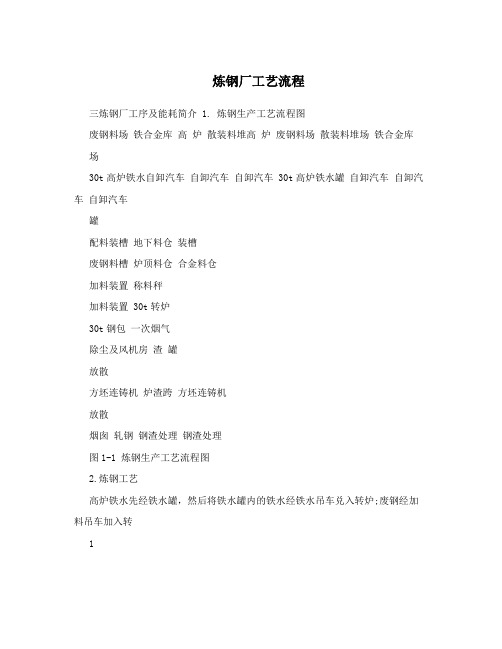
炼钢工艺流程图
炼钢生产过程以及流程图详解(全)
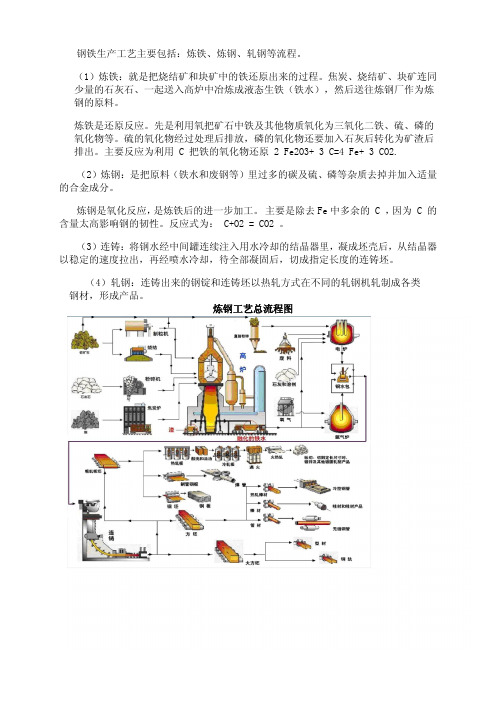
钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。
(1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。
焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。
炼铁是还原反应。
先是利用氧把矿石中铁及其他物质氧化为三氧化二铁、硫、磷的氧化物等。
硫的氧化物经过处理后排放,磷的氧化物还要加入石灰后转化为矿渣后排出。
主要反应为利用 C 把铁的氧化物还原 2 Fe2O3+ 3 C=4 Fe+ 3 CO2.(2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。
炼钢是氧化反应,是炼铁后的进一步加工。
主要是除去Fe中多余的 C ,因为 C 的含量太高影响钢的韧性。
反应式为: C+O2 = CO2 。
(3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。
(4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类 钢材,形成产品。
炼钢工艺总流程图炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
炼钢工艺流程图
炼钢工艺流程1炼钢厂简介炼钢厂主要将铁水冶炼成钢水,再经连铸机浇铸成合格铸坯;现有5座转炉,5台连铸机,年设计生产能力为500万吨,现年生产钢坯400万吨;其中炼钢一分厂年生产能力达到240万吨;炼钢二厂年生产能力为160万吨;2炼钢的基本任务钢是以Fe为基体并由C、Si、Mn、P、S等元素以及微量非金属夹杂物共同组成的合金;,脱1定深装入;2分阶段定量装入;3定量装入3.2.2装入次序目前永钢的操作顺序为,钢水倒完后进行溅渣护炉溅渣完后装入废钢,然后兑入铁水;为了维护炉衬,减少废钢对炉衬的冲击,装料次序也可以先兑铁水,后装废钢;若采用炉渣预热废钢,则先加废钢,再倒渣,然后兑铁水;如果采用炉内留渣操作,则先加部分石灰,再装废钢,最后兑铁水;3.2供氧制度制订供氧制度时应考虑喷头结构,供氧压力,供氧强度和氧枪高度控制等因素;3.2.1氧枪喷头转炉供氧的射流特征是通过氧枪喷头来实现的,因此,喷头结构的合理选择是转炉供氧的关键;氧枪有单孔,多孔和双流道等多种结构;永钢使用的是4孔拉瓦尔喷头形式喷枪;3.2.2氧气压力控制氧气压力控制受炉内介质和流股马赫数的影响;经测定,炉内介质压力一般为氧,3.3造渣制度3.3.1造渣方法根据铁水成分和冶炼钢种要求来确定造渣方法,目前常用的造渣方法有以下几种;1单渣法,在吹炼过程中所选的渣不倒出,直至吹炼终点;2双渣法,双渣法就是换渣操作,即在吹炼过程中停止吹炼,倒出部分炉渣,然后重加渣料造渣;3双渣留渣法,双渣留渣法是将上一炉冶炼的终渣在出钢后留一部分在转炉内,供下一炉冶炼操作部分初期渣使用; 3.4温度制度氧气顶吹转炉炼钢的一个显著特点是无需外加热源,炼钢的热源来自于铁水的物理热和化学热;温度制度主要是指吹炼过程熔池温度和终点钢水温度的控制;前者是保证吹炼过程顺利进行,后者是保证合适的出钢温度;只有控制好过程温度,才能为直接命中终点温度提供保证;因此,温度制度也是氧气顶吹转炉冶炼操作的重要工艺制,钢和强的脱氧剂;这样既能保证钢水的脱氧程度达到钢种的要求又使脱氧产物易于上浮,保证质量合乎钢种的要求;因此,冶炼一般钢种时脱氧剂加入的顺序是:锰铁,硅铁,铝;2合金加入量的确定各种铁合金的加入量可按下列公式计算: 合金加入量=%%%合金元素吸收率铁合金中合金元素含量终点残余成分钢种规格中限⨯-×1000钢种规格中限%=2%%钢种规格下限钢种规格上限+合金增碳量=1000% %碳吸收率合金碳含量合金加入量⨯⨯×100%4转炉炼钢用原材料4.1金属料4.1.1铁水生铁→,4.3.2氮气和氩气炼钢生产中要求氮气纯度达99%,氩气纯度在95%以上;氮气主要用于溅渣护炉,氩气用作钢包搅拌气体;5炼钢工艺流程简介工艺流程见图1;图1 炼钢工艺流程6转炉炼钢过程的基本反应Fe+O =FeOSi 、Mn 氧化 Si+O=SiO 2 Mn+O=MnO 2脱磷2P+25O 2={P 2O 5}2P+5FeO=P 2O 5+5Fe。
