DIN20043-煤矿液压系统管件接头资料
常用液压软、硬管选取、安装参考作业指导书
常用液压软、硬管选取、安装参考作业指导书常用液压软、硬管选取、安装参考作业指导书 (1)一、常用液压软管选取、安装参考标准 (1)1、常用液压软管标准: (1)2、液压胶管的几点注意事项: (2)3、胶管在装卸过程中,应注意如下几点: (2)4、软管贮存: (3)5、液压软管安装要点: (3)二、常用液压钢管选取、安装参考标准 (4)1、焊接式管接头 (4)2、直通焊接管接头各部分零件标准(图4): (4)3、安装要点: (4)4、焊接式管接头技术要求: (5)5、直通焊接管接头体坡口标准(表1)(图5): (5)6、直通焊接管接头接管坡口标准(表2)(图6): (6)三、液压胶管管径、层数与工作压力关系(表3): (7)四、液压钢管公称通径、外径、壁厚及工作压力关系(表四):(8)五、钢制管法兰焊接接头和坡口尺寸: (9)六、配管 (14)常用液压软、硬管选取、安装参考作业指导书一、常用液压软管选取、安装参考标准1、常用液压软管标准:1)A型液压软管标准GB/T9065.1-1988(图1)2)B型液压软管标准GB/T9065.2-1988(图2)3)C型液压软管标准GB/T9065.3-1988(图3)4)钢丝编织液压软管的标准为:DIN EN 853、SAE J517、GB/T 3683-2011、ISO1436。
(图1)(图2)(图3)2、液压胶管的几点注意事项:1)、胶管及胶管总成只能用于输送所设计的物料,否则会减少使用寿命或失效。
2)、正确使用胶管的长度,胶管在高的压力下长度发生变化(-4%-+2%)以及机械运动引起的长度变化。
3)、胶管及胶管总成不应在超过设计工作压力的压力(包括冲击压力)下使用。
4)、胶管及胶管总成所输送的介质温度正常情况下,不应超过-40℃-+120℃,否则会减少使用寿命。
5)、胶管及胶管总成不应在小于胶管最小弯曲半径下使用,避免在靠近管接头处发生弯曲或折曲,否则会阻碍液压传递及输送物料或损坏胶管组合件。
【精选】液压管接头尺寸对照表

液压接头标准液压管接头—螺纹标准二一. 螺纹的分类1. 螺纹分内螺纹和外螺纹两种;2. 按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3. 按线数分单头螺纹和多头螺纹;4. 按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5. 按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二. 米制普通螺纹1. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,2 0表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7M6 1 4.9 5 5.9 M27 3 23.8 24 26.7M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5M16 2 13.8 14 15.7 M48 5 42.5 43 47.5M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.53.2. 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
液压元件国家标准汇总
GB/Z 19848-2005/ ISO/TR10949:2002
液压元件从制造到安装达到和控制清洁度的指南
GB/T 20079-2006
液压过滤器技术条件
GB/T 20080-2006
液压滤芯技术条件
GB/T 20082-2006 ISO 4407:2002
液压传动液体污染采用光学显微镜测定颗粒污染度的方法
液压控制阀油口、底板、控制装置和电磁铁的标识
类别
国家标准号
标准名称
污染控制和液压油液
GB/T 14039-2002 ISO 4406:1999,MOD
液压传动油液固体颗粒污染等级代号
GB/T 14041.2-2007 ISO 2943:1998,IDT
液压滤芯第2部分:材料与液体相容性检验方法
GB/T 14041.3-1993(2001*)neq ISO 2941:1974
液压软管接头连接尺寸卡套式
GB/T 9065.3-1988
液压软管接头连接尺寸焊接式或快换式
GB/T 14034-1993
24°非扩口液压管接头连接尺寸
类别
国家标准号
标准名称
控制产品及元件
GB/T 20081.1-2006
气动减压阀和过滤减压阀第l部分:商务文件中应包含的主要特性和产品标识要求
GB/T 20081.2-2006
液压缸活塞和活塞杆动密封装置用同轴密封件尺寸系列和公差
GB/T 15242.2-1994(2001)
液压缸活塞和活塞杆动密封装置用支承环尺寸系列和公差
GB/T 15242.3-1994 neq ISO 7425-1:1988 ISO 7425-2:1989(2001)
DIN 20043-煤矿接头
DEUTSCHE NORM September 2003Steckverbindungen für HydraulikschlauchleitungenMaße, Anforderungen, Prüfung20043ICS 23.100.40Staple-lock couplings for hydraulic power-transmission circuitsErsatz fürDIN 20043:1987-07VorwortDiese Norm wurde vom Arbeitsausschuss …Schlauchleitungen“ des Normenausschusses Bergbau (FABERG) erarbeitet.Anhang A dient der Erläuterung und ist informativ.ÄnderungenGegenüber DIN 20043:1987-07 wurden folgende Änderungen vorgenommen:a) Zusätzliche Nennweiten aufgenommen.b) Druckreihe B aus Tabelle 1 gestrichen.c) Die verbliebenen Werte der Druckreihe A werden auf 4SP- und 2ST-Schläuche abgestimmt.d) Kupplungsklammer Form KB gestrichen und Form KC aufgenommen.e) Bezugsnormen und Angaben aktualisiert.f) Norm redaktionell überarbeitet.Frühere Ausgaben DIN 20043: 1987-07Fortsetzung Seite 2 bis 12Normenausschuss Bergbau (FABERG) im DIN Deutsches Institut für Normung e. V.Normenausschuss Maschinenbau (NAM) im DIN©DIN Deutsches Institut für Normung e.V. . Jede Art der Vervielfältigung, auch auszugsweise,Ref.Nr. DIN 20043:2003-09nur mit Genehmigung des DIN Deutsches Institut für Normung e. V., Berlin, gestattet.Preisgr. 