汽车发动机下缸体低压铸造工艺及模具设计
低压铸造技术在汽车零部件制造中的应用实践

低压铸造技术在汽车零部件制造中的应用实践低压铸造技术在汽车零部件制造中的应用实践一、引言汽车作为现代交通工具的重要组成部分,其安全性、可靠性和节能环保等方面的要求逐渐提高。
汽车零部件作为汽车整车的重要组成部分,其质量和性能直接影响到汽车的整体质量和性能。
因此,如何减少零部件加工过程中的工艺缺陷,提高零部件的精度和质量,成为汽车零部件制造领域亟待解决的问题。
低压铸造技术作为一种新型的铸造工艺,在汽车零部件制造中得到了广泛的应用。
本文将重点探讨低压铸造技术在汽车零部件制造中的应用实践,并分析其优势和存在的问题。
二、低压铸造技术的基本原理和特点低压铸造技术是一种将熔融金属通过压力注入到模具中进行成型的铸造工艺。
其基本原理是,在恒定的压力作用下,将熔融金属通过浇注系统注入到模具中,经过一定的冷却时间后,即可取出成型件。
低压铸造技术具有如下特点:1. 成型精度高:由于低压铸造技术可以实现熔融金属的连续注入,使得金属在模具中的填充速度和压实程度得到了有效控制,从而可以获得更加精确的零部件尺寸和形状。
2. 断面质量好:低压铸造技术可以有效避免熔融金属在注入过程中的气体夹杂、沟纹和冷隔等缺陷,从而可以获得更加均匀和致密的断面质量。
3. 工艺自动化程度高:低压铸造技术可以实现整个铸造过程的自动化控制,包括浇注、冷却和脱模等环节,减少了人工干预,提高了生产效率。
4. 制造周期短:由于低压铸造技术可以实现连续生产,大大缩短了零部件的制造周期,提高了生产效率。
三、低压铸造技术在汽车零部件制造中的应用1. 发动机缸体发动机缸体作为发动机的核心部件,是承受汽缸压力和温度变化的关键部件。
采用低压铸造技术可以有效降低发动机缸体的重量,提高其强度和刚度。
同时,低压铸造技术还可以提高发动机缸体的热传导性能,提高发动机的整体热效率。
2. 变速器壳体变速器壳体是汽车变速器的重要组成部分,其质量和性能直接影响到变速器的传动效率和可靠性。
汽车发动机缸体铸造技术

东风公司生产水套砂芯采用 热芯盒整体砂芯(整体的比组合 的尺寸误差大大减少),这也是当 前国际上比较一致的做法。在制 作上采取了:
粘合工艺可提前进行,组合 好后整体浸涂料,上悬链进行烘 干,彻底干后缓冷,再稍作清整 (外芯头不上涂料,出气孔不能 堵塞),然后和造型线同步。当前 轿车缸体生产多用此法(巴西生 产康明斯C系列也用此法)。多 数厂反应,该工无返修品,铸件 内废1%左右,外废0.2%~0.4%。
下芯时多采用两次定位方 式,一是框架先与砂箱定位,芯 子夹具再沿框架内滑道下移至 型内。这样消除了擦砂磕碰现 象。
缸体主要是照顾几个缸筒 尺寸,涉及芯子的精度。水套芯 形成缸筒外壁,圆棒芯形成缸筒 内壁,选用基准就是要使前后几 个缸筒尺寸变化最小。 1.2水套芯做工艺基准
我公司取缸体水套中间工 艺孔(出砂孔)中心(即3~4缸中 间楔形块定位)作缸体前后方向 基准,这样的基准可将尺寸链减 为最小,保证了缸筒壁厚的均匀
①旧砂温度应控制在35~ 40℃内;
