冲压模具结构及成型调试的方法共52页
冲压模具的基本结构及工作原理完整版
冲压模具的基本结构及工作原理Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】冲裁模具的基本结构及工作原理一、冲裁模具按工序组合程度可分为:简单冲裁模、连续冲裁模、复合冲裁模。
(一)简单冲裁模即敞开模?1、定义:它是指在一次冲裁中只完成冲孔或落料的一个工序。
2、简单冲裁模按其导向方式可分为:(1)无导向单工序模它的特点是结构简单,重量轻、尺寸较小、模具制造容易、成本低廉。
但冲模使用安装时麻烦,模具寿命低,冲栽件精度差,操作也不安全。
?无导向简单冲模适用于精度要求不高、形状简单、批景小或试制的冲裁件。
(2)导板式简单冲裁模模精度高、寿命长、使用安装帧、操作安全,.但制造比较复杂。
一般适用于形状较简单、尺寸不大的工件。
(3)导柱式简单冲裁模由于这模具准确可靠,能保证冲裁间隙的均匀,冲裁的工件精度较高、模具使用寿命长而且在冲床上安装使用方便,因此导柱式冲裁模是应用最广泛的一种冲模,适合大批量生产。
(二)连续冲裁模(连续模)?1、连续冲裁模的定义:按一定的先后程序,在冲床的滑块的一次到和中,在模具的不同位置上,完成冲孔,落料导两个的上的冲后工序的冲裁模,又称及进模或跳步模。
2、连续冲裁模的定位原理可分为:导正销定位原理、侧刃定距原理(三)复合冲裁模?1、复合冲裁模的定义:在部床滑块的一次行程中,在冲模的同一工位上同时完成内孔和外形两种的上工序的冲裁模。
2、复合冲裁模按结构可分为:正装式复合模、倒装式复合模二、我们请看看这三种模具的比较表无导向单工序模冲模的上模部分由模、凸模组成,通过模柄安装在冲床滑块上。
下模部分由卸料板、导尺、.凹模、下模座、定位板组成,通过下模座安装在冲床工作台上。
上模与下模没有直接导向关系,靠冲床导轨导向。
导板式简单冲裁模上模部分主要由模柄、上模板、垫板、凸模固定板、凸模组成。
下模部分主要由下模板凹模、导尺、导板、回带式挡料销、托料板组成。
冲压模具刀口间隙调整

冲压模具刀口间隙调整冲压模具刀口间隙的调整方法主要有以下几种:1.垫片法:将厚薄均匀、其值等于间隙值的纸片、金属片或者成形工件,放在凹模刃口四周的位置,然后慢慢合模,将等高垫块垫好,使凸模进入凹模刃口内、观察凸凹模的间隙状况。
如果间隙不均匀,用敲击凸模固定板的方法调整间隙,直到均匀为止,然后拧紧上模固定螺钉,再放纸片试冲,观察纸片冲裁状况,直至把间隙调整到均匀为止。
后将上模座与固定板夹紧后同钻、同铰定位销孔,然后打人圆柱销。
这种方法广泛应用于中小冲裁模,也适用于拉深模、弯曲模等,也同样适用于塑料模等壁厚的控制。
2.测量法:将凸模插入凹模型孔内,用塞尺检查凸、凹模不同部位的配合间隙,根据检查结果调整凸、凹模之间的相对位置,使两者在各部分的间隙一致。
特点:方法简单,操作方便,适用于凸、凹模配合间隙(单边)在0.02mm以上的大间隙模具。
