In_【流程管理】锡膏评估验证流程
锡膏检验规范
锡膏检验规范1. 本规范引用下列标准:JIS C 6408印刷线路板所用铜片之通论JIS H 3100铜和铜合金、薄板及铜片JIS Z 3197锡膏助焊剂合成松香的检验方法JIS Z 3282软性锡膏JIS Z 8801筛选测试2. 与本规范有关连之国际标准第一部份:分类,标签和包装− ISO 9454-1:1990软性锡膏助焊剂的分类和资格ISO 第一部份:测定挥发性、热重损失试验−检验方法−9455-1:1990软性锡膏助焊剂2. 定义为使本规范易于达成目的,定义名词如下:(1) 锡膏:锡铅合金粉末和膏状助焊剂的混合物。
(2) 助焊剂活性:助焊剂能够提升液态融锡在基板表面之沾锡力程度。
(3) 助焊剂效率:助焊剂的功效表现在焊接过程中。
(4) 活性剂:用以提升助焊剂能力。
(5) 合成松香:助焊剂中天然或合成松香。
(6) 松香:自松树所提炼之树脂,加以蒸馏所得之自然硬性树脂,或称橡胶松香、木材松香,或酸性指数为130以上之长油松香。
(7) 改良式松香:不同松香种类之混合松香,但无法归类于松香分类之中。
(8) 松香助焊剂:助焊剂的主要成份为松香,形式为溶剂之溶液或膏状物。
(9) 助焊剂残留物:融锡加热之后,残留于基板之上的助焊剂物质。
(10) 塌陷:锡膏印刷后干燥或加热中,其外观上的改变。
(11) 黏滞力:锡膏黏着于基板上的力量。
(12) 锡球:在锡膏熔化之后,基板表面,出现许多小球状颗粒。
(13) 锡溅:锡膏凝固后,散布不一的形状。
(14) 不沾锡:融锡无法黏着于基板表面上。
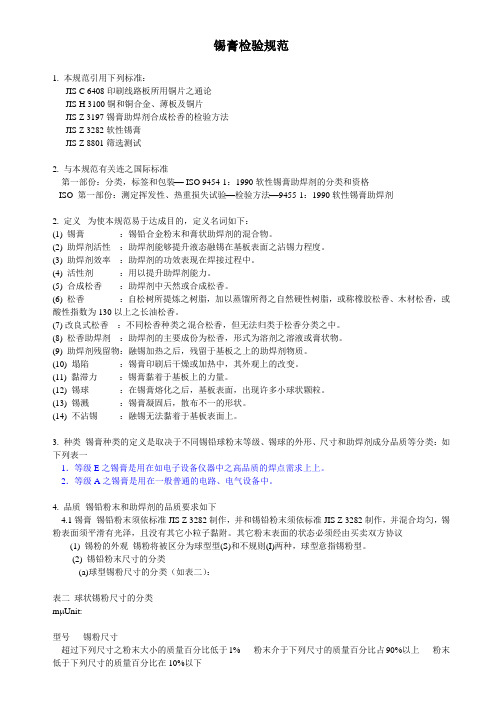
3. 种类锡膏种类的定义是取决于不同锡铅球粉末等级、锡球的外形、尺寸和助焊剂成分品质等分类:如下列表一1.等级E之锡膏是用在如电子设备仪器中之高品质的焊点需求上上。
2.等级A之锡膏是用在一般普通的电路、电气设备中。
4. 品质锡铅粉末和助焊剂的品质要求如下4.1锡膏锡铅粉末须依标准JIS Z 3282制作,并和锡铅粉末须依标准JIS Z 3282制作,并混合均匀,锡粉表面须平滑有光泽,且没有其它小粒子黏附。
锡膏的使用规范及回库流程

锡膏的使用规范及回库流程1. 锡膏的介绍锡膏是一种非常常见的焊接材料,常用于电子组装过程中的焊接工艺。
它通常由焊锡粉末和助焊剂组成,具有良好的焊接性能和熔化特性。
锡膏的使用可以提高焊接效率和焊接质量,因此在电子制造行业中广泛应用。
2. 锡膏的使用规范2.1 确保工作环境清洁在使用锡膏前,必须确保工作环境干净整洁,以防止杂质或其他污染物进入焊接过程中,影响焊接质量。
2.2 控制温度和湿度锡膏的性能会受到温度和湿度的影响,因此在使用锡膏时,应确保工作环境的温度和湿度稳定,并符合锡膏的规范要求。
2.3 加热锡膏在使用锡膏之前,需要将其加热至适当的温度,以使其达到最佳的焊接性能。
具体的加热温度应根据所使用的锡膏品牌和型号进行调整。
2.4 确保焊接表面的干燥和清洁在使用锡膏之前,必须确保焊接表面干燥和清洁,以保证焊接质量。
可以使用特定的清洁剂或溶剂来清洁焊接表面。
2.5 合理使用锡膏数量在焊接时应根据实际需要合理使用锡膏的数量,以避免浪费。
同时,在使用过程中需要定期检查锡膏的使用情况,并及时补充或更换。
3. 锡膏的回库流程3.1 检查锡膏的质量在回库之前,需要对锡膏的质量进行检查。
主要包括外观、温度和颜色等方面的检查。
如果发现锡膏存在异常或变质,应予以淘汰处理。
3.2 封存未使用的锡膏对于未使用的锡膏,应尽快封存,并在封存前清理好容器和材料。