07Vertr.-Nr. 0007Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 BerlinDIN 20043:2003-0921 AnwendungsbereichDiese Norm gilt für Steckverbindungen vornehmlich für den Anschluss von Hydraulikschlauchleitungen aus Schläuchen nach DIN 20021, DIN EN 853, DIN EN 856 und DIN EN 857. Die Werte für den maximalen Arbeitsdruck nach Tabelle 1 gelten für hydraulischen Grubenausbau und Betriebsmittel zur Staubbekämpfung.Diese Norm legt fest –die maximalen Arbeitsdrücke,–die Anschlussmaße aller Einzelteile,–alle weiteren erforderlichen Festlegungen für die zugehörigen Kupplungsklammern, O-Ringe und Stützringe,–die Mindestberstdruckwerte,–die Anforderungen an die Impulsdruckprüfung.In Tabelle 1 sind die maximalen Arbeitsdrücke für Steckverbindungen im Bergbau angegeben. Sie gelten für hydraulischen Grubenausbau und Betriebsmittel zur Staubbekämpfung.Tabelle 1 — Maximaler ArbeitsdruckNennweiteDNMaximaler Arbeitsdruckbar 664010530125001945025400313003814551130DIN 20043:2003-092 Normative VerweisungenDiese Norm enthält durch datierte oder undatierte Verweisungen Festlegungen aus anderen Publikationen. Diese normativen Verweisungen sind an den jeweiligen Stellen im Text zitiert, und die Publikationen sind nachstehend aufgeführt. Bei datierten Verweisungen gehören spätere Änderungen oder Überarbeitungen dieser Publikationen nur zu dieser Norm, falls sie durch Änderung oder Überarbeitung eingearbeitet sind. Bei undatierten Verweisungen gilt die letzte Ausgabe der in Bezug genommenen Publikation (einschließlich Änderungen).DIN 3771-4, Fluidtechnik – O-Ringe – Form- und Oberflächenabweichungen.DIN 20021, Fluidtechnik – Schläuche mit Einlage – Ergänzungen zu DIN EN 853 bis DIN EN 857.DIN 24320, Schwerentflammbare Hydraulikflüssigkeiten – Gruppe HFAE, Eigenschaften, Anforderungen.DIN 51524-1, Druckflüssigkeiten – Hydrauliköle – Hydrauliköle HL – Mindestanforderungen.DIN 51524-2, Druckflüssigkeiten – Hydrauliköle – Hydrauliköle HLP – Mindestanforderungen.DIN EN 853, Gummischläuche und -schlauchleitungen – Hydraulikschläuche mit Drahtgeflechteinlage –Spezifikation; Deutsche Fassung EN 853:1996.DIN EN 856, Gummischläuche und -schlauchleitungen – Hydraulikschläuche mit Drahtspiraleinlage – Spezifikation; Deutsche Fassung EN 856:1996.DIN EN 857, Gummischläuche und -schlauchleitungen – Kompakthydraulikschläuche mit Drahtgeflechteinlage –Spezifikation; Deutsche Fassung EN 857:1996.DIN EN 10083-1, Vergütungsstähle – Technische Lieferbedingungen für Edelstähle (enthält Änderung A1:1996); Deutsche Fassung EN 10083-1:1991 + A1:1996.DIN EN 10270-1, Stahldraht für Federn – Teil 1: Patentiert-gezogener unlegierter Federstahldraht; Deutsche Fassung EN 