3.透光法:将垫块放在固定板及凹模之间垫起,并用夹钳夹紧;翻转冲压模具,将模柄夹紧在平口钳上,用手灯或电筒照射,并在下模漏料孔中观察。
根据透光情况来确定间隙大小和均匀分布状况。
当发现凸模与凹模之间所透光线在某一方向偏多,则表明在此间隙偏大,用手锤敲击相应的侧面,使其凸模向偏大方向移动,再反复透光,调整到合适。
特点:方法简单,操作方便,但较费工时,适用于小型冲压模装配。
4.涂层法:在凸模上涂一层涂料(如磁漆或氨基醇酸绝缘漆等),其厚度等于凸、凹模的配合间隙(单边),再将凸模插入凹模型孔,获得均匀的冲裁间隙。
特点:此法简便,适用于不能用垫片法(小间隙)进行调整的冲压模。
5.镀铜法:镀铜法和涂层法相似,在凸模的工作端镀一层厚度等于凸、凹模单边配合间隙的铜层代替涂料层,使凸、凹模获得均匀的配合间隙。
镀层厚度用电流及电镀时间来控制,厚度均匀,易保证模具冲裁间隙均匀,镀层在模具使用过程中可以自行剥落而在装配后不必去除。
特点:间隙均匀但工艺复杂。
以上就是冲压模具刀口间隙调整的几种方法。
冲压模具的基本结构及工作原理
冲压模具的基本结构及工作原理(总9页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除冲裁模具的基本结构及工作原理一、冲裁模具按工序组合程度可分为:简单冲裁模、连续冲裁模、复合冲裁模。
(一)简单冲裁模即敞开模1、定义:它是指在一次冲裁中只完成冲孔或落料的一个工序。
2、简单冲裁模按其导向方式可分为:(1)无导向单工序模它的特点是结构简单,重量轻、尺寸较小、模具制造容易、成本低廉。
但冲模使用安装时麻烦,模具寿命低,冲栽件精度差,操作也不安全。
无导向简单冲模适用于精度要求不高、形状简单、批景小或试制的冲裁件。
(2)导板式简单冲裁模模精度高、寿命长、使用安装帧、操作安全,.但制造比较复杂。
一般适用于形状较简单、尺寸不大的工件。
(3)导柱式简单冲裁模由于这模具准确可靠,能保证冲裁间隙的均匀,冲裁的工件精度较高、模具使用寿命长而且在冲床上安装使用方便,因此导柱式冲裁模是应用最广泛的一种冲模,适合大批量生产。
(二)连续冲裁模(连续模)1、连续冲裁模的定义:按一定的先后程序,在冲床的滑块的一次到和中,在模具的不同位置上,完成冲孔,落料导两个的上的冲后工序的冲裁模,又称及进模或跳步模。
2、连续冲裁模的定位原理可分为:导正销定位原理、侧刃定距原理(三)复合冲裁模1、复合冲裁模的定义:在部床滑块的一次行程中,在冲模的同一工位上同时完成内孔和外形两种的上工序的冲裁模。
2、复合冲裁模按结构可分为:正装式复合模、倒装式复合模二、我们请看看这三种模具的比较表无导向单工序模冲模的上模部分由模、凸模组成,通过模柄安装在冲床滑块上。
下模部分由卸料板、导尺、.凹模、下模座、定位板组成,通过下模座安装在冲床工作台上。
上模与下模没有直接导向关系,靠冲床导轨导向。
导板式简单冲裁模上模部分主要由模柄、上模板、垫板、凸模固定板、凸模组成。
下模部分主要由下模板凹模、导尺、导板、回带式挡料销、托料板组成。
冲压模具的安装与调试