炼钢生产流程图解
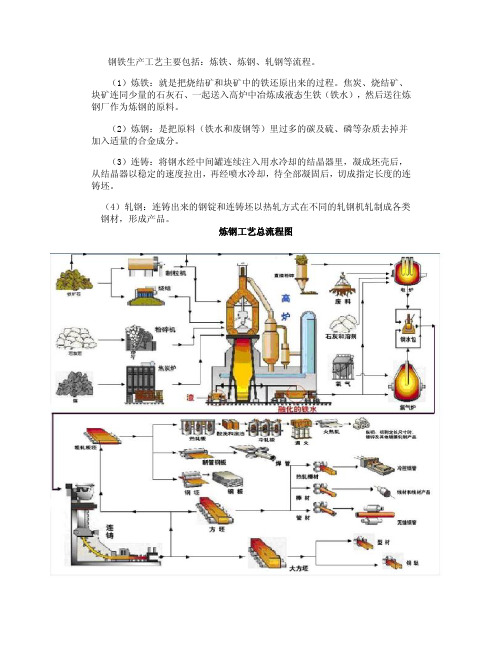
钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。
(1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。
焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。
(2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。
(3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。
(4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类钢材,形成产品。
炼钢工艺总流程图炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
炼钢厂基本工艺流程图
➢ 铁与钢的区别 ➢ 炼钢工艺流程介绍 ➢ 图片赏析
铁和钢的区别
➢ 化学成分
铁:C 4.1~4.3%,Si 0.25~0.50%, Mn 0.2~0.5%, P ≤0.12%,S ≤0.035%
钢:C <2.1% P ≤0.045%,S ≤0.050% 例:普通碳素结构钢Q195
C 0.06~0.12%,Si 0.12~0.30%, Mn 0.25~0.50%, P≤ 0.045%, S0.050%
铁水[S]: 0.035→≤0.010%
• 3:搅拌形式:KR、喷粉 • 4:目前较为先进的是铁水‘三脱’,目的是解放
转炉,提高钢水纯净度
铁水准备
N2
Mg粒
脱硫渣
铁水 铁水脱硫示意图
三、转炉
• 1:功能:降碳、提温、去S,P、脱H,O,N
去夹杂物、合金化
• 2:顶底复吹,顶枪吹氧,底吹Ar,N2,O2 • 3: 渣料:石灰、白云石、铁皮、萤石等,岀
• 1. 浇铸温度控制 • 2. 钢水成份控制 • 3. 拉速控制 • 4. 冷却控制 • 5. 液面控制 • 6. 连铸新技术、新措施
1. 浇注温度控制
连铸钢水工艺要求是,保证浇铸性能的前提下具有 较低的过热度。出钢温度是控制连铸浇铸温度的 基础与保证,提高出钢温度的命中率。钢水保温 的方法有以下几种办法:
• 2:加入石灰、预熔渣、萤石、铝粉、矾土(主要
成分:AL2O3)、电石造渣
• 3:贵重及收的率不稳定的合金元素尽量在LF炉
配,例如:Nb、V、Ni、Ti、Al、B等
• 4:缺点:增碳、增硅、回磷、增氮
电极准备 设备准备 通电准备 冷却水准备 合金及辅料准备 液压准备
测温取样 供电操作 造渣操作 吹氩操作 合金调整 温度调整
炼钢工艺流程图