10270-1:2001.DIN EN 10270-3, Stahldraht für Federn – Teil 3: Nichtrostender Federstahldraht; Deutsche Fassung EN 10270-3:2001.DIN EN 10277-3, Blankstahlerzeugnisse – Technische Lieferbedingungen – Teil 3: Automatenstähle;Deutsche Fassung EN 10277-3:1999.DIN EN 10278, Maße und Grenzabmaße von Blankstahlerzeugnissen; Deutsche Fassung EN 10278:1999.DIN EN ISO 1043-1, Kunststoffe – Kennbuchstaben und Kurzzeichen – Teil 1: Basis–Polymere und ihre besonderen Eigenschaften (ISO 1043-1:2001); Deutsche Fassung EN ISO 1043-1:2002.DIN EN ISO 1402, Gummi– und Kunststoffschläuche und -schlauchleitungen – Hydrostatische Prüfung(ISO 1402:1994); Deutsche Fassung EN ISO 1402:1996.DIN EN ISO 6803, Gummi– und Kunststoffschläuche und -schlauchleitungen – Hydraulik-Druck-Impulsprüfung ohne Biegung (ISO 6803:1994); Deutsche Fassung EN ISO 6803:1997.DIN ISO 1629, Kautschuk und Latices – Einteilung, Kurzzeichen; Identisch mit ISO 1629:1987.DIN ISO 2768-1, Allgemeintoleranzen – Toleranzen für Längen- und Winkelmaße ohne einzelne Toleranzeintragungen; Identisch mit ISO 2768-1:1989.3DIN 20043:2003-0943 Maße, Bezeichnung3.1 AllgemeinesAllgemeintoleranzen: DIN ISO 2768 - mDie Steckverbindung und ihre Einzelteile brauchen den bildlichen Darstellungen nicht zu entsprechen; nur die angegebenen Maße sind einzuhalten.Maße für alle Bilder in Millimeter.3.2 SteckverbindungLegende 1Stecknippel 2Steckmuffe3Kupplungsklammer 4O-Ring 5Stützring 6Fassung 7SchlauchBild 1 — SteckverbindungBezeichnung einer vollständigen Steckverbindung mit Kupplungsklammer Pos.-Nr 3 (KA3) für Schlauch-Nennweite 19:Steckverbindung DIN 20043 – KA3 – 19Tabelle 2 — StücklisteNormbezeichnungPos.-Nr Stückzahl Benennung Identifizierung a Einzelheiten 1Stecknippel DIN 20043 – 1 ...nach 3.3.12SteckmuffeDIN 20043 – 2 ...Nach 3.3.23Kupplungsklammer DIN 20043 – KA3 ...nach 3.3.34O-Ring DIN 20043 – 4 ...nach 3.3.451StützringDIN 20043 – 5 ...nach 3.3.5aDer Identifizierungsblock ist um die gewünschten Merkmale zu ergänzen.DIN 20043:2003-0953.3 Einzelteile3.3.1 Stecknippel (Pos.-Nr 1)Form nach Wahl des HerstellersForm ohne HebelnutBild 2 — Stecknippel ohne HebelnutForm mit HebelnutBild 3 — Stecknippel mit HebelnutDIN 20043:2003-096Bezeichnung eines Stecknippels (Pos.-Nr 1) für Schlauch-Nennweite 19:Stecknippel DIN 20043 – 1 – 19Tabelle 3 — StecknippelMaße in MillimeterSchlauch-NennweiteDN b 10,1±b 21+b 31,00-b 40,1±b 50,2±b 6ad 1d9d 2e8d 32,00-d 4h10d 51,0+d 6bmax.d 7max.l 1max.615108,56,8419963103,1201413,510,872614691222241817,51410311875191855,1292422,52016368925393129272044103313,62467,111–463836342554–12338–554745423563–145515,02787,213–645655514476–165aNicht für Nippel an Rohrleitungen bNur für Pressfassungen 3.3.2 Steckmuffe (Pos.-Nr 2)Form nach Wahl des Herstellers.Runde FormBild 4 — Steckmuffe runde FormDIN 20043:2003-097Eckige FormBild 5 — Steckmuffe eckige FormBezeichnung einer Steckmuffe (Pos.