过程能力调查一览表
表面硬度过程能力分析表spc-100及CPK
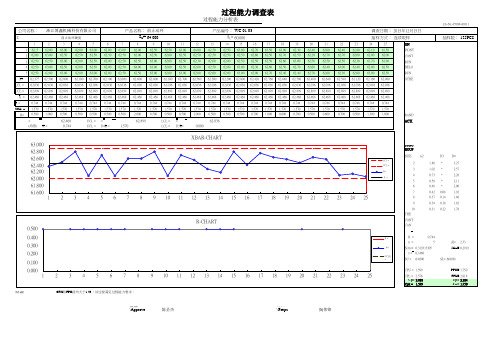
浙江博鑫机械科技有限公司
前止动环硬度 2 62.00 63.00 62.50 63.00 62.00 62.500 62.036 62.899 62.468 0.744 1.570 1.000 3 63.00 62.50 63.00 62.50 63.00 62.800 62.036 62.899 62.468 0.744 1.570 0.500 4 62.00 62.50 62.00 62.00 62.00 62.100 62.036 62.899 62.468 0.744 1.570 0.500 5 63.00 62.50 62.50 62.50 63.00 62.700 62.036 62.899 62.468 0.744 1.570 0.500 UCL = UCL = 6 62.00 62.50 62.00 62.00 62.00 62.100 62.036 62.899 62.468 0.744 1.570 0.500 X + A2R D4R = 7
抽样数: 125PCS
ACTION ONSPECIAL CAUSES . ANY PIONT OUTSIDE OF THE CONTROL LIMITS . A RUN OF 7 POINTS ALL ABOVE OR ALL BELOW THE CENTRAL LINE . A RUN OF 7 POINTS UP OR DOWN . ANY OTHER OBVIOUSLY NON-
产品编号: WC-01-03 SL= 60.000
13 62.50 62.50 62.00 62.50 62.00 62.300 62.036 62.899 62.468 0.744 1.570 0.500 14 62.50 62.50 62.00 62.00 62.00 62.200 62.036 62.899 62.468 0.744 1.570 0.500 15 63.00 62.50 62.50 63.00 63.00 62.800 62.036 62.899 62.468 0.744 1.570 0.500 16 62.70 62.60 62.50 62.30 62.00 62.420 62.036 62.899 62.468 0.744 1.570 0.700 17 63.50 62.50 62.50 62.60 62.70 62.760 62.036 62.899 62.468 0.744 1.570 1.000 18 63.00 62.70 62.60 62.50 62.40 62.640 62.036 62.899 62.468 0.744 1.570 0.600 19 62.30 62.50 63.00 62.70 62.40 62.580 62.036 62.899 62.468 0.744 1.570 0.700 20 62.40 62.20 62.50 62.60 62.70 62.480 62.036 62.899 62.468 0.744 1.570 0.500 21 63.00 62.70 62.50 62.40 62.60 62.640 62.036 62.899 62.468 0.744 1.570 0.600 22 62.40 62.70 62.50 63.00 62.30 62.580 62.036 62.899 62.468 0.744 1.570 0.700 23 61.90 62.00 62.30 62.40 62.00 62.120 62.036 62.899 62.468 0.744 1.570 0.500
过程能力记录表

广州博冠光电技术有限公司 FM-D018 V1.0 过程(工序)名:是否1人员资格
2设备能力3材料准备4环境要求
5工艺要求生产场所/线体:
产品名/料号A 工序实施过程是否有工艺规程(作业指导书)。
B 产出首件外观、尺寸、特性是否符合工艺标准。
序号项目确认内容
A 作业人员是否持有上岗操作证,并在有效期内。
B 作业人员健康状况、精神状态是否良好 。
C 作业人员是否按规定进行操作。
A 设备、仪器是否有标准化文件/操作SOP。
B 设备、仪器各特性参数及相关点检是否符合要求。
确认日期:
关键/特殊过程能力检查表
生产线长:结果C 计量仪器是否仪校,且在有效期内。
D 设备、仪器是否安全可靠。
A 工序所使用的原材料是否符合SOP和BOM表要求
B 工序所使用的原材料是否符合防护要求。
A 工序所需的环境是否符合施工工艺要求。
确认结论
确认人:制表 审核 批准
关键/特殊过程能力检查表 Page 1 of 1。
SPC过程能力分析表

D3= D4=
4.350 #### ### 4.300 4.250 4.200
#### ### ##### ##### ###### ##### ##### ##### ##### ##### #DIV/0! ##### ##### ##### ###### ###### ##### ##### ##### #### #### #### #### #### #### #### ### ##### ##### ###### ##### ##### ##### ##### ##### #DIV/0! ##### ##### ##### ###### ###### ##### ##### ##### #### #### #### #### #### ####
2
8
9
15
核准:
QR-235
8:00 ### 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00
1 X1 X2 X3 X4 X5
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25 1在控制界限以外的点;
过程能力研究表(CPK)

ABC有限公司
部门
过程能力研究
(CPK分析报告)
工序
计算控制限日期
工程规范
最小值
~
最大值
机器编号
日期
特性
样本容量/频率
零件名称/编号
时间
8:00
10:00
12:00
14:00
16:00
8:00
10:00 12:00 14:00 16:00
8:00
10:00
12:00
14:00
16:00
8:00
10:00 12:00 14:00
4、 纠正计算或描点错误,采取正确的取样方法。
* 样本容量小于7时,没有极差的下控制线。
UCL
#DIV/0! #DIV/0! #DIV/0!