炼钢厂工艺流程与设备规格性能一、炼钢厂工艺流程图二、炼钢厂示意图1、转炉示意图及工艺参数工艺参数转炉炉体1.1炉体总高(包括炉壳支撑板):7050mm1.2炉壳高度:6820mm1.3炉壳外径:Φ4370mm1.4高宽比: H/D=1.561.5炉壳内径:Φ4290mm1.6公称容量:50t1.7有效容积:39.5m31.8熔池直径: Φ3160mm1.9炉口内径:Φ1400mm1.10出钢口直径:140mm1.11出钢口倾角(与水平):20°1.12炉膛内径:Φ3160mm1.13炉容比:0.79m3 /t.s1.14熔池深度:1133mm1.15炉衬厚度:熔池:500mm 炉身:500mm 炉底:465mm 炉帽:550mm 1.16炉壳总重:77.6t1.17炉衬重量:120t1.18炉口结构:水冷炉口1.19炉帽结构:水冷炉帽1.20挡渣板结构:双层钢板焊接式1.21托圈结构:箱式结构(水冷耳轴)倾动装置型式:四点啮合全悬挂扭力杆式(交流变频器调速)最大工作倾动力矩:100t*m最大事故倾动力矩:300t*m倾动角度:±360°倾动速度:0.2~1r/min二、方坯连铸示意图大包中包方坯弧形连铸机铸机基本参数:机型:全弧形铸机弧型半径:R6000/12000mm;机~流:5~5流间距:1250mm弯曲:连续弯曲矫直:连续矫直铸坯规格:120mm × 120mm;150mm × 150mm;100mm × 173mm;130mm × 173mm;拉速:120mm × 120mm 3.2~3.76 m/min;150mm × 150mm 2.0~3.0 m/min;100mm × 173mm; 2.8~3.4 m/min;130mm × 173mm; 2.0~3.0 m/min;冶金长度: 14.69 m(全凝固矫直);17.27 m(带液芯矫直)铸机长度:16.16m(铸机外弧基准线至固定挡板)定尺长度:3~6m铸机有效作业率:85%钢水收得率:96.8%设计年产量:80万吨/年三、板坯连铸大包中包结晶器板坯连铸机示意图铸机基本参数:机型:立弯式连铸机铸机弧型半径:6000mm;机~流:2~2流间距:4700mm弯曲:8点弯曲,R65000mm、R30600mm、R19300mm、R14000mm、R11000mm、R9000mm、R7200mm、R6000mm矫直:6点矫直,R6000mm、R7200mm、R9000mm、R11700mm、R16700mm、R31600mm 铸坯规格:150mm × 350~680mm;180mm × 350~680mm;200mm × 350~680mm;拉速:150mm × 350~680mm; V max:1.6 m/min; 180mm × 350~680mm; V max:1.5 m/min;200mm × 350~680mm; V max:1.2 m/min;冶金长度:17.43 m铸机长度:17.43 m定尺长度:6500m铸机有效作业率:82%钢水收得率:97%设计年产量:60万吨/年。
钢铁工艺流程图

钢铁生产工艺流程炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
资源来源:台湾中钢公司网站。
包粉尘静电集尘器抽气风车石灰石细燃炭烧结生料焦炉气点火炉杂料小球团斡墟污赤水燃烧空气烧结机轧碎机■ ■■ ■ ■ ■■ ■ ■ ■■ ■ ■ ■■ ■ ■ ■■ ■ ■ ■■ ■ ■■■ ■ ■ ■■ ■ ■■■ ■ ■ ■■ ■ ■-7 -7 -7 -7 -7 -7 -7 -7 -7 -7 -7 -7 -7 -7锅炉筛选机-5mm往高炉配料间-1森%苣场烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
资源来源:台湾中钢公司网站。
配料间鱼雷军高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
资源来源:台湾中钢公司网站。
转炉生产流程:炼钢厂先将熔铳送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH 真空月兑气处理站、Ladle Injection 盛桶吹射处理站、VOD 真空 吹氧月兑碳处理站、STN 搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢 板、钢卷及钢片等成品。
资源来源:台湾中钢公司网站。