-Nr 2) für Schlauch-Nennweite 19:Steckmuffe DIN 20043 – 2 – 19Tabelle 4 — SteckmuffeMaße in Millimeters1 a s2 aSchlauch-NennweiteDNd 8H8d 9D10d 101,0+e 12,0+e 21+e 3min.f0,2±min.max.min.max.6101513451014201856121824225,56,5192429671527276734253139363138468,59203343784,55,5384755527,597515664911,52338618137,59aDie äußere Form der Steckmuffe ist nicht festgelegt.3.3.3 Kupplungsklammer (Pos.-Nr 3)Legende 1ballig angefast auf Länge l 4Bild 6 — Kupplungsklammer Form KADIN 20043:2003-098Bezeichnung einer Kupplungsklammer Form KA (Pos.-Nr 3) für Schlauch-Nennweite 19:Kupplungsklammer DIN 20043 – KA 3 – 19Tabelle 5 — Kupplungsklammer KAMaße in Millimeterb 7r 3aSchlauch-NennweiteDNb 60,5±Grenzab-maßek l 22,0+l 31+l 4min.r 1min.max.67,538274,51012,5423071216,54834919215,245540311,50,10,2252874551531357,00,2±68363518,50,20,3aAlle KantenLegende 1Kante gerundetBild 7 — Kupplungsklammer Form KCBezeichnung einer Kupplungsklammer Form KC (Pos.-Nr 3) für Schlauch-Nennweite 38:Kupplungsklammer DIN 20043 – KC 3 – 38Tabelle 6 — Kupplungsklammer KCMaße in Millimeterb 7r 3aSchlauch-NennweiteDN b 60,5±Grenzab-maßek l 22,0+l 31+l 4min.r 1min.max.3845856551558,0±0,4695755120,20,5aAlle KantenDIN 20043:2003-0993.3.4 O-Ring(Pos.-Nr 4)Bild 8 — O-RingBezeichnung eines O-Ringes (Pos.-Nr 4) für Schlauch-Nennweite 19:O-Ring DIN 20043 – 4 – 19Tabelle 7 — O-RingMaße in Millimeterd 11d12Schlauch-NennweiteDN Grenzab-maße Grenzab-maße660,16 ±10100,2 ±20,08±12130,25±1919252531332,5384051490,4±30,09±3.3.5 Stützring (Pos.-Nr 5)Bild 9 — StützringBezeichnung eines Stützringes (Pos.-Nr 5) für Schlauch-Nennweite 19:Stützring DIN 20043 – 5 – 19DIN 20043:2003-0910Tabelle 8 — StützringMaße in Millimeter Schlauch-NennweiteDNd131,0+d141,0-a0,1±66,810,11010,814,1121418,1192024,1252731,1313438,10,83841,846,85150,855,81,54 Werkstoff4.1 Stecknippel11SMnPb30 + C (Werkstoffnummer 1.0718) nach DIN EN 10277-3 oder Werkstoff mindestens gleicher Festigkeit nach Wahl des Herstellers.4.2 Steckmuffe11SMnPb30 + C (Werkstoffnummer 1.0718) nach DIN EN 10277-3 oder Werkstoff mindestens gleicher Festigkeit nach Wahl des Herstellers.4.3 KupplungsklammerFederstahl entsprechend Drahtsorte SM nach DIN EN 10270-1 oder Vergütungsstahl nach DIN EN 10083-1 oder Stahl X10CrNi18-8 (Werkstoff-Nr 1.4310) nach DIN EN 10270-3.Verwendbares Halbzeug: Vierkantstahl nach DIN EN 10278.4.4 O-RingAcrylnitril-Butadien-Kautschuk, Kurzzeichen NBR nach DIN lSO 1629 mit Shore-A-Härte 88 ± 3 und Sortenmerk-mal: N nach DIN 3771-4.Der Werkstoff muss beständig sein gegen HFA E-Druckflüssigkeiten (Öl-in-Wasser-Emulsionen) nach DIN 24320, gegen Brauchwasser und gegen Hydrauliköle nach DIN 51524-1 und DIN 51524-2; für andere Druckflüssigkeiten sind geeignete Werkstoffe zu verwenden.4.5 StützringPolyamid, Kurzzeichen PA 12 nach DIN EN ISO 1043-1. Die Verwendung von Regenerat ist für die Herstellung nicht zugelassen.5 Ausführung5.1 Steckanschluss (Stecknippel und Fassung)Nach Wahl des Herstellers; Korrosionsschutzart nach Wahl des Herstellers.DIN 20043:2003-09115.2 SteckmuffeAusführung nach Vereinbarung; Korrosionsschutzart nach Wahl des Herstellers.5.3 KupplungsklammerAusführung