冲压模具的安装与调试
2009年09月14日星期一下午 05:49
安装与调校冲模必须特别细心。
因为冲模尤其大中型冲模,不仅造价高昂,而且重量大微量移动困难,在安装及调试过程中需要极大的小心。
安装冲压模具时应注意的问题:
1)人身的安全应始终放在首位。
2)无限位装置的冲模在上下模之间应加一块垫木板。
3)在冲床工作台清理干净后,将合模状态的待试模具置于台面合适位置。
4)按工艺文件和冲模设计要求选定的压机滑块行程,调节滑块连杆,移动模
具,确保模柄对准模柄孔并达到合适的装模高度。
5)一般冲裁模先固定下模(不拧紧)后再固定上模(拧紧),压板 T型螺栓均宜
使用合适扭矩扳手拧紧(下模),确保相同螺拴具有一致而理想的预加夹紧力。
调试冲压模具时应注意的问题:
1)试模前对模具进行全面润滑并准备正常生产用料,在空行程启动冲模3~5
次确认模具运作正常后再试冲。
2)调整和控制凸模进入凹模深度、检查并验证冲模导向、送料、推卸、侧压
与弹压等机构与装置的性能及运作灵活性,而后进行适当调节,使之达到最佳技术状态。
3)对大中小型冲模分别试冲3、5、10件进行停产初检,合格后再试冲10、15、
30件进行复检。
4)经划线检测、冲切面与毛刺检验、一切尺寸与形位精度均符合图纸要求,
才能交付生产。
冲压模具总体安装步骤及其调试所需达到的效果
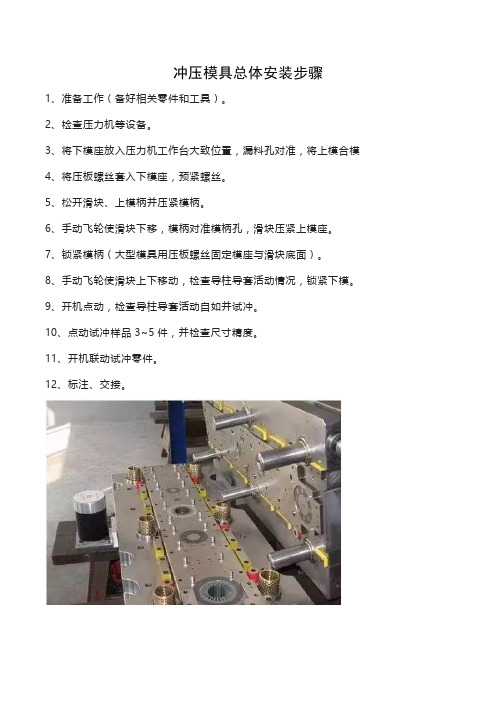
冲压模具总体安装步骤1、准备工作(备好相关零件和工具)。
2、检查压力机等设备。
3、将下模座放入压力机工作台大致位置,漏料孔对准,将上模合模4、将压板螺丝套入下模座,预紧螺丝。
5、松开滑块、上模柄并压紧模柄。
6、手动飞轮使滑块下移,模柄对准模柄孔,滑块压紧上模座。
7、锁紧模柄(大型模具用压板螺丝固定模座与滑块底面)。
8、手动飞轮使滑块上下移动,检查导柱导套活动情况,锁紧下模。
9、开机点动,检查导柱导套活动自如并试冲。
10、点动试冲样品3~5件,并检查尺寸精度。
11、开机联动试冲零件。
12、标注、交接。
冲压模具调试所要达到的效果1、帮助确定产品的成形条件和工艺规程。
冲压模具通过试冲与调整,生产出合格产品后,可以在试冲过程中,掌握和了解冲压模具使用性能,产品成形条件、方法和规律,从而对产品批量生产时的工艺规程制定提供帮助。
2、通过调试,发现问题,解决问题,积累经验,有助于进一步提高冲压质量。
3、冲压模具调试帮助确定工艺和冲压模具设计中的某些尺寸。
对于形状复杂或精度要求较高的冲压成形零件,在工艺和冲压模具设计中,有个别难以用计算方法确定的尺寸,如拉深模的凸、凹模圆角半径等,必须经过试冲,才能准确确定。
4、帮助确定成形零件毛坯形状、尺寸及用料标准。
在冲压模具设计中,有些形状复杂或精度要求较高的冲压成形零件,很难在设计时精确地计算出变形前毛坯的尺寸和形状。
为了要得到较准确的毛坯形状、尺寸及用料标准,只有通过反复试冲才能确定。
5、可以鉴定冲压模具的质量。
验证该模具生产的产品质量是否符合要求,确定该冲压模具能否交付生产使用。
