铣床设备日常维护保养记录表
设备保养 计划及保养记录表

每季度
1.检查油缸法兰和缸杆与上压板的紧固法兰上的螺钉是否有 松动,并及时拧紧 2、检查一次油箱内的油液:着重检查油 液是否太脏并及时更换:油量是否足够,并及时加注 3、检 查机床电箱内各元件及其它行程限位开关的使用状况。各传 每日保养 动部件的润滑和磨损情况,各安全防护装配的牢固情况,并 加以调整或更换 4、检查油缸、油液、油压系统的使用情 况,重点查看油液是否须更换、各油路接口是否有泄漏,系 统压力是否正常等 5、检查是否按正确的方法摆放工件,严 禁偏边加压和高低不平加压
芯(柱塞) 进行清洁、润滑、检查,磨损量不超过制造单
每日保养
位要求 4. 制动器制动弹簧压缩量符合制造单位要求,保持 有足够的制动力5.电动机与减速机联轴器螺栓 无松动 6. 曳
引轮、导向轮轴承部 无异常声,无振动,润滑良好 7. 曳引轮槽
磨损量不超过制造单位要求 8. 制动器上检测开关 工作正常,
漏,无断裂。10. 调节各轴间隙。
1.电源供电是否正常2.各按钮操作开关是否常3.工装固定螺
7
钻床
11
五金配件 木器车间
丝有无松动现象4.润滑部位有无加注润滑油5.有无对机器进 行保养擦拭6.机器表面有无摆放杂物7.机槽表面有无清除切
屑残液8.主机是否有过热现象。9. 冷却是否正常10. 钻头是
否锋利
擦拭6.机器表面有无摆放杂物7.主机是否有过热现象。
1.电源供电是否正常2.各按钮操作开关是否常3.定位螺丝有
无松动现象4.润滑部位有无加注润滑油5.有无对机器进行保
6
铣床
4 木器车间 养擦拭6.机器表面有无摆放杂物7.检查清洗变速箱、进给箱
8.主机是否有过热现象。9. 检查润滑系统,需无堵塞,无泄
铣床设备点检表
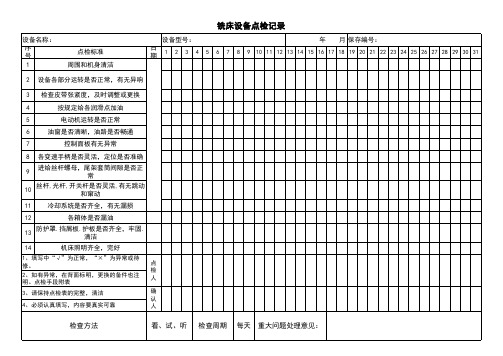
设备名称: 序 号 1
点检标准 周围和机身清洁
设备型号:
年 月 保存编号:
日 期
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
2 设备各部分运转是否正常,有无异响
3 检查皮带张紧度,及时调整或更换
14
机床照明齐全,完好
1、填写中“√”为正常,“×”为异常或待 修。
点 检
2、如有异常,在背面标明,更换的备件也注 人
明。点检手段附表
3、请保持点检表的完整,清洁
确
认
4、必须认真填写,内容要真、听 检查周期 每天 重大问题处理意见:
4
按规定给各润滑点加油
5
电动机运转是否正常
6
油窗是否清晰,油路是否畅通
7
控制面板有无异常
8 各变速手柄是否灵活,定位是否准确
9
进给丝杆螺母,尾架套筒间隙是否正 常
10
丝杆,光杆,开关杆是否灵活,有无跳动 和窜动
11 冷却系统是否齐全,有无漏损
12
各箱体是否漏油
13
防护罩.挡屑板.护板是否齐全,牢固. 清洁
机加、动力设备日常维护保养点检记录表(全)
年月
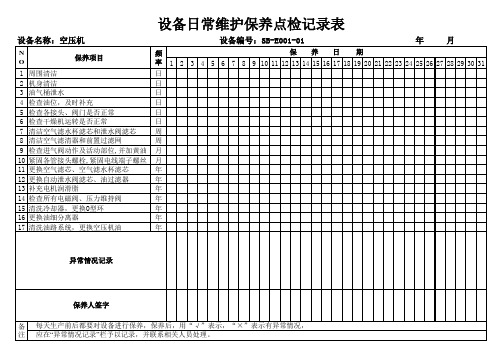
设备日常维护保养点检记录表
设备编号:SB-E001-01
设备名称:空压机
年月
设备日常维护保养点检记录表
设备名称:除湿机
设备编号:SB-E020
年月
设备名称:冷水机组、风冷机组设备编号:SB-E020
年月
设备名称:无塔供水设备编号:SB-E012
年月
设备名称:纯水机设备编号:SB-E013
年月
设备日常维护保养点检记录表
设备名称:超纯水机
设备编号:SB-E011
年月
设备名称:制氮机设备编号:SB-E002
年月
设备名称:真空泵设备编号:SB-E010-01
年月
设备日常维护保养点检记录表
设备名称:超声波焊机
设备编号:SB-E009-01
年月
设备日常维护保养点检记录表
设备名称:车床
设备编号:SB-E003
年月
设备名称:铣床设备编号:SB-E004
年月
设备名称:铣床设备编号:SB-E004
年月
设备日常维护保养点检记录表
设备名称:平面磨床
设备编号:SB-E005
年月
设备日常维护保养点检记录表
设备名称:外圆磨床
设备编号:SB-E006
年月
设备日常维护保养点检记录表
设备名称:剪板机
设备编号:SB-E007
年月
设备日常维护保养点检记录表
设备名称:折弯机
设备编号:SB-E008。
设备一级保养内容汇编
复杂系数
计划保养日期
摇臂钻床
Z3080×25
机F
电F
序号
保养内容和要求
完成情况
1
擦拭机床外表做到内外清洁,无锈蚀、无黄袍。
2
检查、清洁移动压头部分,无杂物,无积灰。
3
清扫机床地下部分,做到无垃圾,杂物。
4
检查机身所有紧固件及焊缝,根据情况进行调整,发现焊缝有异常应立即汇报。
5
清洗整修上下工作面,检查导轨面,修整毛刺及伤痕调整间隙
9
清扫、擦拭电动机及电器箱,确保整洁干净。