nach Vereinbarung; Korrosionsschutzart nach Wahl des Herstellers.5.4 O-RingGraphitiert oder geölt nach Wahl des Herstellers.5.5 StützringBei Nenngrößen größer als DN 10 Schlitz spanlos schräg geschnitten.6 Anforderungen, Prüfung6.1 AllgemeinesDie Steckverbindungen müssen die in 6.2 und 6.3 genannten Anforderungen erfüllen. Für die Prüfung gelten DIN EN ISO 1402 und DIN EN ISO 6803.6.2 BerstdruckDicht bis zum Erreichen der Berstdruckwerte nach Tabelle 9 .Tabelle 9 — BerstdruckSchlauch-Nennweite 610121925313851Berstdruck min.160013201660140011208403603206.3 ImpulsdruckDicht und formbeständig bis zum Erreichen von 50 000 Lastwechseln beim Prüfdruck = Maximaler Arbeitsdruck nach Tabelle 1.DIN 20043:2003-0912Anhang A (informativ) ErläuterungenDie Norm geht von den Anforderungen des Bergbaus aus, der die Steckverbindungen nur im verwendungsfertigen Zustand benutzt. Aus diesem Grunde stehen die für die gegenseitige Austauschbarkeit erforderlichen Anschluss-und Begrenzungsmaße sowie die Verträglichkeit mit der vom hydraulischen Grubenausbau vorgegebenen Druckbelastung im Vordergrund.Zum Anwendungsbereich und den Anforderungen an Steckverbindungen im Bergbau hat der Steinkohlenbergbauverein die Betriebsempfehlung Nr. 25, Ausgabe Januar 1985, herausgegeben: …Sicherheitliche Gesichtspunkte für den Einsatz von Hydraulik-Schlauchleitungen.“ (Bezugsquelle: Verlag Glückauf, Essen)Die zusätzliche Nut beim Steckanschluss für Schlauch-Nennweiten 6, 10 und 12 wird Hebelnut genannt. An dieser …Demontagenut“ kann ein Werkzeug angesetzt werden, um das Ende des Stecknippels aus der Steckmuffe herauszuhebeln, falls die Schlauchleitung im Nippel bricht und das abgebrochene Ende in der Muffe festsitzt.。
液压管接头标准课件资料
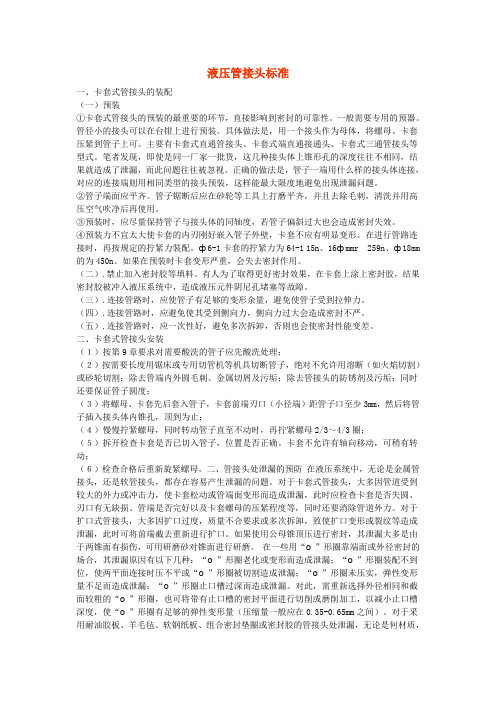
液压管接头标准一、卡套式管接头的装配(一)预装①卡套式管接头的预装的最重要的环节,直接影响到密封的可靠性。
一般需要专用的预器。
管径小的接头可以在台钳上进行预装。
具体做法是,用一个接头作为母体,将螺母、卡套压紧到管子上可。
主要有卡套式直通管接头、卡套式端直通接通头、卡套式三通管接头等型式。
笔者发现,即使是同一厂家一批货,这几种接头体上锥形孔的深度往往不相同,结果就造成了泄漏,而此问题往往被忽视。
正确的做法是,管子一端用什么样的接头体连接,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。
②管子端面应平齐。
管子锯断后应在砂轮等工具上打磨平齐,并且去除毛刺,清洗并用高压空气吹净后再使用。
③预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。
④预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。
在进行管路连接时,再按规定的拧紧力装配。
ф6-1卡套的拧紧力为64-1 15n、16фmmr 259n、ф18mm 的为450n。
如果在预装时卡套变形严重,会失去密封作用。
(二).禁止加入密封胶等填料。
有人为了取得更好密封效果,在卡套上涂上密封胶,结果密封胶被冲入液压系统中,造成液压元件阴尼孔堵塞等故障。
(三).连接管路时,应使管子有足够的变形余量,避免使管子受到拉伸力。
(四).连接管路时,应避免使其受到侧向力,侧向力过大会造成密封不严。
(五).连接管路时,应一次性好,避免多次拆卸,否则也会使密封性能变差。
二、卡套式管接头安装(1)按第9章要求对需要酸洗的管子应先酸洗处理;(2)按需要长度用锯床或专用切管机等机具切断管子,绝对不允许用溶断(如火焰切割)或砂轮切割;除去管端内外圆毛刺、金属切屑及污垢;除去管接头的防锈剂及污垢;同时还要保证管子圆度;(3)将螺母、卡套先后套入管子,卡套前端刃口(小径端)距管子口至少3mm,然后将管子插入接头体内锥孔,顶到为止;(4)慢慢拧紧螺母,同时转动管子直至不动时,再拧紧螺母2/3~4/3圈;(5)拆开检查卡套是否已切入管子,位置是否正确。
液压油管接头标准液压管接头的资料百科

液压油管接头标准液压管接头的资料百科000管接头的分类液压软管、高压球阀、意向奇的快速接头、卡套式管接头、烧焊式管接头、高压软管。
过渡式管接头、卡套式管接头、三通式管接头、非标式管接头、扩口式管接头、直角式管接头、扭转式管接头、快速接头、不锈钢管接头、铜接头。
液压管接头和平凡管接头的差别最大的最显著的区另外就是液压的压力是大的惊人的,液压油管突然爆裂油的冲击力是很大的。
我如许说,肯定不能用平凡的替代专用的接头,因为液压的都是可以承受很大压力的,平凡的最多0.5个气压就已经快不行了,现在我们的液压管接头技能比起外洋来差距太大,液压英才网提示各位液压届的伴侣要多多交流发展神州自己的液压管接头技能。
