电弧Electric arc基本理论
电弧 原理
电弧原理电弧是指当两个电极之间的电压达到一定程度时,电子在电场的作用下以极高速度跃迁,产生高温、高能量的电流的现象。
电弧现象广泛应用于焊接、切割、照明等领域。
电弧的产生原理主要涉及到电离、电流传导、气体电导、电离平衡等过程。
首先,当两个电极之间的电压升高到阈电压(击穿电压)时,电离现象开始出现。
电离是指原本是中性的气体分子在电场作用下失去或获得电子而变成带电离子。
电离过程中,气体分子内部的化学键被打破,产生大量自由电子和正离子。
接下来,自由电子受电场力作用,沿着电场方向加速运动。
当自由电子与气体分子碰撞时,会传递动能给气体分子,使其电离。
这样就形成了一个电子-离子链。
电子和离子之间的相互碰撞以及电子与电场之间的相互作用形成了气体电流。
在电弧中,电流的传导过程是通过带电离子在电场的作用下向电极方向移动而实现的。
带电离子在电场力的作用下会加速运动,相对静止的物体也会受到被带电离子撞击而产生力的作用。
这种力的产生导致了电弧现象中火花飞溅的现象。
此外,在电弧中,气体也发生了电导现象。
气体电导是指导电性质的一种物理现象,当电弧形成的时候,气体中的带电离子数量增加,从而导致了电导性能增强。
气体电导还受到环境温度、气体种类、电弧长度等因素的影响。
最后,电离平衡是电弧产生原理中的一个重要概念。
电离平衡是指电离和复合过程达到一个动态平衡的状态。
在电弧过程中,气体中的自由电子和正离子不断地通过复合过程进行重新组合,同时又因电压作用下的加速而继续产生。
这种动态平衡的存在维持了电弧的稳定性。
综上所述,电弧产生原理主要涉及电离、电流传导、气体电导和电离平衡等过程。
通过这些过程,电弧能够在两个电极之间产生高温、高能量的电流,发挥其实际应用价值。
电弧的基本理论

5.1.1 电弧的产生和物理特性 4.电弧的组成
5.1 电弧的基本理论
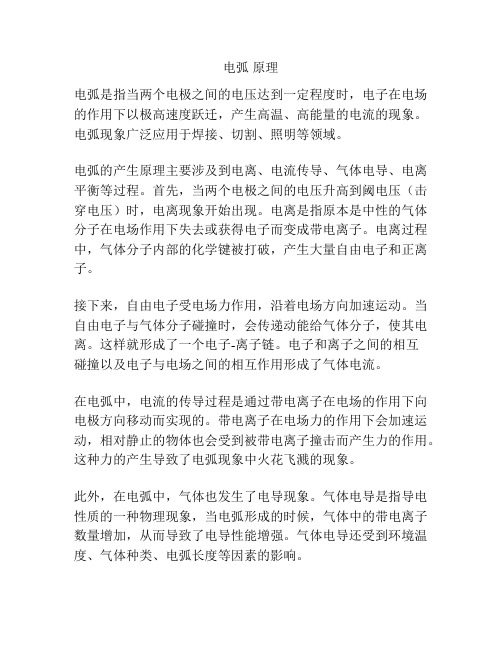
弧柱区——6000k以上高温,大量气体分子游离,因此 具有良好的导电性。电流越大,弧温越高。热电离程度越大 ,电阻越小,伏安特性是负特性(但真空电弧是正特性), 弧柱内气体全部电离,正负带电粒子数相等,为等离子体。
5.1 电弧的基本理论
5.1.1 电弧的产生和物理特性 5. 电弧发生的途径 从辉光放电转变到冷阴极电弧的过程。在阴极电化显著增高的非正常辉光放电中 。 阴极表面的个别
部分在强电场影响下能够发射电子,其数量足以使阴极电位降区域和气体显著地游离,由此产生电荷浓 度较高的区域。电子比正离子更快离开这个区域,因此形成中间电荷的增加,促使场电子发射继续增加 , 最后形成电弧放电。
5)从火花放电到电弧放电的转变。 当两电极之间的间隙被击穿形成火花放电时,就在间隙形成导电通道,开始输入能量,电流逐渐上 升。电流上升速度一般决定于外部电路的参数,但在两电极间的电容经常有某些储藏的能量被迅速输入 到通道中。通道强烈地被加热和扩展,并且扩展的速度在初始阶段可以近似地看作为冲击波的传播。火 花放电可以引起具有大的压力跃变的冲击波。
式由表面复合和空间复合,影响复合因素最显著的是温度,冷却作用是加强复合的决定性因素。
5.1 电弧的基本理论
5.1.1 电弧的产生和物理特性 2. 气体放电的物理过程 扩散——弧柱中的带电粒子,由于热运动从弧柱中浓度高的区域移动到弧柱周围浓度较低的区域,
叫扩散。 电弧电流恒定时,扩散速率与电弧直径成反比,复合速率与电弧直径平方成反比。 3)气体放电的几个阶段
电器基础知识—电弧及灭弧装置(列车电器)