X
#DIV/0! #DIV/0! #DIV/0!
LCL
#DIV/0! #DIV/0! #DIV/0!
UCL
0
0
0
R
0.000
0.000
0.000
LCL
0
0
0
研究评定: 由以上计算结果可知CPK=
0.000
D4 3.27 2.57 2.28
0.000
0.000
0.000 0.000 0.000
对特殊原因采取的措施的说明:
* 任何超出控制限的点,证明在那点不稳定。
* 连续7点全在中心线之上或之下。
* 连续7点上升或下降。
* 任何其它明显非随机的图形。
0.000
0.000
0.000
UCLX=X+A2R= #DIV/0! USL= 最大值
#DIV/0! #DIV/0! #DIV/0!
过程能力监视和测量表

因素
过程能力监视和测量的结果
过程能力
满足
未满足
与顾客有关的过程
①准确识别、理解顾客需求
②密切与顾客沟通
③确保合同、订单的实现
④持续提供满足顾客要求的产品
⑤周到主动的售后服务
①管理者和员工的顾客意识
②与顾客沟通方式和手段
③履行合同、订单的能力
② 关键工序能力指数(CP值):
③ 工艺稳定性及质量损失统计结果:
④ 过程的参数符合性确认结果统计:
⑤ 生产、检验、试验和使用中工艺质量问题的统计结果:
资源管理
资源提供能够满足产品实现和体系运行的需要
① 工作环境、基础设施
② 人力资源、人员培训
① 工作环境条件、基础设施是否充分 :
② 人员配置是否具备岗位能力要求,培训的有效性:
④售后服务的职责任和手段
① 合同完成或履约率:
② 顾客信息的收集、整理、分析、反馈和效果的统计:
③ 顾客要求变更的反应及时性和应变能力;
④ 顾客投诉率:
⑤ 顾客满意程度测量结果:
采购过程
①确保采购产品满足采购要求,供应及时,价格合理。
①采购人员的素质
②合格供方和供应渠道的确立
③采购计划和采购文件的适宜性
④采购验证手段和保存乱条件
① 进货检验合格率的统计结果:
② 生产验证使用中暴露的采购产品质量问题的统计结果:
③ 供货及时性和应变能力统计结果:
④ 库存量和周转率统计结果:
生产过程
①按时、持续、稳定地提供满足要求的产品,工艺稳定
①生产人员素质
②生产设备能力
③原材料质量
④工艺方法
⑤作业环境
⑥检测手段
设备过程能力cmk--ppk调查表0740

27
28
29
30
28.9 27.9 27.6 28.7
镀镍层厚度曲线表
30 29 28 27 26
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
镀镍层厚度曲线表
分 析 评 定:该设备能力满足要求。
24
25
26
28.9 29.2 28.8 28.1
X=28.3967 n
δ= ∑(Xi—X)2/(n-1)=0.6553 i=1
CPL=X-LSL / 3δ=1.728
QR—0703—38
设备名称: 半镍槽 / 光亮镍槽
7
8
9
10
28.4 28.1 29.5 28.2
17
18
19
20
27.4 28.1 27.6 28.5
2 27.6
12 27.9
22 29
工序编号 / 名称 :60 /半光亮镍、62 / 光亮镍
3
4
5
6
27.9 28.2 29.6 27.9
13
14
15
16
28
27.8 29.1 28.5
23
24
25
26
28.9 29.2 28.8 28.1
X=28.3967 n
δ= ∑(Xi—X)2/(n-1)=0.6553 i=1
镀铜层厚度曲线表
分 析 评 定:该设备能力满足要求。
需采取措施:
检查员:
工艺员:
操作者:
项目负责人:
长春高新汽车饰件材料 制造有限公司(CGA)
过程调查表
2.对产品技术水平的自我评价(国际领先、国际先进、国内领先、国内先进、技术水平一般):
供应商确认意见:■同意并能达成上述质量目标
□不同意上述质量目标,理由及建议
编制:
审核:
批准:
东风柳州汽车有限公司确认意见:
确认人员签名/日期: CV技术中心:
CV质量部:
原材料/外购件 控制的产品特性 测量工具 名称 启用时 间
包含标准件,层次用数字1、2、3„„分别表示大小(包含)关系 2、左右件共用同一套工装的在名称栏内注明同“
试验方式 外委 试验标准(柳汽规定的标准、引用的国 试验机构名称 资质说明
内外行业标准等)
技术水平一般):
上述质量目标,理由及建议:
量部:
CV采购部:
生产设备 控制的产品特性
过程特性
的在名称栏内注明同“***”,不重复计数量。3、所有字段均要填写,如没有就写“无”4、要求一个总成产品填写
三、产品实现过程的控制(最低程度应覆盖产品特殊特性)
