两切削 刃要磨得对称。为减少振动,
一般磨成双重后角αo=6°~
10°,对应的后刀面宽度为
1~2 mm,α1=15°。外缘处 的前角适当修整,γo
=15°~20°,以防扎刀。
第8页/共18页
为切削刃,前端导柱用 来导向定心,以保证孔 端面与孔中心线的垂直 度。
第6页/共18页
3. 用麻花钻改 磨锪钻ቤተ መጻሕፍቲ ባይዱ
标准锪钻有多种规格, 但一般适用于成批大 量生产,不少场合使 用由麻花钻改磨的锪 钻。
1.用麻花钻改磨柱形 锪钻
如图所示为用麻花钻 改磨的柱形锪钻。图 (a)所示为带导柱的 锪钻。图(b)所示为 不带导柱的锪钻,刃 磨角度如图中所示。
第19,20课 锪孔与锪钻
主要内容 1.锪孔的概念 2.锪钻的基本形式
第1页/共18页
1. 锪孔的概念
锪孔是用锪钻刮平孔的端面或切出沉孔的加工 方法。
第2页/共18页
2. 锪钻的种类和特点
锪钻分为柱形锪钻、锥形锪钻和端面锪钻三 种。
(1).柱形锪钻 锪圆柱形埋头孔的锪钻。
第3页/共18页
柱形锪钻起主要切削作用的是端面刀刃, 螺旋槽的斜角就是它的前角
锪钻样本
.120
3
61150001 61216 61150002 61221 61150003 61226
1-1/2 3/4*
.250
3-1/2
61200001 61231 61200002 61236 61200003 61241
2
3/4*
.500
3-3/4
61250001 61246 61250002 61251 61250003 61256
Three Flute Series 893 90° Micro-Stop Series 83 Micro-Stop Series 83TC Micro-Stop Series 84 Micro-Stop Series 84TC Micro-Stop Series 86 Micro-Stop Series 87 Countersink Pilot Series 850 Countersink Pilot Series 851 Micro-Stop Fixtures Series 80 Non-Marking Pad
1/4
.045
2
61037501 61076 61037502 61081 61037503 61086 61037504 61091 61037506 61096 3/8
1/4
.060
2
61050001 61101 61050002 61106 61050003 61111 61050004 61116 61050006 61121 1/2
1/4
.060
2
61062501 61126 61062502 61131 61062503 61136 61062504 61141 61062506 61146 5/8
3.3 扩孔钻、锪钻、镗刀
主要内容
扩孔钻、锪钻和镗刀
绞刀
复合孔加工刀具
扩孔钻、锪钻和镗刀
一、扩孔钻
结构特点:
与麻花钻相似,一般有3-4齿,导向性好。 无横刃,改善了切削条件。 容屑槽较浅,钻心较厚,强度和刚度较高。
扩孔钻、锪钻和镗刀
一、扩孔钻
用途:
250mm。 广泛用于数控机床。
扩孔钻、锪钻和镗刀
三、镗刀----双刃镗刀 3.浮动镗刀 特点:
浮动镗刀装入镗杆装
入方孔中,无需夹紧, 自动定心。 无法纠正预加工孔的 直线性误差和位置误 差。 结构简单、刃磨方便。
绞刀
用途: 用于中小直径孔的半精加工和精加工。 特点: 加工余量小,齿数多,刚性和导向性 好。加工精度可达IT7-IT6 。
特点:
调节尺寸容易、调节精度高,用于精加工。
扩孔钻、锪钻和镗刀
三、镗刀----双刃镗刀 1.固定式镗刀块 特点:
镗刀块刚性好,
容屑空间大,切削 效率高。 适于粗镗、半精 镗、锪沉孔或锪端 面、加工箱体孔系。
扩孔钻、锪钻和镗刀
三、镗刀----双刃镗刀 2.滑槽式双刃镗刀 特点:
镗孔范围直径25-
第二节 铰刀
一、铰刀的结构、种类与用途
第二节 铰刀
一、铰刀的结构、种类与用途 铰刀按使用方式可分为手用铰刀和机用铰刀
第二节 铰刀
二、铰削过程特点 铰削时余量较小、切削厚度很薄,铰削过程 是一个非常复杂的切削、挤压和磨擦过程。
复合孔加工刀具
定义:
复合孔加工刀具是由两把或两把以上同类或
用于扩大孔径、提高加工孔质量。 用于也的最终加工或者铰孔、磨孔前的预
对航标带导柱的端面锪钻的礼充
带 端一 摧的面
非常好 的刀具 ,它与 自磨锋角 ( 顶角 )为 10 。 8
蒋
带导 柱 的端 面 锪钻 是 加 工 台 阶孔 的一 种 扩张量来确定它的公差带的上限 ,以零件台
阶孔的尺寸公差 的 O 5倍作 为它的公差带的 . 3 的麻 花钻 头相 比 ,具 有 加 工零 件 高效 、高 精 宽度 .从而确 定 它 的公差 带 的下 限 ( 图 2) 见 - 度的优点 。在加工多个相同几何形状的台阶 fl ,尤 其显示 出它 的优 越性 。 L ̄ t
2 内窖 耍 完整 在 “ 绘文”中、没有规定 图样 的修 改条 文。 1款 中 “ (1) 图样 必须 按 照有关 制网 的
发表 了于秀民等同志 的 “ 绘制零件图和装配 现行 国 家标 准及 企 业标 准或 规 定 绘制 ,达 到 网 的一 般 要求 ”一文 ( 称 “ 文”) 下 绘 .可见 正确 、完 整 、统 一 、清 晰 。 是 否改 为 “ ) ” (I 图样 … …绘 制 ,达 到 标 准 、正确 、完 整 、清 他们在标准化管理方 面做 了细致 的工作 。学 习后 ,有下列 问题想 与于秀 民同志商榷 ,供 晰 。 ”加 人 “ 准 ”是 最 重 要 的 , 因为 绘 制 标
基本 白径 :
≤3
罔 I 压 紧盘 筋 陲 l
零件孔公差带
+ l0 0 4 0 + .8 O10 0 + .2 o2 0 0 + 7 o2 0 0 + 3 03 0 0 + 9 03 o 0
锪钻极跟偏 差
+ 8 00 4 + 3 00 5 + 18 0 0
径尺寸偏 差是 以被加工零件孔的尺寸公差为 基数,即以零件台阶孔的尺寸公差的 0 倍为 . 4
3 2 >3 - 0 0- 5