CONTENTS
1
拉伸电弧 STRETCHING ARC
2
灭弧栅 ARC EXTINGUISHING GRID
3
灭弧罩 ARC SHIELD
4
气吹灭弧 AIR BLOW OUT ARC
5
真空灭弧 VACUUM ARC EXTINGUISHING
PART 01
拉伸电弧
STRETCHING ARC
1 拉伸电弧
由于气吹灭弧的灭弧能力较强,故一般运用在高压电器中。
4 气吹灭弧
1-动触头 2-灭弧室瓷罩 3-静触头 4-压缩空气 5-电弧
PART 05
真空灭弧
VACUUM ARC EXTINGUISHING
5 真空灭弧
真空灭弧是使触头电 弧的产生和熄灭在真 空中进行,它是依据 零点熄弧原理,以真 空为熄弧介质工作的。
PART 04
气吹灭弧
AIR BLOW OUT ARC
4 气吹灭弧
气吹灭弧是利用压缩空气来熄灭电弧。
压缩空气作用于电弧,可以很好地冷却电弧、提高电弧区的压力、很快带走残余的游离气 体,所以有较高的灭弧性能。 压缩空气沿电弧径向吹入,然后通过动触头的喷口、内孔向大气排出,电弧的弧根能很快 被吹离触头表面,因而触头接触表面不易烧损。
PART 02
灭弧栅
ARC EXTINGUISHING GRID
2 灭弧栅
– 利用的是短弧灭弧原理。 – 栅片:由外镀薄钢片和石棉绝缘板组成,彼此绝缘片距2-3mm,安装在触点上方的灭
弧罩内。
2 灭弧栅
– 利用的是短弧灭弧原理。 – 栅片:由外镀薄钢片和石棉绝缘板组成,彼此绝缘片距2-3mm,安装在触点上方的灭
3 灭弧罩
电弧的原理

电弧的原理
电弧是一种高温、高亮度的放电现象,它是由于电流在空气或其他气体中通过时,电离和电子的碰撞产生的。
电弧的产生需要具备一定的条件,包括电流密度大、电压高、电极间距小、电极材料易电离等。
电弧的原理主要包括电离、电子碰撞、能量释放和电流维持等方面。
首先,电弧的产生与电离过程密切相关。
当电流通过气体时,电子与气体分子
发生碰撞,使得部分气体分子电离成正离子和自由电子。
这些自由电子和正离子在电场作用下加速,产生更多的电离现象,从而形成电弧放电。
其次,电子的碰撞也是电弧产生的重要原因。
在电弧中,大量的自由电子和正
离子以及气体分子之间发生碰撞,这些碰撞会释放出大量的能量,使得电弧区域的温度升高,产生强烈的光和热。
另外,电弧放电还涉及能量的释放和传递过程。
在电弧区域,电子和正离子碰
撞释放出的能量会导致局部温度升高,使得电弧区域呈现出明亮的光芒。
同时,电弧还会释放出大量的热能,使得周围的物体受热膨胀或熔化。
最后,电弧放电的维持与电流维持机制有关。
电弧放电需要足够的电流维持,
这通常需要保持一定的电压和电流密度。
在电弧放电过程中,电流会持续地通过电弧区域,维持电弧的稳定运行。
总的来说,电弧的产生是由电离、电子碰撞、能量释放和电流维持等多种因素
共同作用的结果。
了解电弧的原理对于电弧的应用和控制具有重要意义,可以帮助我们更好地利用电弧的特性,同时避免电弧带来的危害。
电弧基本理论
电弧焊基本理论
短路过渡示意图
4、渣壁过渡
(1)定义 熔滴沿着熔渣壁面流入熔池的一种过渡形式,属于辅助过 渡形式。
(2)应用 1)埋弧焊 2)焊条电弧焊
渣壁过渡示意图
搭桥过渡 非熔化极电弧焊,如TIG焊,在表面张力、重力及电弧 力的作用下,熔滴进入熔池,如图所示。
常见焊接方法的熔滴过渡形式
焊条手工焊(SMAW&MMA)
图8 电磁收缩力示意图
电弧被看作圆锥形气态导体,电极端直径小,焊件端 直径大。
图9