类型布局图独特之处表及规范号烧焊式管接头利用接受与管子烧焊。
接头体和接受之间用o形密封圈端面密封。
布局简略,易制造,密封性好,对管子尺寸精密度要求不高。
要求烧焊质量高,装拆不便。
事情压力可达31.5mpa,事情温度-25~80℃,合用于以油为媒质的管路系统表6~14小鸡鸡966~1003-1977卡套式管接头利用卡套变型卡住管子并举行密封,布局先进,性能杰出,重量轻,体积小,施用利便,广泛应用于液压系统中。
事情压力可达31.5mpa,要求管子尺寸精密度高,需用冷拔钢管。
卡套精密度亦高。
合用于油、气及一般腐化性媒质的管路系统表15~26gb3733.1~3765-1983扩口式管接头利用管子端部扩口举行密封,不需其他密封件。
布局简略,合用于薄壁管件联接合用于油、气为媒质的压力较低的管路系统,允许施用压力见表41表27~41gb5625.1~5653-1985插进去烧焊式管接头将需要长度的管子插进去管接头直至管子端面与管接头内端接触,将管子与管接头烧焊成一体,可省去接受,但要求管子尺寸严格合用于油、气为媒质的管路系统表43~49小鸡鸡3878-1985锥密封烧焊式管接头接受一端为外锥表面加o形密封圈与接头体的内锥表面相配,用螺纹拧紧。
4103-2004钢制管道焊接验收标准
SY/T 4103--2004钢质管道焊接及验收1 范围本标准适用于使用碳钢钢管、低合金钢钢管及其管件,输送原油、成品油及气体燃料等介质的长输管道、压气站管网和泵站管网的安装焊接。
适用的焊接接头型式为对接接头、角接接头和搭接接头,适用的焊接方法为焊条电弧焊、埋弧焊、熔化极及非熔化极气保护电弧焊、药芯焊丝自保护焊、气焊和闪光对焊,以及上述方法之间相互组合的焊接方法。
适用的焊接位置为固定焊、旋转焊,或者两种位置的结合。
本标准规定了对管道安装焊接接头进行破坏性试验验收标准、射线检测、超声波检测、磁粉检测及渗透检测验收标准。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是标注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 3091 低压流体输送用焊接钢管(ISO 559:1991,Steel Tubes for Water and Sewage SecondEdition,NEQ)GB/T 3375 焊接名词术语GB/T 5117 碳钢焊条(ANSI/AWS A5.1:1991 Covered Carbon Steel Arc WeldingElectrodes,EQV)页脚内容1GB/T 5118 低合金钢焊条(ANSI/AWS A5.5:1981 Low Alloy Steel Covered Arc Welding Electrodes,NEQ)GB/T 5293 埋弧焊用碳钢焊丝和焊剂(ANSI/AWS A5.17:1989 ,EQV)GB/T 8110 气体保护电弧焊用碳钢、低合金钢焊丝(ANSI/AWS A5.18:1979 ,Carbon Steel Filler Metals for Gas Shielded Arc Welding,NEQ)GB/T 8163 输送流体用无缝钢管(ISO 559:1991,Steel Tubes for Water and Sewage Second Edition,NEQ)GB/T 97ll.1 石油天然气工业输送钢管交货技术条件第一部分:A级钢管(ISO 3183:1996,EQV) GB/T 10045 碳钢药芯焊丝(ANSI/AWS A 5.20:1995, Carbon Steel Electrodes for Flux Cored Arc welding,EQV)GB/T 12470 埋弧焊用低合金钢焊丝和焊剂(ANSI/AWS A 5.23,NEQ)GB/T 13793 直缝电焊钢管(JIS G3444:1988, Carbon Steel Tubes for General Structural Purposes,NEQ)GB/T 14957 熔化焊用钢丝GB/T 14958 气体保护焊用钢丝页脚内容2GB/T 17493 低合金钢药芯焊丝(ANSI/AWS A 5.29:1980,EQV)JB/T 7902 线型像质计SY/T 0327 石油天然气钢质管道对接环焊缝全自动超声波检测(API STD 1104:1999,Weldingof Pipelines and Related Facilities,NEQ;ASTM E1961:1998, Standard Practice for Mechanized Ultrasonic Examination of Girth Welds Using Zonal Discrimination with Focused Search Units E,NEQ)SY/T 5038 普通流体输送管道用螺旋缝高频焊钢管(API SPEC 5L,Specification for LinePipe,NEQ)国质检锅[2003]248号中华人民共和国国家技术监督局《特种设备无损检测人员考核与监督管理规则》API RP 2201 rocedures for Welding or Hot Tapping on Equipment in ServiceAPI Spec 5L 线管规范(API SPEC 5L,Specification for Line Pipe)API Std 1104 管道及相关设施的焊接(Welding of Pipelines and Related Facilities)ASTM E92金属材料维氏硬度的测试方法Standard Test Method for Vickers Hardness of Metallic Materials E)页脚内容3ASTM E165 液体渗透剂检验的标准试验方法(Standard Test Method for Liquid Penetrant Examination) ASTM E709 粉检验指南(Guide for Magnetic Particle Examination)ASTM E1025 用于放射学的孔型像质指示计的设计,制造(Standard Practice for Design,Manufacture,and Material Grouping Classification of Hole-Type Image Quality Indicators (IQI) Used for Radiology) ASTM E747 用金属丝透度计进行射线实验的质量控制标准方法(Standard Practice for Design, Manufacture and Material Grouping Classification of Wire Image Quality Indicators (IQI) Used for Radiology) AWS