10
检查和擦洗钻床附件,消除油污铁屑,保持台虎钳清洁干净。
备注:
保养人员
保养时间
1.在完成情况栏里,请写明实际保养的内容。
2.设备在进行一级保养时,必须同时执行点检全部内容和要求。
3.设备在进行一级保养前,首先必须切断电源确保安全。
二、锻压类设备
设备编号
设备名称
2
擦拭丝杆、光杆、操纵杆及齿条,去处毛刺。
3
检查主轴系统运转是否正常,变速手柄定位是否准确可靠,检查主轴椎孔有无毛刺。
4
洗齿轮和轴套。
5
调整齿轮啮合间隙。
6
检查导轨面,去处毛刺。
7
拆洗中小溜板、丝杆、螺母、刀架及塞铁,调整间隙。
8
拆洗丝杆、顶尖套,达到内外清洁无毛刺。
9
清洗油线、油毡和过滤器等,达到油路畅通,油窗清晰,油量到位。
一级保养记录表
设备编号
设备名称
型号规格
复杂系数
计划保养日期
立式升降台铣床
机F
电F
序号
保养内容和要求
完成情况
1
设备保养SOP
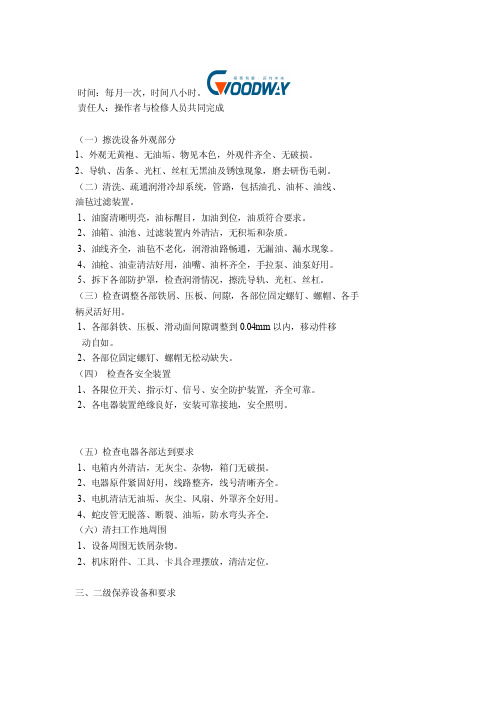
时间:每月一次,时间八小时。
责任人:操作者与检修人员共同完成(一)擦洗设备外观部分1、外观无黄袍、无油垢、物见本色,外观件齐全、无破损。
2、导轨、齿条、光杠、丝杠无黑油及锈蚀现象,磨去研伤毛刺。
(二)清洗、疏通润滑冷却系统,管路,包括油孔、油杯、油线、油毡过滤装置。
1、油窗清晰明亮,油标醒目,加油到位,油质符合要求。
2、油箱、油池、过滤装置内外清洁,无积垢和杂质。
3、油线齐全,油毡不老化,润滑油路畅通,无漏油、漏水现象。
4、油枪、油壶清洁好用,油嘴、油杯齐全,手拉泵、油泵好用。
5、拆下各部防护罩,检查润滑情况,擦洗导轨、光杠、丝杠。
(三)检查调整各部铁屑、压板、间隙,各部位固定螺钉、螺帽、各手柄灵活好用。
1、各部斜铁、压板、滑动面间隙调整到0.04mm以内,移动件移动自如。
2、各部位固定螺钉、螺帽无松动缺失。
(四)检查各安全装置1、各限位开关、指示灯、信号、安全防护装置,齐全可靠。
2、各电器装置绝缘良好,安装可靠接地,安全照明。
(五)检查电器各部达到要求1、电箱内外清洁,无灰尘、杂物,箱门无破损。
2、电器原件紧固好用,线路整齐,线号清晰齐全。
3、电机清洁无油垢、灰尘、风扇、外罩齐全好用。
4、蛇皮管无脱落、断裂、油垢,防水弯头齐全。
(六)清扫工作地周围1、设备周围无铁屑杂物。
2、机床附件、工具、卡具合理摆放,清洁定位。
三、二级保养设备和要求时间:每半年一次,周期24-32小时。
责任人:检修人员执行,操作者配合机床设备保养的内容和要求发表时间:2007-3-10供稿:【字体:大中小】浏览[33]次-------------------------------------------------------------------------------日保养内容与要求:间:每天接班前、后10分钟,周末1小时任人:操作者执行,检修人员检查。
前:1、检查交接班记录本严格按照设备”润滑图表”规定进行加油,做到定时、定量、定质。
铣床维护保养

铣床维护保养日常保养内容与要求定期保养的内容与要求保养部位内容与要求一、操作前1. 对重要部位进行检查。
2. 擦拭导轨面按规定加油。
3. 空运转, 察瞧润滑系统,就是否正常。
二.结束后1、清扫铁屑。
2、擦拭机床。
3、各部归位。
4、认真填写好交接班记录及其她记录。
一)、表面1、清洗机床身表面死角, 做到漆见本色, 铁见光2、清除导轨面行刺, 无研伤。
二)、主轴箱1、清洁。
2、润滑好。
三)、工作台1、调整夹紧间隙。
2、润滑良好。
四)、升降台1、调整夹紧间隙。
2、调整齿轮齿合间隙。
3、润滑良好。
五)、电气1、擦拭电机,箱外无灰尘, 油垢。
2、各接触点良好, 不漏电。
3、箱内整洁, 无杂物。
2铣床安全操作规程l 、安装刀杆、支架、垫圈、分度头、虎钳、刀孔等, 接触面均应擦干净。
2、工件毛面不许直接压在工作台面或钳口上, 必要时加垫。
3、更换刀杆、刀盘、立铣头、铣刀时, 均应停车。
拉杆螺丝松脱后, 注意避免砸手或损伤机床。
4、万能铣垂直进刀时, 工件装卡要与工作台有一定的距离。
5、在进行顺铣时一定要清除丝杠与螺母之间的间隙, 防止打坏铣刀。
6、刀杆垫圈不能做其它垫用, 使用前要检查平行度。
7、开快速时, 必须使手轮与转轴脱开,防止手轮转动伤人。
8、高速铣削时,要防止铁屑伤人,并不准急刹车, 防止将轴切断。
9、铣床的纵向、横向、垂直移动, 应与操作手柄指的方向一致, 否则不能工作。
铣床工作时, 纵向、横向, 垂直的自动走刀只能选择一个方向, 不能随意拆下各方向的安全挡板。
钳工安全操作规程1、锤头与锤把要安牢固, 没有楔子不准使用。
2、锤头、錾子、冲头尾部不准有淬头裂缝或卷边及毛刺, 錾切工件时要注意自己与她人不要给切屑击伤。