(2)等离子流力——促进熔滴过渡 等离子流力: 高温气流的高速运动,持 续的冲向焊件,对熔池形 成附加压力。 电弧中心线上等离子流力 最大。
图10
电流越大,中心线上的动 应力幅值越大,分布区域 越小。
(3)斑点(压)力——阴极>阳极/阻碍熔滴过渡
常见气体及元素的电离能 EL(eV)
3、(阴极)电子发射
(1)电子发射: 阴极表面的分子或原子接受外界的能量而释 放出自由电子的现象。
1)热发射:阴极表面的内部电子由于受热动能增加而产生的发射电子 2)场致发射: 阴极表面的内部电子由于电场力作用而产生的电子发射。 3)光发射:阴极内部电子由于光辐射作用获得能量,从阴极表面逸出。 4)粒子碰撞发射:高速运动的粒子碰撞阴极,将能量传递给阴极表
因此,将焊接时焊接电源与工作、电极之间要注 意连接方法。
三、
焊接电源的极性
1、什么是电源极性? 焊接时,焊接电源、电极与工件之间的连接方法。 2、电源极性的种类 交流电源 正接: 直流电源 反接:
三种
(1)交流电源 (2)直流正接 (3)直流反接
直流正接
焊件接电源的正极;
焊条接电源的负极。 焊件接电源的负极; 焊条接电源的正极。
第六章-1电弧基本理论-good

一、电弧的基本理论
(二)熄灭交流电弧的物理过程 交流电弧的特性
如果在电流过零电弧自然 熄灭时,采取有效措施加 熄灭时, 强弧隙的冷却. 强弧隙的冷却.使弧隙介 质的绝缘能力达到不会被 弧隙外加电压击穿的程度, 弧隙外加电压击穿的程度, 则在下半周电弧就不会重 燃而最终熄灭。 燃而最终熄灭。
电弧电压、电流波形 电弧电压、
一、电弧的基本理论
(一)电弧的产生、维持及物理过程 电弧的产生、 3.去游离过程 3.去游离过程
A.复合去游离:带电质点的电荷彼此中和的现象。电子 复合去游离:带电质点的电荷彼此中和的现象。 碰撞中性质点— 碰撞中性质点—速度慢的负离子与正离子中和 复合去游离进行的快慢与弧隙电场强度的大小、电弧 复合去游离进行的快慢与弧隙电场强度的大小、 的温度及电弧的表面积有关。 的温度及电弧的表面积有关。 B.扩散去游离 B.扩散去游离:弧柱中的自由电子和正离子由于热运动 扩散去游离: 而从弧柱内部逸出进入周围冷介质的现象。 而从弧柱内部逸出进入周围冷介质的现象。 浓度扩散;温度扩散;高速冷气吹弧。 浓度扩散;温度扩散;高速冷气吹弧。
一、电弧的基本理论
(二)熄灭交流电弧的物理过程 熄灭交流电弧的物理过程 决定交流电弧熄灭的基本因素是 决定交流电弧熄灭的基本因素是“弧隙介质强 度的恢复过程" 弧隙电压的恢复过程” 度的恢复过程"和“弧隙电压的恢复过程”。 弧隙电压的恢复过程 电弧电流过零后. 电弧电流过零后.弧隙电压将由熄弧电压经 过一个由电路参数所决定的振荡过程,逐渐恢 过一个由电路参数所决定的振荡过程, 复到电源电压,此称为“ 复到电源电压,此称为“弧隙电压的恢复过 程”。
一、电弧的基本理论
(一)电弧的产生、维持及物理过程 电弧的产生、 3.去游离过程(带电质点减少) 3.去游离过程(带电质点减少) 去游离过程
电弧的基本知识

电弧的基本知识电弧是电气设备运行出现的一种强烈的电游离现象。
是触头间中性介质被游离,形成的导电气体。
特点:温度很高可达10000℃,易变形,导电1.电弧的主要影响:延长了电路的开断时间。
电弧高温烧坏开关的触头。
可能会烧坏设备,形成短路。
因此,要保证操作时电弧能迅速熄灭2.产生的原因:触头本身及触头周围介质含有大量可被游离的电子。
(内因)当分断的触头间存在足够大的外施电压的条件下,而且电路电流也达到最小生弧电流,其间的介质就会强烈游离形成电弧。