盛纲播 转炉精炼工场钢液分配褶 连续铸造作业流程I 1 I 表面1 [处理:连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝 固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
炼钢厂工艺流程
炼钢厂工艺流程三炼钢厂工序及能耗简介 1. 炼钢生产工艺流程图废钢料场铁合金库高炉散装料堆高炉废钢料场散装料堆场铁合金库场30t高炉铁水自卸汽车自卸汽车自卸汽车 30t高炉铁水罐自卸汽车自卸汽车自卸汽车罐配料装槽地下料仓装槽废钢料槽炉顶料仓合金料仓加料装置称料秤加料装置 30t转炉30t钢包一次烟气除尘及风机房渣罐放散方坯连铸机炉渣跨方坯连铸机放散烟囱轧钢钢渣处理钢渣处理图1-1 炼钢生产工艺流程图2.炼钢工艺高炉铁水先经铁水罐,然后将铁水罐内的铁水经铁水吊车兑入转炉;废钢经加料吊车加入转1炉。
转炉加入铁水、加入废钢后即摇正转炉,进行冶炼操作。
转炉冶炼采用顶吹工艺,从炉口插入氧枪供氧吹炼。
转炉在吹炼过程,造渣的各种散状料(活性石灰、轻烧白云石、降温剂和辅助渣料等)经炉顶料仓下料口振动机送入称量漏斗,配料后经溜管送入汇总漏斗存放,加料时经溜管从汽化冷却烟道垂直段的两侧开孔加入转炉。
出钢过程将配制好的铁合金料从炉后旋转溜槽加入钢包,完成钢水脱氧和成分调整,同时从炉后加入顶料渣,防止钢水回磷、回硫。
转炉烟气经烟气OG 净化后回收煤气,炉渣经外运处理。
钢包受钢后运回钢水接收跨,进行钢水吹氩、喂丝处理,完成钢水调温,进一步脱氧和改变杂物形态、分布,提高钢水质量。
炼钢工艺流程见图2—1。
高炉铁水合格废钢氧气散状料合格铁合金30T铁水罐自卸汽车管网地下料仓电磁吊车总管切断阀上料提升机自卸汽车废钢坑总管阀门组转运站装槽电磁吊车总管 16吨吊车废钢料槽支管卸料皮带机合金料仓称量支管阀门组卸料小车称料秤兑铁吊车加料吊车快速切料阀高位料仓加料装置氧枪称量料仓汇总斗氮封溜槽固定烟道30T转炉溜槽一次烟气钢渣钢水2活动烟罩渣罐 30T钢包汽化冷却烟道渣罐车钢包车烟气OG净化吊车钢包吹氩、调温风机落地渣吊车放散轮式装载机方坯连铸机渣场连铸坯(送轧钢)图2—1 炼钢工艺流程3. 连铸工艺连铸工艺流程见图3—1。
30T钢包钢包回转台中间罐结晶器结晶器振动装置引锭杆及存放铸坯二冷喷水连续矫直拉矫机中间辊道及夹送火焰切割机输送辊道移钢机热坯3冷床冷坯轧钢堆垛、检查图3—1 连铸工艺流程钢水经处理后,温度和成分均合钢种浇铸条件时,利用起重机将钢包吊起放置在连铸钢包回转台准备浇铸作业。
钢铁生产工艺设计流程图
钢铁生产工艺流程炼焦生产流程:炼业是将焦煤经混合,破碎后参加炼焦炉经干馏后产生热焦碳及粗焦炉气之制程。
资源来源:中钢公司。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统参加烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反响,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
资源来源:中钢公司。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部参加炉,再由炉下部鼓风嘴鼓入高温热风,产生复原气体,复原铁矿石,产生熔融铁水与熔渣之炼铁制程。
资源来源:中钢公司。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进展各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除外表缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
资源来源:中钢公司。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模,开场冷却凝固成形,生成外为凝固壳、为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