②型砂水分控制在3.1%~ 3.6%,下型应该更低一些;
⑧有效膨润土量7%~8.5%; ④煤粉4%~5.5%。 使其湿压强度稳定在0.13~ 0.16MPa,通气度在1 10—150。 2.2.2改进砂斗:保持型砂性能 稳定,混制与造型的距离越近越 好。为使每班结束时贮砂斗中不 存砂,下一班开始时能用到新制 备的型砂,现已将造型机上方砂 斗由40t容量改为lOt(国外为生 产5:--10箱用量),在砂斗下方每 半小时测试一次型砂性能,不合 格时由回砂皮带立即返回重混, 此举措对减少型废成效显著。 2.2.3提高表面成型及抗粘砂 能力:不少铸造厂在砂型表面喷 耐热涂料(水基用煤气喷干,醇 基点燃干燥),有更多的厂采用 面砂(或用树脂自硬砂),虽然在 型砂表面增加了工序,但对减少 冲砂和表面缺陷、提高表面粗糙 度、减少型废、减少清理工作量 等大有好处。多数厂反应铸件返 修品大量减少,铸件成本降低。
汽车铸铝轮毂低压铸造技术分析

汽车铸铝轮毂低压铸造技术分析低压铸造技术是目前用于汽车铸铝轮毂制造的主要工艺之一,本文将对汽车铸铝轮毂低压铸造技术进行深入分析,探讨其工艺原理、优势以及发展趋势。
一、低压铸造技术的工艺原理低压铸造是一种通过在铸造过程中施加较小的压力来使熔融金属充满模具腔体并凝固成型的铸造工艺。
在汽车铸铝轮毂的制造中,低压铸造技术的工艺原理主要包括以下几个步骤:1. 模具准备:首先需要制备好轮毂的模具,模具的设计和制造对最终产品的质量和性能有着至关重要的影响。
2. 熔炼铝合金:选用合适的铝合金材料,并将其熔化成为熔融状态,以备后续的铸造过程使用。
3. 注射压力控制:将熔融的铝合金注入模具腔体中,并在注入的过程中施加一定的低压力,以确保熔融金属充分填充模具并凝固成型。
4. 凝固成型:在注入过程中施加的低压力有助于减少气孔和缩松等缺陷的产生,最终得到成型完好的铸铝轮毂产品。
二、低压铸造技术的优势相比传统的重力铸造和高压铸造技术,低压铸造技术在汽车铸铝轮毂的制造中具有诸多优势:1. 产品质量稳定:低压铸造技术可以有效地减少气孔、缩松等缺陷的产生,从而得到质量更加稳定的铸铝轮毂产品。
2. 生产效率高:低压铸造技术可以实现自动化生产,生产效率高,可大大降低生产成本和加工周期。
3. 节能环保:低压铸造技术在铸造过程中能够有效地降低能耗,减少废料和排放物的产生,符合现代节能环保的要求。
4. 成本低廉:低压铸造技术相对于高压铸造技术而言,生产设备和工艺要求相对简单,生产成本更加低廉。
5. 制造复杂性零部件能力强:低压铸造技术适用于复杂结构的铸件制造,因此能够满足汽车铸铝轮毂各种复杂结构的制造需求。
三、低压铸造技术的发展趋势随着汽车工业的不断发展和铸造技术的不断创新,低压铸造技术在汽车铸铝轮毂制造中的应用也在不断推进,并呈现出以下发展趋势:1. 自动化程度提高:随着自动化设备和智能制造技术的发展,低压铸造技术在汽车铸铝轮毂制造中的自动化程度将不断提高,生产效率将进一步提升。
汽车发动机缸体低压铸造工艺的设计
箱两件和机体 卧浇 的工艺, 对发 动机浇注 系统 实施优化设 计 , 从 而研 发 出1 . 5 L 的完 整发动机缸体 的制遗 工艺。 此项 工艺的设计 方式在
