机床的分类
机床的分类及其特点

机床的分类及其特点机床是一种工业制造设备,用于加工原材料、零件或工件。
机床是工业化生产必不可少的设备之一,它的种类繁多,可以分为多个不同的类型。
下面我们来看一下机床的分类和它们各自的特点。
一、数控机床数控机床是一种利用计算机数字程序控制的机床,通过程序控制对工件进行自动加工的设备。
数控机床具有高精度、高效率、高灵活性等优点,是现代化生产工艺不可或缺的设备之一。
数控机床经常用于加工复杂的三维或非标准工件。
同时,数控机床的操作也比较简单,通过软件的编程,工人可以很轻松地控制机床的加工过程。
二、车床车床主要用于旋转式加工,它可以加工圆柱形零件、锥形零件、螺纹等复杂形状的零件。
车床的操作比较简单,只需要掌握一些基本的操作知识就可以进行加工。
同时,车床也具有高精度、高效率的特点,是一种比较常用的机床设备。
三、铣床铣床是一种利用刀具在工件表面上进行加工的机床,它可以对工件进行各种形状的加工。
铣床的加工过程相对较为复杂,需要较高的操作技能。
铣床具有高精度、高效率等特点,能够满足各种产业生产中对工件形状和精度的要求。
四、磨床磨床主要用于针对高硬度或高精度零件的加工,它可以对工件表面进行精细的磨削处理。
磨床具有高精度、高效率、高品质等特点,可以满足各种产业生产中对工件加工精度、光洁度和形状的要求。
五、钻床钻床是一种利用刀具对工件表面进行钻孔加工的机床。
它的加工过程比较简单,可以满足各种行业的基本钻孔需求。
钻床还具有高效率,可以对工件进行快速而精确的加工。
六、制齿机床制齿机床主要用于生产各种类型的齿轮和齿条。
它的加工过程比较复杂,需要一定的操作技能和专业知识。
制齿机床具有高精度、高效率、高品质等特点,是制造各种类型的齿轮和齿条所必需的机床设备。
七、线切割机床线切割机床主要用于对各种硬质材料进行切割加工。
它可以对工件进行高精度的放电加工,具有加工速度快、加工精度高、加工质量稳定等优点。
除了以上几种机床之外,还有一些其他的机床,如冲床、剪板机、折弯机等。
机床的详细分类

机床的详细分类机床分类及代号类别车床钻床镗床磨床齿轮加工机床罗纹加工机床铣床刨插床拉床锯床其他机床代号C Z T M2M3M Y S X B L G Q读音车钻镗磨二磨三磨牙丝铣刨拉割其他(二)按机床工作精度分类:普通机床、精密机床、高精度机床(三)按机床加工件大小和机床自身重量分类:仪表机床、中小型机床、大型机床、重型机床、特重型机床。
(四)按机床通用性分类:通用机床、专门化机床、专用机床、组合机床。
四、机床型号的编制GB/T15375-94是现行机床型号编制标准通用特性高精度精密自动半自动数控加工中心(自动换刀)仿形轻型加重型简式或经济型柔性加工单元数显代号G M Z B K H F Q C J R X读音高密自半控换仿轻重简柔显2.结构特性代号:对主参数相同,但结构、性能不同的机床,用结构特性代号予以区分,如A、D、E等。
(三)机床的组系代号:同类机床因用途、性能、结构相近或有派生而分为若干组。
金属切削机床类、组划分表组别类别01234车床C仪表车床单轴自动车床多轴自动半自动车床回轮转塔车床曲轴及凸轮轴车床钻床Z坐标镗钻床深孔钻床摇臂钻床台式钻床镗床T深孔镗床坐标镗床磨床M仪表磨床外圆磨床内圆磨床砂轮机坐标磨床2M超精机内圆珩磨机外圆及其他珩磨机抛光机3M球轴承套圈沟磨床滚子轴承套圈滚道磨床轴承套圈超精机齿轮加工机床仪表齿轮加工机锥齿轮加工机滚齿轮及铣齿机剃齿及珩齿机Y螺纹加工机床套丝机攻丝机S铣床X仪表铣床悬臂及滑枕铣床龙门铣床平面铣床仿形铣床刨插床悬臂刨床龙门刨床B拉床L侧拉床卧式外拉床连续拉床锯床C砂轮片锯床卧式带锯床其他机床Q其他仪表机床管子加工机床木螺钉加工机刻线机。