此半成品视需要经钢胚外表处理后,再送轧钢厂轧延。
资源来源:中钢公司。
热轧生产流程。
热轧生产流程。
资源来源:中钢公司。
热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
资源来源:中钢公司。
热轧生产流程>一号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或H.R BAND〔HR BAND 未调质轧延〕。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
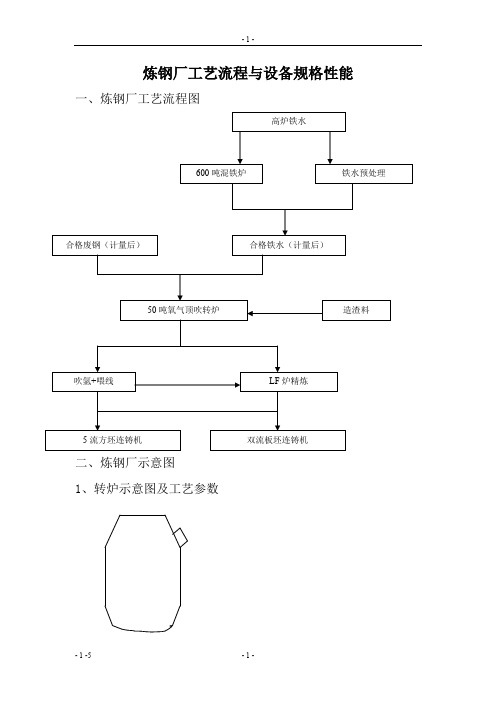
炼钢厂工艺流程与设备规格性能一、炼钢厂工艺流程图
二、炼钢厂示意图
1、转炉示意图及工艺参数
工艺参数
转炉炉体
1.1炉体总高(包括炉壳支撑板):7050mm
1.2炉壳高度:6820mm
1.3炉壳外径:Φ4370mm
1.4高宽比: H/D=1.56
1.5炉壳内径:Φ4290mm
1.6公称容量:50t
1.7有效容积:39.5m3
1.8熔池直径: Φ3160mm
1.9炉口内径:Φ1400mm
1.10出钢口直径:140mm
1.11出钢口倾角(与水平):20°
1.12炉膛内径:Φ3160mm
1.13炉容比:0.79m3 /t.s
1.14熔池深度:1133mm
1.15炉衬厚度:熔池:500mm 炉身:500mm 炉底:465mm 炉帽:550mm 1.16炉壳总重:77.6t
1.17炉衬重量:120t
1.18炉口结构:水冷炉口
1.19炉帽结构:水冷炉帽
1.20挡渣板结构:双层钢板焊接式
1.21托圈结构:箱式结构(水冷耳轴)
倾动装置
型式:四点啮合全悬挂扭力杆式(交流变频器调速)
最大工作倾动力矩:100t*m
最大事故倾动力矩:300t*m
倾动角度:±360°
倾动速度:0.2~1r/min
二、方坯连铸示意图
大包
中包
方坯弧形连铸机铸机基本参数:
机型:全弧形
铸机弧型半径:R6000/12000mm;
机~流:5~5
流间距:1250mm
弯曲:连续弯曲
矫直:连续矫直
铸坯规格:120mm × 120mm;
150mm × 150mm;
100mm × 173mm;
130mm × 173mm;
拉速:120mm × 120mm 3.2~3.76 m/min;
150mm × 150mm 2.0~3.0 m/min;
100mm × 173mm; 2.8~3.4 m/min;
130mm × 173mm; 2.0~3.0 m/min;
冶金长度: 14.69 m(全凝固矫直);17.27 m(带液芯矫直)
铸机长度:16.16m(铸机外弧基准线至固定挡板)
定尺长度:3~6m
铸机有效作业率:85%
钢水收得率:96.8%
设计年产量:80万吨/年
三、板坯连铸
大包
中包
结晶器
板坯连铸机示意图
铸机基本参数:
机型:立弯式连铸机
铸机弧型半径:6000mm;
机~流:2~2
流间距:4700mm
弯曲:8点弯曲,R65000mm、R30600mm、R19300mm、R14000mm、R11000mm、R9000mm、R7200mm、R6000mm
矫直:6点矫直,R6000mm、R7200mm、R9000mm、R11700mm、R16700mm、R31600mm 铸坯规格:150mm × 350~680mm;
180mm × 350~680mm;
200mm × 350~680mm;
拉速:150mm × 350~680mm; V max:1.6 m/min; 180mm × 350~680mm; V max:1.5 m/min;
200mm × 350~680mm; V max:1.2 m/min;
冶金长度:17.43 m
铸机长度:17.43 m
定尺长度:6500m
铸机有效作业率:82%
钢水收得率:97%
设计年产量:60万吨/年。