原材料/外 序号 层次 产品图成件的过程实现控制表,总成件要分解出所有组成件,包含标准件,层次用数字 四、产品试验方案
试验方 序号 试验项目 重要度 自主
五、其他说明 1.同类产品生产经验说明(包括同类产品其他厂家配套情况):
实力评价,原则上试 验要做到破坏)
的确定依据]
试验设备/装置名 称/规格
试验设备/装置精度
检具 检测的产品特性 防错能力 检具寿命 检具的验收方法及判定基 准
试验设备 设备/装置图示、图解
试验周期
备注(行业优势说明等)
项目要求 试验条件[包括试验样品的抽取条件(如包括上下限品・标准品)及样体容量的确定依据]
申报单位/公章
初始过程能力Cpk表
规格平均极差(R)能力指数(CPU)能力指过程比标准偏标准偏方差(n-方差(n)性能指性能比2.52.55性能指n A 2d 3d 42 1.880 3.2673 1.0230 2.57440.7290 2.28250.5770 2.11460.4830 2.00470.4190.076 1.92480.3730.136 1.86490.3370.184 1.816100.3080.2231.777n123456789101112131415161718192021222324251 2.521 2.523 2.526 2.524 2.529 2.525 2.522 2.524 2.526 2.527 2.526 2.520 2.530 2.520 2.529 2.526 2.513 2.529 2.525 2.521 2.530 2.530 2.529 2.521 2.5322 2.521 2.530 2.531 2.524 2.523 2.521 2.522 2.528 2.535 2.519 2.522 2.527 2.519 2.531 2.523 2.522 2.536 2.524 2.530 2.520 2.526 2.520 2.524 2.521 2.5163 2.517 2.529 2.522 2.527 2.521 2.529 2.519 2.528 2.517 2.524 2.528 2.520 2.525 2.533 2.518 2.527 2.534 2.530 2.523 2.523 2.528 2.526 2.530 2.528 2.5234 2.522 2.517 2.522 2.519 2.531 2.538 2.513 2.522 2.528 2.535 2.523 2.522 2.528 2.526 2.527 2.523 2.531 2.522 2.520 2.525 2.526 2.529 2.531 2.526 2.52552.5312.5342.5202.5232.5312.5312.5222.5342.5222.5192.5292.5202.5262.5212.5212.5282.5292.5262.5182.5182.5162.5222.5222.5222.528设备编号公称尺寸2017.10.4下限尺寸2.52.5 2.55数据终止日期2017.10.31数据总数尺寸上限 2.52.55315.62数据数n最小值Min 2.5382.5132.5250.00001.6591.649D2 ,n=5低于下限数0.5960.6050.004940.00001.6740.004961.679平均值( X )最大值Max 上公差名义尺寸上限尺寸2.5工装编号数显千分尺部 门零件名称量具精度1.649最终结论0.001高度零件图号2002/3/3工序名称 2.5过程能力满足要求组内容量5公称值00尺寸下限0.01172125组数25数据起始日期高于上限数 2.3261.654量具名称下公差CpCpk0.00.05 2.53172.52492.51822.4902.5002.5102.5202.5302.5402.55012345678910111213141516171819202122232425均值(Xbar 表)0.02480.01170.0000.0200.04012345678910111213141516171819202122232425极差(R 表)281333112516105251015202530352.5122.5172.5222.5272.5322.53700238517204060801001201402.4852.4952.5052.5152.5252.5352.5452.5552.565双侧公差下限公差上限公差规格设备编号公称尺寸2017.10.4下限尺寸2.52.52.55数据终止日期2017.10.31数据数n上公差名义尺寸上限尺寸2.5工装编号数显千分尺部 