封存的容器应保持密封状态,避免空气、水分或杂质进入。
3.3 标记锡膏的相关信息在回库过程中,需要将锡膏的相关信息标记清楚,例如生产日期、批次号、规格型号等。
这样可以方便后续对锡膏进行追溯和管理。
3.4 存放的要求存放回库的锡膏应放置在干燥、通风的环境中,避免阳光直射。
同时,需要保证存放区域的温度和湿度稳定,并避免与其他化学物品存放在一起。
3.5 定期检查和更新定期检查回库的锡膏,对于过期或变质的锡膏需要及时清理或淘汰,同时更新标记的相关信息。
4. 总结锡膏在电子制造行业中具有重要的地位,它的使用规范和回库流程对于保证焊接质量和管理效率非常重要。
SMT锡膏管理流程作业指引
回焊时间217℃以上40~80S
最高温度235~249℃
7.5 回流焊曲线图例:
无铅曲线图例。
8.相关要求
8.1操作要求
8.1.1.锡膏到物料房立刻安排入冷柜。
8.1.2冷柜温度应保持在2-8℃之间。
8.1.3锡膏有效期见瓶身标识,超出应作报废处理。
8.1.4领取锡膏应按锡膏瓶上的编号依次领取。
8.1.5锡膏使用前应放在锡膏解冻治具上室温条件解冻>4 小时,如未开封的锡膏可以在治具内
放置72 小时,超过此时长的需要放回冰箱冷藏。
8.1.6锡膏搅拌要求:使用机器搅拌3 分钟。
8.1.7针对客供锡膏需参考客供锡膏相关要求及客户要求进行管理。
8.2安全要求
8.2.1锡膏内含有重金属等有害物质,如粘在手上应尽快用酒精擦干净,以免对皮肤造成伤害。
锡膏的评估
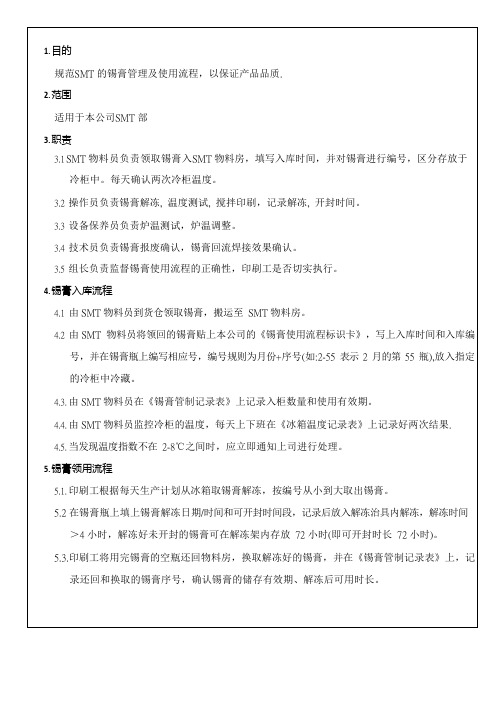
锡膏的评估学会怎样通过一个稳健的焊锡系统评估的模式来为公司节省经费。
焊接系统是化学可兼容性过程的一个重要部分,应该彻底地评估,以得到维持或改进。
一个焊接系统可定义为所有具有助焊剂的化学物质,诸如锡膏、波峰焊接助焊剂和多数的返工材料。
为了本评估的目的,我们认为波峰焊接系统用的焊锡条和锡线严格地说是一种商品,不是系统评估的部分。
我们使用一个在下面将要详细描述的6σ 程序来进行焊接系统的评估分析。
在过去三年里,通用电气公司(General Electric Company)已经使用6σ 程序来评估和引入工艺。
在6σ 程序中使用的统计工具与方法适合于一个焊接系统评估所要求的分析类型。
在我们的焊接系统评估开始时,我们决定任何认可的系统必须至少与我们现有的系统一样好,不管价格。
与工业中其它人的讨论使我们相信我们现有的焊接系统是一个非常令人敬畏的敌人。
我们的目标是以许多标准来评估许多的供应商。
我们将认可所有比我们现有系统表现更好的系统。
通过认可几个不同的系统,采购部门将能够讨价还价,而不陷入唯一来源。
当我们简单地宣布我们计划进行评估时,我们现在的焊锡系统供应商将其价格降低39%! 认可几个不同的系统给你机会节约公司的资金。
要评估哪些制造商?评估中我们的第一步是决定我们要求的锡膏(solder paste)类型。
我们的板有密间距(fine pitch,小于20-mil)、侵入式回流焊接(通孔引脚在锡膏中pin-in-paste)、双面回流焊接和胶点。
通过考查我们的工艺过程和几个锡膏制造商一起工作,我们决定我们需要免洗、低残留物、探针可测试的(pin testable)、63锡/37铅、90%金属含量的锡膏。
提前决定这些需求缩短了涉及索求报价的时间与工作。
简单地询求每年多少重量的锡膏将使供应商判断我们的需求,引导他们适当地报价不同的产品。
专门确定我们所要求的锡膏是比较不同制造商类似产品的最好方法。