机床的编号
形
型
重 型
或 经 济
加 工 单
显
速
型元
代GM Z B K H F QC J R X S 号
读高密自半控换仿轻重简柔显速 音
※ 机床的特性代号—结构特性代号
目录
上一页 下一页 退出
对于结构、性能不同的机床 加结构特性代号予以区别
为避免混淆,通用特性代号已用的字母 及“I”、“O”都不能作为结构特性代号
※ 其它特性代号
上一页 下一页 退出
※ 企业代号
目录
上一页 下一页 退出
机床型号示例
1.CA6140
C--类代号(车床类机床) A--结构特性代号 6--组代号(落地及卧式车床组) 1--系代号(卧式车床系) 40--主参数(最大工件回转直径的1/10)
目录
上一页 下一页 退出
机床型号示例
目录
(△)○(○)△ △ △(×△)(●)/ (●)(-●)
企业代号
目录
上一页 下一页 退出
其它特性代号 重大改进顺序号 主轴数或第二主参数 主参数或设计顺序号 系代号 组代号 通用特性、结构特性代号 类别代号 分类代号
※ 类别代号
目录
类车 钻镗 别床 床床
磨床
齿螺
特
轮纹铣刨拉种锯其
加 工 机 床
加 工 机 床
大批量生产
目录
上一页 下一页 退出
●机床的分类
普通精度机床
按工作精度分: 精密机床 高精度机床
按重量和尺寸:
仪表机床 中型机床(一般机床) 大型机床(10t~30t) 重型机床(30t~100t) 超重型机床(大于100t)
目录
上一页 下一页 退出
●机床的分类
常用机床

常用机床及其用途
(3)铣床分类
卧式升降台铣床、立式升降台铣床,工件可在三 个方向进行位置调整或作进给运动。 龙门铣床,机床刚度高,可多刀同时加工多个工 件或多个表面,生产率高。适于成批大量生产中加 工大型工件上平面和沟槽或多件同时加工。 工具铣床 各种专门化铣床
铣 床 与 铣 刀
常用机床及其用途
卧轴矩台式磨床
立轴圆台式磨床
成 形 法 加 工 齿 轮
成形法加工齿轮 a) 用盘形齿轮铣刀铣齿轮;b)用指状齿轮铣刀铣齿轮
范 成 法 加 工 齿 轮
磨 齿 机
范成法磨齿机的工作原理
CT6140由太原理工大学开发
常用机床及其用途
(1)平面磨床
平面磨床用于磨削各种零件的平面。
卧轴矩台式磨床(生产率低些,但加工精度较高,Ra较小,属于周边磨 削);立轴矩台式磨床;立轴圆台式磨床(生产率高,但加工精度较低,Ra 磨 较大,属于端面磨削);卧轴圆台式磨床。 磨削方式 端面磨削、周边磨削。 床
与 砂 轮
常用机床及其用途
6、磨床
磨床是用磨料磨具(砂轮,砂带,油石和研磨料)为工具进行切 削加工的机床。广泛用于零件的精加工,尤其是淬硬钢件,高硬 度特殊材料及非金属材料(如陶瓷)的精加工。
磨 床 与 砂 轮
磨床种类很多,其主要类型有:外圆磨床,内圆磨床,平面磨 床,工具磨床,刀具磨床及各种专门化磨床.如曲轴磨床、 凸轮磨床、齿轮磨床、螺纹磨床等。此外还有珩磨机, 研磨机和超精加工机床等。
①主运动: 由滑枕沿床身导轨在水平方向作往复直线运动来实现; ②特 点: 主运动速度不能太高(因为滑枕换向时有大的惯性力),加之 只能单刀加工,且在反向运动时不加工,所以牛头刨床效率和 生产效率低; ③应 用: 主要适用于单件,小批量生产或机修车间,在大批量生产中被 铣床代替; ④主参数: 最大刨削长度。
机床分类-最详细