3、锤击时要注意周围环境, 根据工作场所情况在工作前放安全网。
4、锤击时应尽量将锤头与锤把上的油擦净, 不得戴手套操作。
5、使用锉刀应装上手柄。
6、锉刀柄不得有裂缝, 必须有箍,不得结扎铁丝。
铣床设备保养点检记录表

2 清理工作面的铁屑及残留物
3 擦拭各部位丝杆、齿条、伞齿轮
4
主轴、砂轮法兰等必要部位打上防 锈油
5 用干净布碎或小毛刷清理研磨屑
6
注意磨床上方油镜是否有油,确保 油路是否通畅
7
8
9
点检人签名
注意事项: 1.机器设备检查,正常时打“√”,不正常时打“×”。 2.机器设备检修过程中更换配件必须在备注栏上注明更换配件的名称、型号及日期。 3.各项检查必需填写清楚明确。 4.项目栏中填写保养项目时,如非每天检查的必需在栏目内注明相距时间。
设备名称:
设备日常维护保养记录表
设备编号:
年月
保
养
日
期
NO
项目
1日
2日
3日Biblioteka 4日5日6日
7日
8日
9日
10 日
11 日
12 日
13 日
14 日
15 日
16 日
17 日
18 日
19 日
20 日
21 日
22 日
23 日
24 日
25 日
26 日
27 日
28 日
29 日
30 日
31 日
1 擦净机床外露导轨面及滑动面尘土
设备二级保养记录1
设备二级保养记录表编号:RH-QJL-22-V2.0序号1 2 3 4 5 6 7 8 91 0 本厂编号设施设备名称型号规格放置地点数控车床主轴装置数控车床主轴装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置电气装置电气装置电气装置电气装置电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置液压装置液压装置液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装是□否□是□否□是□否□是□否□是□否□是□否□是□否否:未保养) 保养人确认人整机外观整机外观整机外观整机外观整机外观整机外观整机外观整机外是□否□是□否□是□否□是□否□是□否□是□否□是□否保养日期1 11 21 3 数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置电气装置电气装置电气装置□否□是□否□是□否□是□否□是□否□是□否□液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□置冷却装置冷却装置冷却装置冷却装置冷却装置□是□否□是□否□是□否□是□否□是□否□是□否□观整机外观整机外观整机外观整机外观整机外观□是□否□是□否□是□否□是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号1 41 51 61 71 81 92 02 1 本厂编号设施设备名称型号规格放置地点数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置加工中心动作装置加工中心动作装置加工中心动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置电气装置电气装置电气装置电气装置电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置液压装置液压装置液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装是□否□是□否□是□否□是□否□是□否□是□否□是□否否:未保养) 保养人确认人整机外观整机外观整机外观整机外观整机外观整机外观整机外观整机外是□否□是□否□是□否□是□否□是□否□是□否□是□否保养日期2 22 32 42 52 6冷补焊机喷嘴冷补焊机喷嘴数控车床主轴装置龙门加工中心动作装置龙门加工中心动作装置□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置电气装置电气装置电气装置□否□是□否□是□否□是□否□是□否□是□否□是□否□液压装置液压装置液压装是□否□是□否□是润滑装置润滑装置润滑是□否□是□否□是□否□是□否□置□是□否□冷却装置冷却装置冷却装是□否□是□否□是观□是□否□整机外观整机外观整机外是□否□是□否□是置□否□装置置□否□观□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号2 72 82 93 03 13 23 33 4 