冲压模具结构及其设计介绍
冲压模具结构及其设计介绍1. 引言冲压模具是冲压工艺中的关键部件,也是冲压过程中实现成形的关键工具。
冲压模具结构的设计与制造直接影响着产品的质量和生产效率。
本文将介绍冲压模具的结构及其设计要点,以帮助读者更好地理解和应用冲压模具。
2. 冲压模具结构冲压模具通常由上模、下模和导向装置组成。
2.1 上模上模是冲压模具的最上局部,其主要功能是固定和定位工件。
根据实际需要,上模可以采用滑块式、拉杆式或翻转式结构。
上模通常由上模座、上模座板、上模底板和上模底板螺钉组成。
2.2 下模下模是冲压模具的最下局部,其主要功能是支撑工件和提供成形空间。
下模通常由下模座、下模座板、下模底板和下模底板螺钉组成。
2.3 导向装置导向装置是冲压模具的重要组成局部,其主要功能是确保上模和下模的定位和运动精度。
导向装置可以分为直线导向和滑动导向两种形式,具体结构的选择需根据实际应用需求而定。
3. 冲压模具设计要点冲压模具设计时需要考虑以下几个要点:3.1 工件形状分析在进行冲压模具设计之前,需要对工件的形状进行分析。
通过对工件形状的分析,可以确定冲压模具的结构、材料选择、工艺布局等设计参数。
3.2 材料选择冲压模具的材料选择直接影响着模具的寿命和性能。
一般而言,冲压模具的工作部位应选择高硬度、高强度、高热稳定性的材料,如优质合金工具钢等。
3.3 充气系统设计充气系统是冲压模具设计中必不可少的一局部,其作用是通过充气将工件弹出模具。
充气系统的设计应考虑到冲压过程中的力学特性,并确保充气均匀、稳定。
3.4 固定方式设计冲压模具的固定方式设计直接影响着模具的稳定性和定位精度。
常见的固定方式有机械固定和气动固定两种,具体选择需根据模具的具体结构和工艺要求而定。
3.5 冲压力分析冲压过程中的冲压力分析是冲压模具设计的重要环节。
通过对冲压力的分析,可以确定模具的结构强度和刚度,以及选取适宜的冲压机。
4. 结论冲压模具是冲压工艺中不可或缺的工具,其结构和设计直接影响着产品质量和生产效率。
第四课:冲压模具调试及制件缺陷解决对策

9.修整凸、凹模成正确尺寸及形状。
1.顶出力不均匀,顶出时将产品顶 1.增加顶出杆数量,使顶出力分布均匀。
弯。
2.增加压料力。
2.压料力不足。
1.凹模圆角太小或表面粗糙度差。 1.加大凹模圆角半径并抛光。
2.板料粘附在凹模上。
2.凹模表面镀铬。
3.凸、凹模间隙小,挤压变薄。
3.加大凸、凹模间隙。
4.压料压力太大。
1.减小打板尺寸至合适。 2.增大打板弹簧弹力。 3.修整或更换打杆。 1.在凸模上增加顶出销或做有气孔。 2.减少润滑剂使用量。
凸凹模崩刃或断裂
1. 凸 凹 模 与 凸 模 不 在 一 条 中 心 线 上。 2.材料太硬。 3.凸凹漏料孔锥度太大。
1.重新调整凸模、凸凹模相对位置。 2.更换材料或将材料退火。 3.减小凸凹模漏料斜度。
1.减小凸凹模刃口直壁高度;增大漏料斜度;
2. 凸模强度不够。
改善凹模板、下垫板、下模座的落料条件。