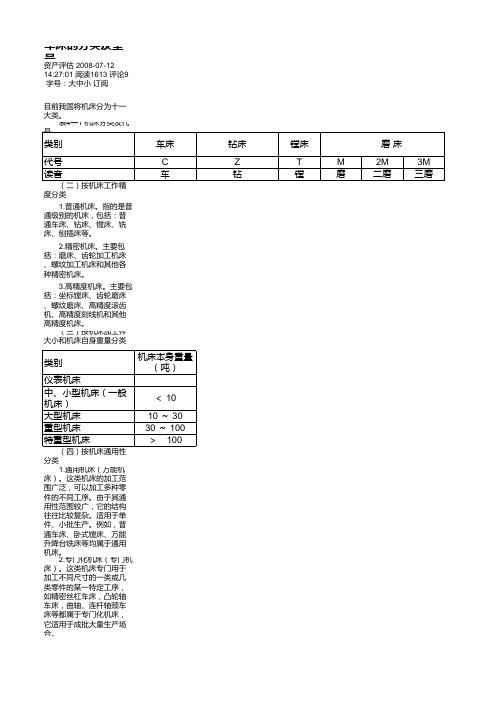
车床的分类及型号资产评估 2008-07-12 14:27:01 阅读1613 评论9 字号:大中小 订阅目前我国将机床分为十一大类。
1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复 2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲 3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应 四、机床的型号编制 GB / T 15375 – 94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用― / ‖隔开,读作 在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号: 1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。
结构特性代号用汉语拼音字母表示,如A 、D 、E 、L 、N 、P 、R 、S 、T 、U 、V 、W 、X 、Y 等字母。
当不够用时可将两个字母组合起 当型号中有通用特性代号时,结构特性代号排在通用代号之后;当型号无通用特性代号时,结构特性代号排在类代号之后。
(三)机床的组、系代号 在同类机床中,主要布局和使用范围基本相同的机床即为一组;在同一组机床中,其主参数相同,主要结构及布局型式相同的机床即 机床的组用一位阿拉伯数字表示,位于类代号或通用特性代号之后;机床系也用一位阿拉伯数字表示,位于组代号之后 C 5 立式车床; 其中,C 5 1 单柱立式车床, C52 双柱立式车床。
1-1 机床的分类与型号
铣刨拉
电加工 机床
D
电
切断 机床
G
割
其它 机床
Q
其
2、 机床的特性代号
(1)通用特性代号
通用特性
代号
通用特性
代号
高精度
G
仿形
F
精密
M
轻型
Q
自动
Z
万能
W
半自动
B
简式
J
数字程序控制
K 柔性加工单元 R
自动换刀
H
(2)结构特性代号 区别主参数相同而结构不同的机床,在型号中用汉语 拼音区分。通用特性代号已用的字母不能用。 例:CA6140型普通车床
重大改进序号 主参数(最大工件直径500mm) 型代号 (1) 组:滚齿机 齿轮加工机床
3、机床的组别和型别代号
每类机床分10组(从0~9组),每组又分10型(从0~9型)
4、主要参数代号
代表机床规格大小的一种参数,用阿拉伯数字表示,常用 主参数的折算值(1/10或1/100或1/1)来表示。
5、机床重大改进序号
用字母“A、B、C …… ”表示,附机床型号末尾,以示区别。
Y 3 1 50 E
500mm、630mm、800mm、1000mm、1250mm。公比为1.26。
三、机床型号的编制方法
按GB/T15375-94《金属切削机床型号编制方法》规定
(一)通用机床型号
(△) □ (□ ) △ △ (.△)(□ )(/△ )(×△ )
其它 变型代号 重大改进顺序号 主轴数(用“.”分开) 主参数或设计顺序号 组、型(系列)代号 通用特性、结构特性代号 类别代号 分类代号
例:
C A 6 1 40
常用机床的七大分类及应用

常用机床的七大分类及应用一、镗床镗床适用于机械加工车间对单件或小批量生产的零件进行平面铣削和孔系加工,主轴箱端部设计有平旋盘径向刀架,能精确镗削尺寸较大的孔和平面。
此外还可进行钻、铰孔及螺纹加工。