本厂编号设施设备名称型号规格放置地点卧式车床普通车床普通车床普通车床普通车床普通车床数控车床主轴装置数控车床主轴装置数控车床主轴装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是中拖板中拖板中拖板中拖板中拖板中拖板电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养整机外观整机外观整机外观整机外观整机外观整机外观冷却装置冷却装是□否□是□否□是□否□是□否□是□否□是□否□是□否否:未保养) 保养人确认人保养日期主轴变速箱主轴变速箱主轴变速箱主轴变速箱主轴变速3 53 63 73 83 9 数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置电气装置电气装置□否□是□否□是□否□是□否□是□否□是□否□液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□置冷却装置冷却装置冷却装置冷却装置冷却装置□是□否□是□否□是□否□是□否□是□否□是□否□整机外观整机外观整机外观整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号4 04 14 24 34 44 54 64 7 本厂编号设施设备名称型号规格放置地点数控车床主轴装置摇臂钻床动作装置数控车床主轴装置铣床导轨装置铣床导轨装置铣床导轨装置铣床导轨装置牛头刨床动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置润滑装置电气装置润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置电气装置液压装置冷却装置冷却装置冷却装置冷却装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养是□否□是□否□是否:未保养) 保养人确认人是□否□保养日期是□否□是□否□整机外观整机外观冷却装置冷却装置冷却装置整机外观4 84 95 05 15 2 数控铣床动作装置锯床动作装置锯床动作装置锯床动作装置锯床动作装置□否□是□否□是□否□是□否□是□否□是□否□电气装置润滑装置润滑装置润滑装置润滑装置□否□是□否□是□否□是□否□是□否□是□否□液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号5 35 45 55 65 75 85 96 0 本厂编号设施设备名称型号规格放置地点数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置数控加工中心动作装置刻字机动作装置刻字机动作装置台式钻床动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置电气装置电气装置电气装置电气装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置液压装置液压装置液压装置液压装置电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养冷却装置冷却装置冷却装置冷却装置冷却装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□否:未保养) 保养人确认人整机外观整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□是□否□是□否□保养日期6 16 26 36 46 5喷码机动作装置主轴装置主轴变速箱主轴变速箱主轴变速箱□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置中拖板中拖板中拖板□否□是□否□是□否□是□否□是□否□是□否□整机外观液压装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置冷却装置冷却装置冷却装置是□否□是□否□是□否□是□否□冷却装置整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□数控三面多轴攻丝机普通车床普通车床整机外观设备二级保养记录表编号:RH-QJL-22-V2.0序号6 66 76 86 97 07 17 27 3 本厂编号设施设备名称型号规格放置地点普通车床普通车床普通车床焊接机器人喷嘴压力机动作装置卷管机动作装置卷管机动作装置剪板机动作装置剪板机动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是中拖板中拖板中拖板导电嘴润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目润滑装置润滑装置润滑装置焊枪电缆电气装置电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□冷却装置冷却装置冷却装置送丝装置是□否□是□否□是□否□是□否□(是:已保养整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□否:未保养) 