3.坯料上有异物。
2.改变凸模外形设计,增加凸模强度;适当增
大凸、凹模冲裁、弯曲、拉伸或成型间隙。
3.清理坯料上的异物。
凸凹模卸料不畅, 坯料包在凸凹模上 (冲裁) 产品弹性定位销活 动不畅
1.卸料板型孔与凸凹模间隙过小或 卸料板型孔变形。 2.弹簧(或橡胶)弹力不足。 1.定位销与之配合孔间隙过小。 2.定位销弹簧弹力过小。 3.定位销弯曲。
5.凸模圆角过小。
1.产品因回弹造成。
1.改变凸模角度、形状。
2.坯料定位不准。
2.加大凹模模槽深度。
3.凸、凹模形状不正确或尺寸不准。 3.减小凸模及凹模制件的间隙。
4.增加矫正力,使矫正力集中在变形部位。
5.坯料先退火再弯曲。
冲压模具的基本结构及工作原理
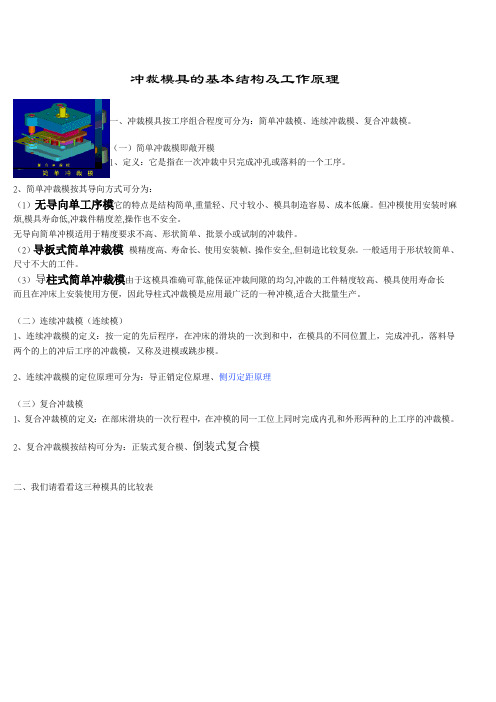
冲裁模具的基本结构及工作原理一、冲裁模具按工序组合程度可分为:简单冲裁模、连续冲裁模、复合冲裁模。
(一)简单冲裁模即敞开模1、定义:它是指在一次冲裁中只完成冲孔或落料的一个工序。
2、简单冲裁模按其导向方式可分为:(1)无导向单工序模它的特点是结构简单,重量轻、尺寸较小、模具制造容易、成本低廉。
但冲模使用安装时麻烦,模具寿命低,冲栽件精度差,操作也不安全。
无导向简单冲模适用于精度要求不高、形状简单、批景小或试制的冲裁件。
(2)导板式简单冲裁模模精度高、寿命长、使用安装帧、操作安全,.但制造比较复杂。
一般适用于形状较简单、尺寸不大的工件。
(3)导柱式简单冲裁模由于这模具准确可靠,能保证冲裁间隙的均匀,而且在冲床上安装使用方便,因此导柱式冲裁模是应用最广泛的一种冲模,适合大批量生产。
(二)连续冲裁模(连续模)1、连续冲裁模的定义:按一定的先后程序,在冲床的滑块的一次到和中,在模具的不同位置上,完成冲孔,落料导两个的上的冲后工序的冲裁模,又称及进模或跳步模。
2、连续冲裁模的定位原理可分为:导正销定位原理、侧刃定距原理(三)复合冲裁模1、复合冲裁模的定义:在部床滑块的一次行程中,在冲模的同一工位上同时完成内孔和外形两种的上工序的冲裁模。
2、复合冲裁模按结构可分为:正装式复合模、倒装式复合模二、我们请看看这三种模具的比较表无导向单工序模冲模的上模部分由模、凸模组成,通过模柄安装在冲床滑块上。
下模部分由卸料板、导尺、.凹模、下模座、定位板组成,通过下模座安装在冲床工作台上。
上模与下模没有直接导向关系,靠冲床导轨导向。
导板式简单冲裁模上模部分主要由模柄、上模板、垫板、凸模固定板、凸模组成。
下模部分主要由下模板凹模、导尺、导板、回带式挡料销、托料板组成。
这种模具的特点是上模通过.凸模利用导板上的孔迸行导向,导板兼作卸料板。
工作时凸模始终不脱离导板.以保证模具导向精度。
因而,要求使用的压力机行程不大于导板厚度。
这种冲模的工作过程是:条料沿托料板、导尺从右向左送科,首次冲裁时使用临时挡料销定位,首次冲裁以后再往前送料,搭边越过活动挡料销后再反向拉拽条料,使挡料销后端面抵住条料搭边进行定位,凸模下行实现冲裁。