其次,我们决定应该让哪些供应商来完成评估。
锡 膏 评 估 验 证 流 程

锡膏的基本数据认证
8.润湿性试验
扩散程度 1
2 3 4
扩散状态
由焊锡膏融解的焊锡,把试验板濡润,扩散到所涂布焊锡膏面积以 上的状态。
涂布焊锡膏处完全为焊锡所濡润的状态。
分厘卡:符合JIS B 7502者或等同于或优于彼的量测装置。
测试方法: (1)将铜板浸没于二甲苯中并以#500砂纸研磨以去除氧化膜 。 (2)研磨之后以异丙醇将附着至铜板表面的污物清除,并置于空气中至完全干燥。 (3)将铜板置于温度约为150℃的烘箱中1小时以实施氧化处理。 (4)将铜板自烘箱中取出并冷却至室温,精秤约0.3克的锡膏至铜板上。 (5)将铜板置于温度为220-230℃的加热板上30秒,令锡膏熔化扩散。 (6)冷却至室温后,以异丙醇将残余的助焊剂去除,并风干。 (7)以分厘卡量测焊锡扩散后的高度并计算扩散率。
质量分类 :助焊剂的质量分类依助剂的活性度、助焊剂成份的氯含有量、 绝缘抵抗值、铜板腐蚀及铜镜腐蚀之有无,如表分类。
备 注:(1)评价是以96小时后及168小时后的值,24小时后的值如达到96小 时后的基准值以下亦可。 (2)条件A:温度40℃,相对湿度90%,168 小时。条件B:温度85℃,相对湿度85%,168小时。
錫膏的基本資料認証
7.擴散性試驗成份
計算方法: D-H
擴散率(%) = --------------- x 100 D
其中 H:擴散之銲錫的高度(扣除空板厚度); D:假設擴散的銲錫為球體時,其直徑(mm); D = 1.24V1/3
V:重量/比重 判定標準:由於無鉛的擴散率尚未制定標準,但是以目前的經驗,其擴散率
锡膏评估报告

锡膏评估报告焊膏评估(Evaluating Solder Paste)1评估项目1.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)1.2 润湿(Wetting)1.3 塌落(Slump)1.4 粘附性(Tack)1.5 焊料球(Solder Ball)1.6 工作寿命(Worklife)1.7 粘度(Viscosity)1.8 合金成份(Alloy)1.9 粒径(Powder Size)1.10 卤素含量1.11 一次通过率2 评估方法2.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)2.1.1 试样约50g焊膏。
2.1.2 设备、仪器和材料a) 天平(Balance):精确到0.01g;b) 加热设备(如热风枪);c) 焊剂溶剂(Solvent)。
2.1.3 试验步骤a)称取10~50g(精确到0.01g)的焊膏放入已称重的耐热容器内;b)在合金液相线上25oC熔化焊膏后,冷却至室温;c)用Solvent清洗焊膏残留物后,将样品烘干;d)称取容器重量,计算出焊膏含金属的重量。
利用下面的公式计算焊膏的金属含量:(焊膏中金属的重量/焊膏原始重量)*100%=金属含量%2.1.4评估标准按此试验方法进行分析时,合金粉末百分(质量)含量的实测值与规格值偏差应不大于±1%。
2.2 润湿(Wetting)2.2.1 试样与所用基板焊盘性能相似的无氧铜片,尺寸为76mm*25mm*0.8mm。
2.2.2 设备、仪器和材料a) 平整的热板;b) 10倍的放大镜;c) 液态的铜清洗剂(如50g磷酸三钠、50g磷酸氢钠加1L的水的溶液);d) 去离子水;e) 异丙醇;f) 焊剂清洗剂;g) 模板:尺寸为76mm*25mm*0.2mm,模板上至少开有三个直径为6.5mm的圆形孔,孔距最小为10mm。