二、磨床用磨料磨具(砂轮、砂带、油石或研磨料等)作为工具对工件表面进行切削加工的机床,统称为磨床。
磨床可加工各种表面,如内外圆柱面和圆锥面、平面、齿轮齿廊面、螺旋面及各种成型面等,还可以刃磨刀具和进行切断等,工艺范围非常广泛。
由于磨削加工简单得到高的加工精度和好的表面质量,所以磨床主要应用于零件精加工,尤其是淬硬钢件和高硬度特别材料的精加工。
三、车床车床主要用于加工各种回转表面和回转体的端面。
如车削内外圆柱面、圆锥面、环槽及成形回转表面,车削端面及各种常用的螺纹,配有工艺装备还可加工各种特形面。
在车床上还能做钻孔、扩孔、铰孔、滚花等工作。
四、刨床刨床主要用于加工各种平面(如水平面、垂直面和斜面及各种沟槽,如T形槽、燕尾槽、V形槽等)、直线成型表面。
假如配有仿形装置,还可加工空间曲面,如汽轮机叶轮,螺旋槽等。
这类机床的刀具结构简洁,回程时不切削,故生产率较低,一般用于单件小批量生产。
五、铣床一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮乖、螺旋形表面(螺纹、螺旋槽)及各种曲面。
此外,还可用于对回转体表面、内孔加工及进行切断工作等。
铣床在工作时,工件装在工作台上或分度头等附件上,铣刀旋转为主运动,辅以工作台或铣头的进给运动,工件即可获得所需的加工表面。
由于是多刀断续切削,因而铣床的生产率较高。
六、钻床具有广泛用途的通用性机床,可对零件进行钻孔、扩孔、铰孔、锪平面和攻螺纹等加工。
在摇臂钻床上配有工艺装备时,还可以进行镗孔;在台钻上配上万能工作台(MDT-180型),还可铣键槽。
七、齿轮加工机床齿轮是最常用的传动件,有直齿、斜齿和人字齿的圆柱齿轮,直齿和弧齿的圆锥齿轮,蜗轮以及非圆形齿轮等。
车床的分类及型号

车床的分类及型号目前我国将机床分为十一大类。
表4—1 机床分类及代号(二)按机床工作精度分类1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
(三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量生产中选用。
四、机床的型号编制GB / T 15375 – 94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用“ / ”隔开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号:表4—1(二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
表4—2 机床通用特性代号2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2. 圆锥面的车削
在车床上加工圆锥面常用以下三种方法。 (1)小滑板转位法 如图6-10所示,当 (2)尾座偏移法 尾座偏移法如图6-11所示, (3)靠模法 如图6-12所示,
(1)小滑板转位法 如图6-10所示,当内外锥面的圆锥角度为时,将 小刀架转位 就可以加工。此法操作简 单, 可加工任意锥角的内外圆锥面。但它只能手动进 给,加工长度较短。
如图6-13所示。
机床的分类、 课题六 机床的分类、型号与车削加工