门零件名称量具精度1.649最终结论0.001高度零件图号2002/3/3工序名称 2.5过程能力满足要求组内容量5尺寸下限125组数25数据起始日期1.654量具名称下公差CpCpk0.00.053335双侧公差下限公差上限公差Xbar 2.522 2.527 2.524 2.523 2.527 2.529 2.520 2.527 2.526 2.525 2.526 2.522 2.526 2.526 2.524 2.525 2.529 2.526 2.523 2.521 2.525 2.525 2.527 2.524 2.525。
过程能力分析报告 图表
NO.6 96 94 100 98 100 6
NO.7 96 106 106 104 96 10
NO.8 100 102 90 102 110 20
NO.9 98 102 98 98 106 8
NO.10 94 104 104 104 96 10
NO.11 98 100 100 100 104 6
NO.12 104 104 106 100 100 6
ppm
錫爐溫度 ℃ 120 100 80 40
100 PCS 110 90 20
100.52 10.60 4.55 4.33 106.67 100.52 94.37 22.37 10.60 2.60% 1.47 1.54 1.43 A級 1.50 A級 0.00% 4.00
计算参考区
图 表 区
n d2 D4 D3 A2 2 1.13 3.27 0 1.88
15
+3σ USL
20 0.12 0.1
0.08
Байду номын сангаас
0.06
0.04
0.02
0
主管:
制 表:
USL X X LSL
Cpk MIN(
,
)
3*(R d2) 3*(R / d2)
0.00
等級 Ca Cp Cpk
40 -5
A+
1.67 #### 35
等
MIN MIN 30
级
A 12.5% 1.33 1.33 25
划
MAX 1.67 #### 20
分 B 12.5% 1.00 #### 15
标
X-bar控制图
3 1.69 2.57 0 1.02 125
过程能力调查一览表
0.3
Cpk值 1.38 1.36 1.36 1.51 1.45
改善与否
否 否 否 否 否
备注
(注)计量值的情况,抽取20个以上的数据计算工程能力。 计数值的情况,抽取250个以上的数据,记录为不良数/抽样数。
A
62.2± 0.3 3月5日 25
66.22
0.2
3 注塑成型 注塑机 10年 关键
A
62.2± 0.3 3月5日 25
66.24
0.2
4 注塑成型 注塑机 10年 关键
A
M7× 10 3月5日 25 M6.97× 10
0.4
5 注塑成型 注塑机 10年 关键
A M11.6× 14.6 3月5日 25 M11.64× 14.6
供方名称 车型 产品名称 CK1 产品图号
过程能力调查一览表
供方 编制 审核 质保部部长 主管
审核
批准
工位号
工位名称 使用设备 使用年限
质量 特性
质量 等级规格值Biblioteka 月/日 样本数平均值
调查结果 标准偏差
Cp值
1 注塑成型 注塑机 10年 关键
A
62.1± 0.3 3月5日 25
62.19
0.15
2 注塑成型 注塑机 10年 关键
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CK1
浙江大明 组合开关
DMK-CK1-01左右
产品名称 产品图号
过程能力调查一览表
编制
供 审核
方 质保部部长 主管
吉利公司 审核 批准
工位号 1 2 3 4 5
工位名称 使用设备 使用年限 注塑成型 注塑成型 注塑成型 注塑成型 注塑成型 注塑机 注塑机 注塑关键 关键 关键 关键 关键
质量 等级 A A A A A
规格值
62.1± 0.3 62.2± 0.3 62.2± 0.3 M7× 10 M11.6× 14.6
调查结果 月/ 日 3月5日 3月5日 3月5日 3月5日 3月5日 样本数 25 25 25 25 25
平均值
标准偏差 0.15 0.2 0.2 0.4 0.3
Cp值
Cpk值 1.38 1.36 1.36 1.51 1.45
改善与否 否 否 否 否 否
备注
62.19 66.22 66.24 M6.97× 10
M11.64× 14.6
(注)计量值的情况,抽取20个以上的数据计算工程能力。 计数值的情况,抽取250个以上的数据,记录为不良数/抽样数。