保养人确认人保养日期主轴变速箱主轴变速箱7 47 57 67 77 8 环缝专机喷嘴法兰专机喷嘴法兰专机喷嘴压装机喷嘴□否□是□否□是□否□是□否□是□否□是□否□导电嘴导电嘴导电嘴导电嘴□否□是□否□是□否□是□否□是□否□是□否□电气装置焊枪电缆焊枪电缆焊枪电缆焊枪电缆是□否□是□否□是□否□是□否□是□否□是□否□送丝装置送丝装置送丝装置送丝装置是□否□是□否□是□否□是□否□整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号7 98 08 18 28 38 48 58 6 本厂编号设施设备名称型号规格放置地点水嘴专机喷嘴直缝焊机动作装置台式钻床动作装置法兰专机喷嘴环缝专机喷嘴压力机动作装置打压机传动装置刻字机动作装置线切割慢走丝动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是导电嘴润滑装置润滑装置导电嘴导电嘴润滑装置电气装置润滑装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目焊枪电缆电气装置电气装置焊枪电缆焊枪电缆电气装置液压装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□送丝装置送丝装置送丝装置整机外观是□否□是□否□是□否□是□否□是□(是:已保养是□否□整机外观整机外观是□否□是□否□否:未保养) 保养人确认人是□否□保养日期整机外观8 78 88 99 09 1 加工中心动作装置加工中心动作装置数控车床主轴装置数控车床主轴装置□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置电气装置电气装置□否□是□否□是□否□是□否□是□否□是□否□传动装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置否□是□否□是□否□是□否□是□否□是□否□冷却装置冷却装置冷却装置冷却装置冷却装置是□否□是□否□是□否□是□否□是□否□是□否□整机外观整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号9 29 39 49 59 69 79 89 9 本厂编号设施设备名称型号规格放置地点数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置加工中心动作装置数控车床主轴装置数控车床主轴装置数控车床主轴装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置电气装置电气装置电气装置电气装置电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置液压装置液压装置液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装是□否□是□否□是□否□是□否□是□否□是□否□是□否否:未保养) 保养人确认人整机外观整机外观整机外观整机外观整机外观整机外观整机外观整机外是□否□是□否□是□否□是□否□是□否□是□否□是□否保养日期1 0 01 0 11 0 21 0 31 0 4数控车床主轴装置加工中心动作装置平面磨床动作装置外圆磨床动作装置线切割中走丝动作装置□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置电气装置电气装置电气装置□否□是□否□是□否□是□否□是□否□是□否□液压装置液压装置液压装置液压装置传动装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□置冷却装置冷却装置冷却装置冷却装置冷却装置□是□否□是□否□是□否□是□否□是□否□是□否□观整机外观整机外观整机外观整机外观整机外观□是□否□是□否□是□否□是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号1 0 51 0 61 0 71 0 81 0 91 1 01 1 1 