锡膏制程实验检验标准

订定电子工业物料检测标准—锡膏测试及评估程序研发摘要在政府推动成为科技岛政策带动下,电子构装及电子组装产业已成为国内的龙头产业。
在该产业竞争激烈的环境之中,业者无不积极提升其产品良率及可靠度。
而电子业中锡膏乃是最重要的工业物料之一,锡膏之特性直接影响产品良率及可靠度。
而业者在筛选适用于其生产环境与制程参数的锡膏物料时,往往耗费可观的时间及金钱尝试错误,却不一定能找到适用的物料。
本研究旨在制定一套标准的锡膏特性之测试及评估程序,供业界作为物料筛选的准则。
决定各测试项目及其参数,并评估各种国内业界普遍使用之锡膏种类,以实验设计等统计方法对测试结果加以验证。
测试结果将供业者参考,以缩短物料筛选的时间,并改善其产品良率与可靠度,进一步提升我国电子业之竞争力。
关键词:表面黏着技术、电子构装、电子组装、锡膏、物料筛选、实验设计壹、绪论一、研究背景与研究目的近年来,亚洲电子构装业(Packaging)及组装业(Assembly)已角足全世界。
随着大批主机板代工生产的订单如排山倒海涌入,表面黏着技术(Surface Mount Technology / SMT)已成为台湾业界耳熟能详的名词。
而SMT技术的开发与研究,乃是电子产业长期竞争力的基础。
以目前最具潜力的笔记型计算机业而言,国际著名大厂分别委托国内计算机业者代工生产(OEM),国内业者并大量提供其自己品牌的计算机。
于公元1999年以后,台湾将生产并提供全球笔记型计算机总数量的二分之一强。
SMT制程相对于传统穿孔式安装更具挑战性,因此业者必须更加谨慎地规划其制程与选择合适的物料,以提升产品良率(Yield)与可靠度(Reliability)。
随着产业外移与国际市场竞争的压力,过去尝试错误(Trial & Error)并从中加以改进的对策已不再可行。
电子工业「物料选择」及「制程优化」的“Know How”将是各国业界研发的重点方向。
北美及欧洲如Surface Mount International、IEEE、NEPCON等国际专业学术会议,以至台湾工业技术研究院所主持的SMTA (Surface Mount Technology Associate),皆旨在提升业界制程能力,以因应未来先进电子组装/构装技术的挑战。
锡膏评估内容

锡膏评估内容目的:从锡膏的成分,性能,焊接外观以及可靠性方面进行详细评估。
一.测试项目及相关的仪器,标准依据编号测试项目测试设备标准1合金及不纯物组成分析火花直读光谱仪J-STD-006J-STD-005,J-STD-006 2锡粉粒径与形状激光粒度仪IPC-TM-6503扩展率铜板,加热板JIS-Z-31974粘度Malcom PCU-205JIS-Z-31975金属含量电子天平,陶瓷杯IPC-TM-6506锡球测试陶瓷基板,加热板IPC-TM-6507坍塌性印刷钢板,烘箱IPC-TM-6508卤化物含量硝酸银溶液,碱式滴定管IPC-TM-6509铬酸银测试铬酸银试纸IPC-TM-65010铜镜测试可程式恒温恒湿实验机,铜镜IPC-TM-65011铜板腐蚀测试可程式恒温恒湿实验机,铜片IPC-TM-650可程式恒温恒湿实验机,梳形电路IPC-TM-65012表面结缘阻抗板可程式恒温恒湿实验机,梳形电路13电子迁移试验IPC-TM-650板14粘着力测试粘着力测试仪器IPC-TM-65015外观及焊点外形检查显微镜,二次元测量仪IPC-A-610D 16推力实验推拉力计17高低温冲击实验高低温试验箱IPC-TM-650 18盐雾实验二.评估内容及方法1.锡粉的合金组成1)目的:确认合金的成分与不纯物比例是否符合测试标准规格。