A5.1 碳钢药皮电弧焊焊条(Covered Carbon Steel Arc Welding Electrodes)AWS A5.2 铸铁和钢质气焊焊丝(Iron and Steel Oxyfuel Gas Welding Rods)AWS A5.5 低合金钢药皮电弧焊焊条(Low Alloy Steel Covered Arc Welding Electrodes)AWS A5.17 埋弧焊碳钢焊丝及焊剂(Carbon Steel Electrodes and Fluxes for Submerged-Arc Welding)AWS A5.18 气保护电弧焊碳钢填充金属(Carbon Steel Filler Metals for Gas Shielded Arc Welding)AWS A5.20 碳钢药芯电弧焊焊丝(Carbon Steel Electrodes for Flux Cored Arc welding)AWS A5.28 气体保护电弧焊低合金钢填充金属(Low-Alloy Steel Filler Metals for Gas Shielded Arc Welding)页脚内容4AWS A5.29 低合金钢药芯电弧焊焊丝(Low-Alloy Steel Electrodes for Flux C ored Arc Welding) 3定义3.1 业主company工程的主管单位或建设单位,或由其委派或授权的单位或代表。
液压管接头标准全解
液压管接头标准关于液压管路工程机械2009-10-25 17:46:09 阅读121 评论0 字号:大中小★问:多大压力才算高压阀?答:真空阀工作压力低于标准大气压的阀门。
低压阀公称压力PN 小于1.6MPa的阀门。
中压阀公称压力PN 2.5~6.4MPa的阀门。
高压阀公称压力PN10.0~80.0MPa的阀门。
超高压阀公称压力PN大于100MPa的阀门。
★问:高压胶管怎么选择?答:1. 最高工作压力;2. 长度变化;最高工作压力下的长度变化3. 耐压;2倍最高工作压力承载力4. 最小爆破压力;4倍最高工作压力5. 最小通流量;最小截面直径6. 脉冲;瞬态改变或周期性●标准回答:液压胶管是液压系统以及设备中重要的连接件,能承受高压,能方便拆卸,在液压行业中应用非常广泛。
液压胶管由内外的橡胶层和里面的钢丝编织层构成,根据液压胶管的承受压力不同,里面的钢丝层数不同,一般钢丝层从1层到6层,承受的压力最高能达到60MPA。
液压胶管的内层橡胶为耐矿油,生物油,膨胀性好的合成橡胶,外层为耐磨抗老化橡胶。
中间为高抗拉钢丝缠绕层。
液压胶管适合介质为:矿物油,油水混合物,聚乙二醇基油,合成脂基油,菜籽油等。
常用的胶管的适合工作温度为:-40℃--100℃,最高温度为125℃。
正确的选择胶管,可以保证整个液压系统的安全,合理的安排空间,更好地控制成本。
主要注意以下几点:第一,根据系统的压力,选择胶管的钢丝层数,压力高,钢丝的层数多。
每种胶管都有一个最大的工作压力,胶管的爆破压力为最大工作压力的4倍。
胶管耐压越高,价格就会变高,所以根据实际的系统压力,选择的胶管的最大工作压力比实际工作压力大点可以了。
如果系统冲击压力频繁的话,选用特别耐脉冲的胶管。
第二,根据流量选择胶管的内径,管径过小会加大管内介质的流速,使系统发热,降低效率,而且会产生过大的压降,影响整个系统的系能,管径过大会增加成本,所以胶管内径要适当。
当胶管用管夹固定或胶管穿过钢板等间隔物时,也要注意胶管的外径尺寸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
月DIN20043:2003-091 应用范围本标准适用于DIN20021、DIN EN853、DIN EN856和DIN EN857标准规定的软管与液压塑胶管连接的插接器。
表格1规定的最大工作压力值适用于液压矿山支架和防尘运行设备。
本标准规定了- 最大工作压力,- 所有单个部件的连接尺寸,- 所属锁扣、O型环和垫圈所有其它必要的规定,- 最低破裂应力值,- 对脉冲压力检测的要求。
表格1规定了矿山用插接器的最大工作压力。
它们适用于液压矿山支架和防尘运行设备。
表格1 –最大工作压力第2页DIN20043:2003-09 2 引用标准本标准通过标注日期或未标注日期的引用包含了其它出版物的规定。
这些引用标准出现在文中相应的段落,在其后面注明了出版物。
出现标注日期的引用是因为该出版物后来经过的修订或加工使此条标准通过修订或加工得到了补充。
未标注日期的引用则以涉及的出版物(包括修订)最后一版为准。
DIN 3771-4,射流技术- O型环–形状与表面误差。
DIN 20021,射流技术–带套管的塑胶管– DIN EN 853至DIN EN 857标准的补充。
DIN 24320,阻燃液压油– HFAE组别,特性,要求。
DIN 51524-1,压力液体- 液压油- 液压油HL –最低要求。
DIN 51524-2,压力液体- 液压油- 液压油HLP –最低要求。
DIN EN 853:1997-02,橡胶管材与塑胶管线–带金属丝网套管的液压管材–技术规范;德文版EN 853:1996。
DIN EN 856,橡胶管材与塑胶管线–带钢丝螺旋线套管的液压管材–技术规范;德文版EN 856:1996。
DIN EN 857,橡胶管材与塑胶管线–带金属丝网套管的整体液压管材–技术规范;德文版EN 857:1996。
DIN EN 10083-1,调制钢–特种钢技术交货条件(包括修订版A1:1996);德文版EN 10083-1:1991 + A1:1996。
DIN EN 10270-1,弹簧钢丝–部分1:涉及专利的合金弹簧钢丝;德文版EN 10270-1:2001。
DIN EN 10270-3,弹簧钢丝–部分3:不锈钢弹簧钢丝;德文版EN 10270-3:2001。
DIN EN 10277-3,冷拔钢材产品–技术交货条件- 部分3:易切削钢;德文版EN 10277-3:1999。
DIN EN 10278,冷拔钢材产品的尺寸和极限偏差;德文版EN 10278:1999。
DIN EN ISO 1043-1,合成材料–字母代码与缩写–部分1:基础聚合物及其特性(ISO 1043-1:2001);德文版EN ISO 1043-1:2002。
DIN EN ISO 1402,橡胶和合成材料软管与塑胶管–静压测试(ISO 1402:1994);德文版EN ISO 1402:1996。
DIN EN ISO 6803,橡胶和合成材料软管与塑胶管–无弯曲液压压力脉冲检测(ISO 6803:1994);德文版EN ISO 6803:1997。
DIN ISO 1629,橡胶和胶乳–分类,缩写;与ISO 1629:1987标准一致。
DIN ISO 2768-1,基本公差–不填写个别公差的长度与角度尺寸公差;与ISO 2768-1:1989标准一致。
第3页DIN20043:2003-093 尺寸、标识3.1 概述基本公差:DIN ISO 2786 – m插接器及其单个部件不必一定符合示意图;只须遵守规定的尺寸。