本厂编号设施设备名称型号规格放置地点卧式加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置电气装置电气装置电气装置电气装置电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置液压装置液压装置液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装是□否□是□否□是□否□是□否□是□否□是□否□是□否否:未保养) 保养人确认人整机外观整机外观整机外观整机外观整机外观整机外观整机外观整机外是□否□是□否□是□否□是□否□是□否□是□否□是□否保养日期1 1 21 1 31 1 41 1 51 1 61 1 7加工中心动作装置线切割中走丝动作装置数控车床主轴装置数控车床主轴装置数控车床主轴装置□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置电气装置电气装置电气装置□否□是□否□是□否□是□否□是□否□是□否□液压装置传动装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□置冷却装置冷却装置冷却装置冷却装置冷却装置□是□否□是□否□是□否□是□否□是□否□是□否□观整机外观整机外观整机外观整机外观整机外观□是□否□是□否□是□否□是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号1 1 81 1 91 2 01 2 11 2 21 2 31 2 4 本厂编号设施设备名称型号规格放置地点数控车床主轴装置数控车床主轴装置数控车床主轴装置线切割慢走丝动作装置电火花动作装置五轴加工中心动作装置主轴变速箱加工中心动作装置加工中心动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置电气装置电气装置电气装置电气装置电气装置中拖板电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置液压装置液压装置传动装置传动装置液压装置润滑装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置冷却装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置整机外观冷却装是□否□是□否□是□否□是□否□是□否□是□否□是□否否:未保养) 保养人确认人整机外观整机外观整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□是□否□保养日期普通车床1 2 51 2 61 2 71 2 81 2 91 3 0 加工中心动作装置三坐标电炉电炉□否□是□否□是□否□电气装置电气装置□否□是□否□是□否□液压装置液压装置是□否□是□否□是□否□润滑装置润滑装置外维外维外维是□否□是□否□是□否□置冷却装置冷却装置□是□否□是□否□是□否□整机外观整机外观整机外观是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0注:外维设备由厂家进行维护保养,车间进行日常保养。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日常点检项目
铣床设备日常维护保养记录表
设 备
2020年
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 擦净外露导轨面,保持外观整洁
2 停车时做好床身及部件清洁,清扫铁屑
3 运转是否正常,检查油表,加润滑油
检查轨道,是否有毛刺、伤痕、调整间隙;检修电箱及电器控制系统,拆检电机,达到内外清洁 、安全
5
6
8
9
备注 1.记录符号: √良好 X异常 R维修中; 2.每日AM08:30完成点检; 4.每月最后一个工作日进行月保养;
6.每年12月最后一个工作日进行年保养;
10
11
12
部门主管确认
维保人
6.每年12月最后一个工作日进行年保养;
4 停车铁屑清扫,擦净机床各部位
5 班后清洁工、夹、量具归位,擦拭机床
点检人
组长确认
序号
月度保养项目
1
2
3
4
1 机床外表、罩盖及附件达到内外清洁,无锈蚀、无黄袍
2 拆卸清洗油毛毡,清除铁片杂质
3
除去各部锈蚀,保护喷漆面,勿碰 撞
4
主轴箱,清洁,润滑良好,传动轴 无轴向窜动
5
清洗换油,更换磨损件;检查调整 刹车,镶条压板松紧至合适
年
月
日
1/1
6
检查并紧固工作塔压板螺丝,检查 并紧固操作手柄螺丝螺帽,调整夹
7
各部油嘴、导轨面、线杆及其它润 滑部位加注润滑油
保养人
组长确认
序号
年度保养项目
十二月
1
完成月度各项检查
2 检查润滑系统是否畅通配件是否完好并维修更换
3 检查、调整各传动部件,修复或更换磨损件;清洗换油,排除泄漏
4 清洗油泵,水平校正
5