提 升企业整体 生 产效率 的 同时 , 在产品 的质量 方 面也起 到 了有效 的保 障 , 铸 件的合格 卒 高达9 8 % v  ̄ 上。
的力度 , 当 前 大 部 分 的生 产 厂 家 普 遍 采 取
因为 覆 膜 砂 芯 的表 面 非 常 密 集 。 其 内
的是 多 气 门 电 子 喷 发 动 机 。 在 汽 车 内 部构 部 却 较 为 松 散 , 为 了保 证 水 套 芯 可 以 顺 畅 高 温 过 后 在 进 行 镇 静 工 作 , 剩 余 的熔 渣 可 通常采用在组芯前, 首 先 在 工 艺水 以 全 部 处 理 。 造 中, 缸 体 是 发 动 机 中 最 重要 的 部 件 之 一 , 的排气, 所以 , 铁 水 质 量 的稳 定 性 , 对 伴随 汽车行业 的飞速发展 , 在 汽 车 制 造 业 孔 的 芯头 上 钻 出一 个 6 的排 气 孔 , 来 进行 变 频 感 应 的 熔 炼 有 着 非 常 重 要 的 影 响 - 所
铸 件 的材 质是 以铜 一钼 合 金 构 成 。
具 体 的 生 产 能 力达 到 每 年 3 0 多万台 。 该 公 样 更 加 容 易 更 换 , 方 式 因 为 某 个 砂 芯 的故 防 止 在 浇 注过 环节 中带 人熔 渣 或 者 浮 渣 等 司具 备 西 班 牙 最 新 进 口的 砂 处 理 系 统 以及 障 或 者 是 损 坏 造 成 一 整 套 的 砂 芯 报 废 。 气冲造型线 , 气 冲 造 型 线 可 以 具 体 的 分 为 2 . 3造 型工 艺
轿车铝缸盖的低压铸造工艺与设备(1)
(( ) : &!!’ &)*’# 吴浚郊 " 轿车发动机铝合金缸体和缸盖的铸造技术 " 铸造技术, &!!& (( ) : &+’*&+(
!
结语 随着我国汽车工业的迅猛发展,近二十年来, 国
内的低压铸造工艺与设备有了长足的进步, 设备的控 制精度、 可靠性和稳定性大大提高, 应用范围在不断 扩大。铝缸盖作为轿车发动机的重要部件, 由于其结 构复杂、 性能要求高、 制造难度大, 采用低压铸造方法 生产时,对工艺方案和设备的要求均有独特之处, 其 要点如下: " 在决定采用低压铸造工艺生产铝缸盖 时,应首先了解缸盖的原设计是否为低压铸造件; 铸 件是否具有符合低压铸造工艺要求的形状和壁厚特 征。 #模具设计应充分考虑在连续生产中的热平衡和 热稳定性。 $ 采用多通道水、 气冷模具, 通过对冷却 水、 气量进行准确地控制, 可在模具中建立稳定的温
!
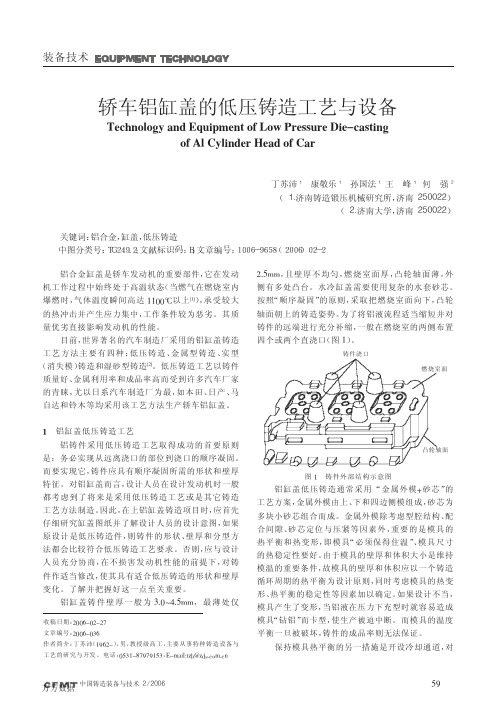
铝缸盖低压铸造工艺 铝铸件采用低压铸造工艺取得成功的首要原则
凸轮轴面
是:务必实现从远离浇口的部位到浇口的顺序凝固。 而要实现它, 铸件应具有顺序凝固所需的形状和壁厚 特征。对铝缸盖而言, 设计人员在设计发动机时一般 都考虑到了将来是采用低压铸造工艺或是其它铸造 工艺方法制造。 因此, 在上铝缸盖铸造项目时, 应首先 仔细研究缸盖图纸并了解设计人员的设计意图, 如果 原设计是低压铸造件, 则铸件的形状、 壁厚和分型方 法都会比较符合低压铸造工艺要求。否则, 应与设计 人员充分协商, 在不损害发动机性能的前提下, 对铸 件作适当修改, 使其具有适合低压铸造的形状和壁厚 变化。了解并把握好这一点至关重要。 铝 缸 盖 铸 件 壁 厚 一 般 为 ’(")*(+,,, 最 薄 处 仅