(外因)生弧电流电压10~20V以上。
电流:80~100mA以上产生过程:热电子发射:大电流产生温度高,触头表面电子被拉出强电场发射:强电场使触头表面电子被拉出,形成自由电子。
碰撞游离:自由电子碰撞中性质点变成带电的正离子和自由电子,介质击穿形成电弧。
热游离:电弧高温加剧碰撞。
维持电弧燃烧熄灭电弧的条件去游离:带电质点恢复为中性质点游>去=电弧增强、游=去=电弧维持、游<去=电弧熄灭。
去游离形式:复合、扩散。
3.常用灭弧方法速拉灭弧法:用高压开关断路弹簧。
触头分离速度4m/s —5m /s冷却灭弧法:降低电弧温度吹弧灭弧法:使电弧拉长、冷却横吹、纵吹、气吹、油吹、电动力吹、磁吹长弧切短灭弧法:金属栅(钢)灭弧。
常用于低压交流开关中多断口灭弧法:此法多用于高压开关狭沟灭弧法:使电弧在狭沟中与固体介质充分接触,冷却电弧真空灭弧法:六氟化硫法:4.对电气触头的基本要求满足正常负荷的发热要求具有足够的机械强度具有足够的动稳定和热稳定具有足够的断流能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(一)电弧的产生、维持及物理过程 3.去游离过程
A.复合去游离:带电质点的电荷彼此中和的现象。电子 碰撞中性质点—速度慢的负离子与正离子中和
B.扩散去游离:弧柱中的自由电子和正离子由于热运动 而从弧柱内部逸出进入周围冷介质的现象。
浓度扩散;温度扩散。
(二) 熄灭交流电弧的过程 交流电弧的特性 –动态伏安特性
(一)电弧的产生、维持及物理过程
3.去游离过程(带电质点减少)
在电弧中,发生游离过程的同时还进行着使带 电质点减少的去游离过程。 游离过程>去游离过程:电弧电流增大,炽热燃烧 游离过程=去游离过程:电弧电流不变,稳定燃烧 游离过程<去游离过程:电弧电流减小,最终熄灭
因此,要想使电弧熄灭,就必须设法加强去游离 过程,使其大于游离过程。
常用的灭弧介质有:空气,油(变压器油或断路 器油),SF6,真空。
热游离-维持:电弧形成后,触头间电压立刻 降低,但弧柱的温度很高。处于高温下的介质 分子和原子产生剧烈运动,不断发生碰撞,也 会游离出自由电子和离子(这就是热游离过程), 可以维持电弧的燃烧。
(一)电弧的产生、维持及物理过程
2.电弧的形成过程总结
阴极在强电场作用下发射电子。发射的电子 在触头电压作用下产生碰撞游离,就形成了电弧。 在高温作用下,阴极产生热发射,并在介质中发 生热游离,使电弧维持和发展,这就是电弧形成 的过程。
电弧是一种气体游离放电现象。 三部分组成:阴极区、阳极区和弧柱区 能量集中,温度很高,亮度很强 电弧的气ቤተ መጻሕፍቲ ባይዱ放电是自持放电,维持电弧稳定燃烧的电压
很低 电弧是一束游离的气体, 质量极轻,容易变形。在气 体或液体的流动作用下,或 在电动力的作用下,电弧能 迅速移动,伸长或弯曲。
(一)电弧的产生、维持及物理过程 触头的周围原本是空气或它绝缘介质。 为什么在动静触头分离瞬间会变成导电的电弧呢? 原因就在于在绝缘介质 中出现了大量的自由电子。 大量自由电子由阴极向阳极 的定向运动形成了电弧。
(一)电弧的产生、维持及物理过程
1.弧柱中自由电子的来源
A.电极发射大量自由电子,对电弧的产生起决定作用。
热电子的发射:动静触头分离时,触头间接触电阻增大, 接触处大量发热,使阴极表面温度升高而发射电子。其 数量取决于触头材料和表面温度。
冷电子发射(强电场发射):动静触头分离时,触头间的 间隙很小,触头间会形成很高的电场强度,将阴极触头 金属表面中的自由电子从中拉出来。其数量取决于电场 强度的大小。