所有图示的尺寸均以毫米为单位。
3.2 插接器图例1 插头2 插口3 锁扣4 O型环5 垫圈6 接口7 软管图示1 - 插接器软管标称宽度19、带锁扣项目编号3(KA3)的完整插接器的标识:插接器DIN20043 -KA3 -19表格2工件列表项目编号件数标准标识详情名称识别代号a11 插头DIN20043 - 1...根据章节3.3.12 插口DIN20043 - 2...根据章节3.3.23 锁扣DIN20043 - KA3...根据章节3.3.34 O型环DIN20043 - 4...根据章节3.3.45 垫圈DIN20043 - 5...根据章节3.3.5 a识别代号的省略部分将填充为需要的参数。
第4页DIN20043:2003-09 3.3 单个部件3.3.1 插头(项目编号1)形状由生产商自行选择无杠杆槽的形状图示2 - 无杠杆槽的插头有杠杆槽的形状图示3 - 有杠杆槽的插头第5页DIN20043:2003-09软管标称宽度19的插头(项目编号1)标识:插头DIN20043 - 1 -19表格3 - 插头尺寸以毫米为单位软管标称宽度b1+- b2+0b 3-0.1b4+-b5+-ab6d1d9d2e8d3+0.1d4h10d5+0.1bd6最大d7最大I1最大63,1 18 5 5,1 11 22 15 10 8,5 6,8 4 19 9 6310 20 14 13,5 10,8 7 26 14 69123,6 24 18 17,5 14 10 31 18 7519 - 29 24 22,5 20 16 36 - 89 25 24 6 7,1 39 31 29 27 20 44 103 31 46 38 36 34 25 54 123385,0 27 8 7,2 13 - 55 47 45 42 35 63 - 14551 - 64 56 55 51 44 76 - 165 a不适用于管路插头b只适用于压扣接口3.3.2 插口(项目编号2)形状由生产商自行选择圆形图示4 - 圆形插口第6页0.1 0.1 0.2DIN20043:2003-09 角形图示5 - 角形插口软管标称宽度19的插口(项目编号2)标识:插口DIN20043 - 2 -19表格4 - 插口尺寸以毫米为单位软管标称宽度d8H8d9D10d10+0,1e1+0,2e2+1e3最小f+-as1最最小大as1最最小大6 10 15 67 15 27 13 4 5 3 410 14 20 18 5 612 18 24 22 5,5 6,519 24 29 27 6 725 31 39 8.5 9 20 33 36 7 8 4,5 4,531 38 46 4338 47 55 9 11,5 23 38 52 7,5 9 77,5 951 56 64 61 8 13a插口外形未确定。
3.3.3 锁扣(项目编号3)图例1 凸度长度为/4图示6 –形状KA锁扣第7页0,2DIN20043:2003-09软管标称宽度19的形状KA锁扣(项目编号3)标识:锁扣DIN20043 -KA3 -19表格5 - KA锁扣尺寸以毫米为单位软管标称宽度b6+-b7极限偏差K I2+0,2I3+1I4最小r1r1最小a最大6 7,5 5,2 +- 4 38 27 3 4,5 0,1 0,210 12,5 42 30 712 16,5 48 34 919 21 55 40 11,525 28 7,0 6 74 55 5 15 0,2 0,331 35 83 63 18,5a所有边缘图例1 圆化边缘图示7 - 形状KA锁扣软管标称宽度38的形状KC锁扣(项目编号3)标识:锁扣DIN20043 -KC3 -38表格6 - KC锁扣尺寸以毫米为单位第8页软管标称宽度b6+-b7极限偏差K I2+0,2I3+1I4最小r1r3最小a最大38 45 8,0 +-6 85 65 5 12 0,2 0,5 51 55 95 75a所有边缘0,50,20,50,4DIN20043:2003-093.3.4 O型环(项目编号4)图示8 - O型环软管标称宽度19的O型环(项目编号4)标识:O型环DIN20043 - 4 -19表格7 - O型环尺寸以毫米为单位软管标称宽度d11 极限偏差d12 极限偏差6 6 +-2 +-10 10 +-+-12 13 +-2,519 19 +-25 2531 3338 40 351 493.3.5 垫圈(项目编号5)图示9 –垫圈软管标称宽度19的垫圈(项目编号5)标识:垫圈DIN20043 - 5 -19第9页0,6 0,080,20,250,40,09DIN20043:2003-09表格8 - 垫圈4 材料4.1 插头DIN EN 10277-3标准规定的11MnPb30+C(材料编号1.0718)或者生产商自行选定的至少同等强度的材料。
4.2 插口DIN EN 10277-3标准规定的11MnPb30+C(材料编号1.0718)或者生产商自行选定的至少同等强度的材料。
4.3 锁扣DIN EN 10270-1标准规定的符合钢丝种类SM的弹簧钢或者DIN EN 10083-1标准规定的调制钢或者DIN EN 10270-3标准规定的钢材X10CrNi18-8(材料编号1.4310)。
可用半成品:DIN EN 10278标准规定的方形钢。
4.4 O型环DIN ISO 1629标准规定的丁二烯-丙烯腈橡胶,缩写为NBR,肖氏硬度88±3,种类特征:DIN 3771-4标准规定的N。
材料必须能够经受DIN 24320标准规定的HFA E压力液体(油水乳剂),DIN 51524-1和DIN 51524-2标准规定的工业用水和压力油,对于其它压力液体应使用合适的材料。
4.5 垫圈DIN EN ISO 1043-1标准规定的聚酰胺,缩写为PA12。
再生胶不得用于生产制造。
5 规格5.1 插接连接(插头和接口)由生产商自行选定;防腐种类由生产商自行选定。
第10页DIN20043:2003-095.2 插口规格根据约定进行;防腐种类由生产商自行选定。
5.3 锁扣规格根据约定进行;防腐种类由生产商自行选定。
5.4 O型环石墨化或涂油由生产商自行选定。
5.5 垫圈对标称规格大于DN10的开槽进行无切削切割。
6 要求、检验6.1 概述插接器必须符合章节6.2和6.3规定的要求。
检验适用DIN EN ISO 1402和DIN EN ISO 6803标准。
6.2 破裂应力表格9规定的达到破裂应力值的密封性。
表格9 - 破裂应力6.3 脉冲压力检验压力= 最大工作压力时,达到50000负荷变换的密封性与形状不变性参照表格1的规定。
第11页DIN20043:2003-09附件A(参考资料)说明本标准旨在针对矿山的要求,矿山只使用应用状态的插接连接。
鉴于这一原因,首先关注的是进行相互替换必备的连接与限位尺寸,以及承受液压矿山支架规定的压力负荷。
针对矿山领域插接连接的应用范围和要求,煤炭协会于1985年1月颁布了第25号操作建议:“液压塑胶管安全使用要点”。