汽车用铸造铝合金轮毂低压模具的设计

干 扰 ,使得在 夏季可稳定生 产的工艺参数 ,到冬天则不
再适 用。
()其 他偶然因素 这些因素包括模具 出现夹铝 , 7
使 泄压冷却时 间加 长 ;机 器出现 故障停机检修 ;补喷涂 料 等。这些情 况的发生均会 对模 具温 度产生影 响 ,从面 影 响铸 件的正常生产。
铝合金轮毂的主要生产工艺有两种 :铸造和锻造 。 锻造 轮毂与铸造轮毂相 比 ,其金相组织是破碎 晶粒与锻态组织 ,而 后者是枝 晶状 晶粒与 铸态组织 。相较而言 ,锻造车轮 的模具 比铸造贵得 多 ,也更难开模 ,但 锻造车轮的 力学性 能 要高3 %~5 %,相应价 格也要 高很 多 ;从生产工艺来看 ,采用铸造工艺更容易大量生产 ,且 0 0
ww ̄mc 9 0 c r 1 5 .o n
Ma n 怎
铝合金轮毂铸造工艺
铸造法 成型轮毂是 大多铝合 金轮毂生 产企业所 用的 主要生产方 法。常用 的铸造方法 主要有重 力铸造 、低压 ( )低 压模具 1
qmt ue in p
合理 的低压 模具 设计 ,可使 铸造
过程 中的 补缩 通道畅通 ,产生 良好 、快 速的顺序凝 固效 应 ,实现 由远 端依次 向冒 I q方向凝 固,最大程度避免铸 造缺陷的产生 ,提高生产效率和 效益 。 ( )低压铸造机 低压铸造机是一 个不可忽视的 因 2
铸 件所需的时 间阶段 ,这应该 是一个基本 固定的循环过
程 ,包括合模 、升 液 、增压 、保 压 、泄压 、降温 ,开模
取 件 ,这个过 程总的长短 及各分阶段 的时 间分配 ,将在
较 大程度上影 响模 具的温度场 变化 ,从而影 响铸件的稳
定生产。
具 外 ,还要有 凸模冲头 、模具 顶 出杆 ,一般要 在冲头 上
汽车发动机缸体模具设计及低压铸造工艺
汽车发动机缸体模具设计及低压铸造工艺摘要:目前,对于汽车铝合金发动机缸体采用压力铸造的方法较为广泛。
因此,压铸造工艺在汽车发动机缸体铸造中的应用过程,通过缸体模型合理的设计,调整与优化相关工艺参数,可以达到提高合格率的目的。
关键词:汽车发动机;模具设计;低压铸造工艺引言下缸体是汽车发动机上的重要零件,其上部与气缸体、下部与油底壳相连;气缸体与下缸体之间安装有曲轴。
下缸体在发动机工作过程中的特点是:处于高温状态下工作,承受较大的热冲击作用和承受较大的力,工作条件较为恶劣。
下缸体对气密性要求较高。
另外,此铸件在缸体的螺栓孔处及水泵孔凸台处较为厚大,极易产生铸造缺陷。
选择低压铸造工艺方法,采用合理的工艺参数、模具结构及局部快冷生产此铸件,不仅能解决铸件上厚大部位铸造缺陷的问题,同时也能满足此铸件组织致密性的要求。