近阴极效应:交流低压电器常利用近阴极效应来灭弧 150~250伏的起始介质强度(0.1微秒-1微秒)。
在电流过零后在阴极附近的薄 层空间介质强度突然升高的现象。
弧隙电压的恢复过程 弧隙电压的恢复过程与线路参数和负荷性质有关。 弧隙电压的恢复过程可能是周期性或非周期性的。
周期性振荡过程
非周期性过程
B.弧柱区的气体游离,产生大量的自由电子和 离子,对电弧的形成和维持起决定作用。
游离是指中性质点变成自由电子和正离子的过程
电场游离(碰撞游离)-形成:在电场作用下, 电子加速向阳极运动,途中与介质中的中性质 点发生碰撞。若自由电子具有足够动能,能与 中性质点产生碰撞游离,使其游离为正离子和 自由电子。这样的过程连续进行导致雪崩式碰 撞,使触头间充满了自由电子。在外加电压作 用下形成电子流,介质被击穿而形成电弧。
弧隙电压的恢复过程分析 (毫秒内的变化)
单相交流电路的电压恢复过程 电容电压的恢复过程即为断路器触头 两端的电压恢复过程
恢复电压:瞬变恢复电压和工频恢复电压组成 瞬变恢复电压:首先出现 存在几十微秒至几毫秒
暂态分量 工频恢复电压:恢复电压稳态值
高压断路器熄灭电弧的基本方法
1.采用特殊金属材料作灭弧触头
(二)熄灭交流电弧的过程 交流电弧的特性-过零时自然熄灭
随着正弦交流电流的 周期性变化,交流电 弧电流也将随之每半 周过零一次。
电弧电压、电流波形
*在电弧电流自然过零时,电弧向弧隙输送能量减少,电 弧温度和热游离下降,电弧将自动暂时熄灭。
(二)熄灭交流电弧的过程
决定交流电弧熄灭的基本因素是“弧隙介质强度的恢复 过程"和“弧隙电压的恢复过程”。
弧隙介质强度的恢复过程——绝缘能力恢复过程
电弧电流过零时,输入弧隙的能量减少,弧隙温度 剧降,因而弧隙游离程度也下降。当弧隙温度降低到热 游离基本停止时,弧隙重新转变为介质状态。但是弧隙 的绝缘能力或称介质强度(以弧隙能耐受的电压表示)要 恢复到正常状态仍需要一定时间,此称为“弧隙介质强 度的恢复过程”。以耐受电压Ud(t)表示
电弧中的去游离强度很大程度上取决于觚头 材料。若采用熔点高,导热系数和热容量大的耐 高温金属作触头材料,可以减少热电子发射和电 弧中的金属蒸气,抑制游离作用。同时,触头材 料还要求有较高的抗电弧,抗熔焊能力。
常用的触头材料有:铜钨合金,银钨合金。
2.利用灭弧介质
电弧中的去游离强度很大程度上取决于电 弧周围介质的特性,如介质的传热能力,介电 强度,热游离温度和热容量等。这些参数的数 值越大,则去游离作用越强,电弧就越容易熄 灭。
(二)熄灭交流电弧的过程
决定交流电弧熄灭的基本因素是“弧隙介质强 度的恢复过程"和“弧隙电压的恢复过程”。
弧隙电压的恢复过程
电弧电流过零后,弧隙电压将由熄弧电压 经过一个由电路参数所决定的振荡过程,逐渐 恢复到电源电压,此称为“弧隙电压的恢复过 程”。以弧隙电压Ur(t)表示
(二)熄灭交流电弧的物理过程 因此,在电弧电流过零后,存在着两个相互联
系的对立过程。在恢复过程中,如果恢复电压 Ur(t)高于介质强度Ud(t) ,弧隙被电击穿,电弧 重燃;如果恢复电压低于介质强度,电弧就会真 正熄灭。
交流电弧熄灭的条件:Ud(t)>Ur(t)
介质强度和弧隙电压的恢复过程图示
(a)t1时刻发生 (b)电弧熄灭 (c)电弧熄灭 击穿/电弧重燃
弧隙介质强度的恢复过程 介质强度的恢复过程与下列因素有关: 电弧电流的大小(电弧温度) 弧隙的冷却条件(灭弧装置的结构) 灭弧介质的特性(SF6气体和真空介质) 触头分离的速度(电阻)