2)测试标准:请参考J-STD-0063)测试仪器:火花直读光谱仪4)测试方法:A)从锡膏中取样约250g,并用溶剂洗净锡膏中的flux。
B)加热使其成为锡块。
C)将锡块样本放置在火花放射光谱仪上,进行测试。
D)约在30 秒之后,电脑将自动打印出设定测试的合金不纯物比例的列表。
5)判定标准:合金比例与不纯物比例必须符合J-STD-006 的标准规格。
6)测试结果记录2. 锡粉的粒径与形状1)目的:良好的锡粉形状与粒径范围,将有助于印刷时的下锡性。
2)测试标准J-STD-005 IPC-TM-650 2.2.143) 测试仪器:激光粒度仪4)测试方法:使用80 倍以上的显微镜观察锡粉外观。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3D画像测定仪
锡膏的基本数据认证
1天
3.助焊剂含有量成份
目的:确认助焊剂含量与标准值不超过 ±0.5%,避免锡膏加热之后残留过多
的助焊剂。
规范标准:依据参考JIS-Z-3197之6.1篇
测试仪器:电子天秤
测试方法:锡膏搅拌均匀后,精秤约30克样品至250毫升烧 杯中,记录其重量为W1(g)。加入甘油,其量须 能完全覆盖锡膏,加热使焊锡与助焊剂完全分离 取出固化的焊锡,以水清洗。浸入乙醇中约5分 钟,常温下再水洗并干燥之。精秤其重量为W2(g) 依据式(1)计算助焊剂含量。助焊剂含量(%)=
size值)3.将装有样品的烧杯移至电位滴定装置
充分搅拌后以0.02M硝酸银溶液滴定至终点。4.滴
定仪可自动计算出含量,并绘出电位VS硝酸银溶
液耗用体积之图形。
电位差自动测定仪
锡膏的基本数据认证
5.卤素含有量成份
判定标准:(1)是否符合厂商所附规格的内容. (2)参照JIS-Z-3284之4.2的规范
火花放射光谱仪
锡膏的基本数据认证
3天
2.锡粉颗粒与形状测试
目的:良好的锡粉形状(球状)与粒径范围,将有助于印刷时的下锡性。
规范标准:依据参考J-STD-005 之3.3 Solder Powder Particle Size; IPC-TM-650之2.2.14。
测试仪器:3D画像测定仪
测试工具: 电位差自动测定仪(KYOTO AT-400); 电子自动天平
(DenverInstrument M-120)、回转子、0.02M硝酸银溶液.
测试方法:1.精秤约10克锡膏样品至250毫升烧杯中,加入
约150毫升乙醇。2.锡膏样品重量x助焊剂含量
=锡膏样品中的助焊剂重量(即输入滴定仪之
锡膏评估验证流程
© 2007 SMTHome Discussion Group ( ) The information contained herein is subject to change without notice
目录
一﹑锡膏的基本数据认证 二﹑产线基本检验内容 三﹑可靠度测试工程 四﹑ROHS指令验证
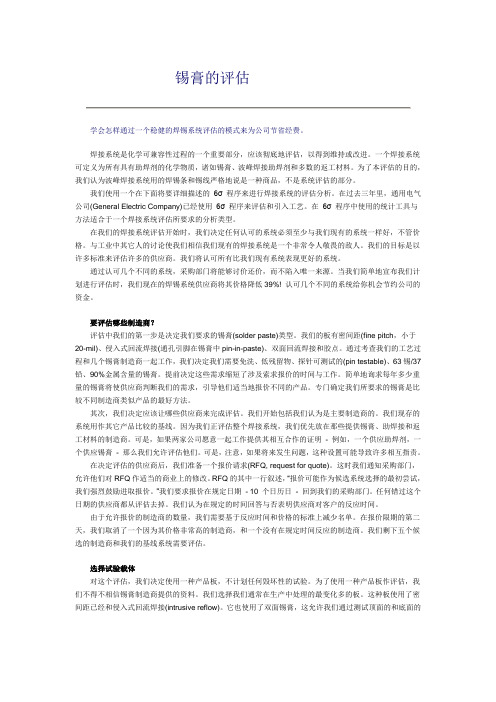
测试方法:使用80倍以上的显微镜观察锡粉外观。并利用随机取样的方式计 算出锡粉的粒径分布范围,同时观察锡粉的形状是否呈现为”真 球状(正圆球或椭圆球--合格)”或者是”不定形状”
Type 1 Type 2 Type 3
Type 4
Less Than 1% Larger Than
150 μm
75 μm