1汽车发动机缸体结构本次研究以GM-L850发动机下缸体为例,铸件重为10.3 kg,轮廓尺寸为471 mm,371 mm和91mm,壁厚平均为4.0 mm。
材质是铝合金,这种材料具有力学性能好以及铸造工艺性能好的特点,因此,在汽车发动机铸造中应用比较广泛。
为了满足具体的工艺条件,在结构设计中进行的主要措施有两个:①在曲轴孔半圆处对工艺余量增加,以能够在下部形成一个厚大部位;②为了能够对模具结构简化,可以不铸出产品机械加工斜孔。
发动机铸件结构如图1。
2发动机缸体铸造模具设计铸造模具设计中所采用的是UG软件CAD模块,依照具体的工艺和产品毛坯三维模型,实施分型拆模,从而得到模具型芯、型腔、滑块以及镶块等,之后将这些模具分型与标准或者是非标准零件结合实施装配,经过一系列干涉检查、成型分析等流程之后,也就能够获取模具。
在进行模具三维设计中,重点是要表而形成分模成型特征,其他特征则较易实现。
汽车发动机缸体模具工作流程如图2.3模具设计3.1模具结构形式为了顺利开模,模具分型要采用多分型面,模具有6个方向开模,分别是:底模、顶模、右模、左模、前模及后模(具体模具结构见图3)。
汽车铸铝轮毂低压铸造技术分析
汽车铸铝轮毂低压铸造技术分析1. 低压铸造技术概述低压铸造技术,是指在气体压力作用下,使金属液从熔炉流入模具,形成铸件的一种铸造方法。
它是将液态金属从下部储存箱或直接从熔炉通过融化剂的作用,经过浇注系统进入腔型内,通过压力作用使腔型内的熔化金属凝固成型体的工艺。
相较于传统铸造方法,低压铸造技术有以下优点:(1)成型精度高:低压铸造过程中,液态金属进入腔型内后,通过压力的作用,使得金属液充分填充模具腔型,从而保证了铸件的成型精度和表面质量。
(2)生产效率高:低压铸造技术具有自动化程度高、生产效率高的特点,能够大幅提高生产效率,降低生产成本。
(3)成型品质优良:低压铸造技术能够有效减少气孔、夹杂等缺陷的产生,保证了铸件的品质和性能稳定。
(1)成型精度高:汽车铸铝轮毂作为汽车的重要零部件,其外观质量和精度要求极高。
采用低压铸造技术能够保证铸件的尺寸精度和表面质量。
(2)轻量化设计:随着汽车轻量化的发展趋势,汽车铸铝轮毂也要求具有轻量化的设计。
采用低压铸造技术能够实现铸件壁薄、重量轻的设计要求。
(3)良好的强度和韧性:汽车铸铝轮毂在使用过程中需要具备良好的强度和韧性,能够承受汽车的负荷。
低压铸造技术能够保证铸件的均匀组织和良好的力学性能。
3. 汽车铸铝轮毂低压铸造工艺流程汽车铸铝轮毂的低压铸造工艺主要包括以下几个关键步骤:(1)原料准备:包括铝合金材料、熔炼剂等原料的准备和配比。
(2)熔炼和保温:将铝合金材料加入熔炉中进行熔炼,并进行保温处理,保证熔化金属的均匀性和稳定性。
(3)模具准备:准备好铸造模具,并进行表面处理,保证模具的表面光洁度和耐磨性。
(4)铸造:将熔化的铝合金液经过浇注系统,进入到预热好的模具中,形成轮毂铸件的整体结构。
(5)冷却和脱模:待铸件冷却至一定温度后,进行脱模处理,将成型的铝合金轮毂取出。
(6)后处理:进行铸件的表面处理、修磨、检测等工艺,最终得到成型的汽车铸铝轮毂产品。
随着汽车工业的不断发展和轻量化趋势的加剧,汽车铸铝轮毂低压铸造技术也在不断的向着更高效、更环保、更精密、更节能的方向发展。
低压铸造工艺(3篇)
第1篇一、概述低压铸造是一种金属铸造工艺,它通过在密封的容器中施加低压,使熔融金属在压力作用下充填型腔,凝固后获得铸件。
低压铸造具有熔体流动性好、铸件精度高、表面光洁、机械性能优良等优点,广泛应用于航空、航天、汽车、电子、精密仪器等领域。
二、低压铸造的基本原理低压铸造的基本原理是利用压力差,使熔融金属在压力作用下充填型腔。
具体过程如下:1. 将熔融金属加热至浇注温度,并通过浇注系统进入密封的容器中。
2. 在容器内施加低压,使熔融金属在压力作用下充填型腔。
3. 当熔融金属充满型腔后,保持压力一段时间,使铸件充分凝固。
4. 去除压力,使铸件在重力作用下脱离型腔,完成铸造过程。
三、低压铸造的特点1. 熔体流动性好:低压铸造过程中,熔融金属在压力作用下充填型腔,熔体流动性好,有利于铸件尺寸精度和表面光洁度的提高。
2. 铸件精度高:低压铸造工艺具有较好的铸造精度,可满足各种尺寸和形状的铸件生产。
3. 表面光洁:低压铸造过程中,熔融金属在压力作用下充满型腔,可减少铸件表面缺陷,提高表面光洁度。
4. 机械性能优良:低压铸造工艺可提高铸件的机械性能,如强度、硬度、耐磨性等。
5. 适应性强:低压铸造工艺适用于各种合金材料的铸造,包括铝、铜、镁、锌、钛等。
6. 生产效率高:低压铸造工艺可实现自动化生产,提高生产效率。
四、低压铸造的设备低压铸造设备主要包括以下几部分:1. 浇注系统:包括熔炉、浇包、浇注管等,用于将熔融金属送入密封容器。
2. 密封容器:用于容纳熔融金属和型腔,保证压力作用。
3. 压力系统:包括泵、阀门、压力表等,用于施加和维持低压。
4. 冷却系统:包括冷却水系统、冷却介质等,用于冷却铸件和型腔。
5. 控制系统:包括计算机、PLC、传感器等,用于控制低压铸造过程。
五、低压铸造的应用低压铸造工艺在以下领域得到广泛应用:1. 航空航天:低压铸造工艺可用于制造飞机、导弹等航空航天产品的关键部件。
2. 汽车:低压铸造工艺可用于制造汽车发动机、变速箱、悬挂系统等部件。
气缸体低压铸造工艺与模具结构设计
气缸体低压铸造工艺与模具结构设计
气缸体低压铸造工艺是一种重要的铸造工艺,其优势在于生产效
率高,成本低,在铸造过程中容易控制质量,并且可以生产高性能的
零件。
在气缸体的低压铸造工艺中,模具结构设计是非常重要的一环。
模具结构设计需要考虑到气缸体的形状、大小、壁厚等因素,同时还
需要考虑到铸造过程中的液态金属流动情况和应力分布,以保证铸造
出来的气缸体质量和性能达到要求。
气缸体低压铸造工艺中,模具由上、下模板、模板支撑座和压铸
机配套的下导柱等组成。
在模具结构设计中,要考虑到上、下模板之
间的空间,以保证气缸体铸造时液态金属流动畅通。
同时还要考虑到
模板的开放和关闭,以便取出铸造完毕的气缸体。
此外,还要合理安
排模板支撑座和导柱的位置,以保证模具开合平衡、稳定,以及模具
的寿命和使用效果。
总之,气缸体低压铸造工艺和模具结构设计是相互依存、相互影
响的,需要完美地结合起来,才能达到高品质、高效率的铸造效果。