质量分类 :助焊剂的质量分类依助剂的活性度、助焊剂成份的氯含有量、 绝缘抵抗值、铜板腐蚀及铜镜腐蚀之有无,如表分类。
备 注:(1)评价是以96小时后及168小时后的值,24小时后的值如达到96小 时后的基准值以下亦可。 (2)条件A:温度40℃,相对湿度90%,168 小时。条件B:温度85℃,相对湿度85%,168小时。
锡膏的基本数据认证
0.5天
1.锡粉的合金成份
目的:确认合金的成份与不纯物比例是否符合标准规范的规格。
规范标准:参考依据JIS-Z-3282。
测试仪器:火花放射光谱仪(如右下图所示)
测试方法:(1) 从锡膏当中取样约250g并将flux用溶剂 洗净。(2) 加热使其成为锡块。(3) 将锡块 样本放置在火花放射光谱仪上。(4) 约莫30 秒钟之后计算机将自动将所设定测试的合金不 纯物比例列出。 判定标准:铅含有量不得超出0.1%。
[(W1- W2)/ W1]x100
判定标准:是否符合厂商所附规格上的内容(助焊剂含量与标 准值不超过 ±0.5%)。
电子天秤
锡膏的基本数据认证
0.5天
4.粘度测试
目的:确保锡膏有足够的防坍塌性
规范标准:依据JIS-Z-3284附件六之5.2篇
测试工具: Malcom 黏度计PCU 203型
45 μm
Less Than 1% Larger Than
38 μm
80% Minimum Between
150-75 μm
75-45 μm
45-25 μm
90% Minimum Between
38-20 μm
10% Maximum Less Than
20 μm
20 μm
20 μm
10% Maximum Less Than
锡膏的基本数据认证
1天
6.锡珠测试
目的:测试锡膏于加热融化后,于氧化铝板上是否收缩成一颗锡球的能力与 安定不飞溅的稳定度。
规范标准:依据参考JIS-Z-3284之附件十一 测试工具:(1)氧化铝(alumina)基板(25×50×0.6~0.8mm)
记号
I II
活性度
低 中
助焊剂成份的 氯含有量%
0.03以下 0.1> X >0.03
绝缘抵抗(1) Ω
条件A(2) 条件B(3) 1×1011以上 5×108以上 1×1011以上 1×108以上
铜板 腐蚀
无腐蚀 无Байду номын сангаас蚀
铜镜 腐蚀
无腐蚀 ------
III 高
0.5>X>0.1 1×1011以上 1×108以上 无腐蚀 ------
测试方法:(1)将焊锡膏放在室温或25℃里2~3小时。 (2)将焊锡膏容器的盖子打开,用刮刀(SPATULA)避免空气混入 小心搅拌1~2分钟。 (3)将焊锡膏容器放入恒温槽。 (4)回转速度调整在10RPM,温度设定在25℃,约3分钟后确认被 Rotor所吸取的焊锡膏出现在排出口后,停止Rotor回转,等 到温度回复稳定为止。 (5)温度调整完后,设定10RPM,读取3分钟后的粘度值。 (6)接着设定3RPM的回转速度,在回转状态下放6分钟。 (7)读取6分钟后的粘度值。 (8)回转速度由3→4→5→10→20→30→10RPM变化,读取在3,10, 30,10RPM时的粘度值。取时间6,3,3,3,1~3,1~3,1分钟。
(9)计算出Log(3rpm的读值/30rpm的读值)。
判定标准:是否符合厂商所附规格的内容。
Malcom 黏度计
锡膏的基本数据认证
1天
5.卤素含有量成份
目的:检测助焊剂中的氯或溴离子含量是否符合规范中所列的含量.
规范标准:依据参考JIS-Z-3197之6.5
JIS-Z-3284之4.2(Flux for solder paste)