【教学目的和要求】 教学目的和要求】 了解机床的分类及型号编制,以及机床的基本运动情况;掌握车削加工的特 点及运用,了解车床的主要部件及功用;掌握车刀的种类及使用方法;掌握典型 表面的车削加工方法。达到能够按照工件加工要求,合理选用车床、车刀及辅具, 确定合理车削工艺。 教学内容摘要】 【教学内容摘要】 机床的型号和分类、机床的运动车削加工的特点及应用CA6140 车床的主要组成部件及传动系统其它车床车刀的种类及用途车削加工方法 教学重点、难点】 【教学重点、难点】 车削加工的特点及应用、车床的主要部件结构及传动系统、车刀、车削加工 方法 教学方法和使用教具】 【教学方法和使用教具】 讲授、现场教学、课件 【教学时数】 8学时 教学时数】
1. 机床的分类 机床的传统分类方 法,主要是按其加工性 质和所用的刀具进行分 类,将机床分为12 大类,包括:车床、铣床、 钻床、镗床、磨床、齿 轮加工机床、螺纹加工 机床、刨插床、拉 床、特种加工机床、锯 床以及其它机床。如表 6-1所示。
2.机床型号的编制方法 机床型号的编制方法
机床型号是机床产品的代号,用以简明地表示机床的类型、通用特性和结构特性 以及技术参数等。
1.立式车床 . (如图6-5所示)。
2.马鞍车床 . 如图6-6所示
3.转塔式车床 . 如图6-7所示
四、车刀
车刀是金属切削加工中应用最广的一种刀具。它可 用在各种类型的车床上加工外圆、端面、内孔、倒角、 切槽与切断、车螺纹以及其它的成型面等。
1. 刀具得分类
(1)按用途可分为外圆车刀、螺纹车刀、镗孔刀、端面 车刀、切断刀等,如图6-8所示。 (2)按结构不同又可分为整体式、焊接式、机夹重磨式、 可转位式和成形车刀等,如图6-9所示。 (1)硬质合金焊接车刀 (2)硬质合金机械夹固式车刀
如图6 -1所示
二、车削工艺范围及特点
在车床上利用工件的旋转运动和刀具的直线移动,进行切削加工的 方法,称为车削加工。其中工件的旋转运动为主运动,刀具的移动为进 给运动。 1.工艺范围广 . ,车削加工的基本内容如图6-2所示。 2.生产率高 . 3.生产成本低 . 4.精度范围大 . (1)荒车 荒车精度一般为IT18~IT15,表面粗糙度Ra大于80m。 (2)粗车 粗车后的尺寸精度为IT13~IT11,表面粗糙度Ra值为30~ 12.5m。 (3)半精车 尺寸精度要求不高的工件或精加工工序之前可安排半精 车,半精车后的尺寸精度为IT10~IT8,粗糙度Ra为6.3~3.2m。 (4) 精车 一般作为最终工序或光整加工的预加工工序,精车后工件 尺寸精度可达IT7~IT8,Ra值为 1.6~0.8m。 5.高速精细车是加工有色金属高精度回转表面的主要方法 .
CA6140型卧式车床的传动系统由主运动传动链、 车螺纹运动传动链、纵向进给传动链、横向进给 传动链和刀架快速空行程传动链组成,传动系统 如图6-4所示。
(二)其它类型车床
1.立式车床(如图6-5所示)。 .立式车床 2.马鞍车床 .马鞍车床如图6-6所示。 3.转塔式车床 .转塔式车床如图6-7所示
一、金属切削机床的基本知识
金属切削机床是利用切削、特种加工等方法将金属毛坯加工成机器零 件的机器。(一)机床的分类和型号的编制 ( 1. 机床的分类 按其加工性质和所用的刀具进行分类,将机床分为12大类,包括:车床、 铣床、钻床、镗床、磨床、齿轮加工机床、螺纹加工机床、刨插床、拉 床、特种加工机床、锯床以及其它机床。如表6-1所示。 其它分类方法: 其它分类方法: (1)按照机床工艺范围的宽窄(通用性程度): 机床可分为通用机床、 专门化机床和专用机床。 (2)按照机床自动化程度的不同: 机床可分为手动、机动、半自动和 自动机床。 (3)按照机床重量和尺寸的不同: 机床可分为仪表机床、中型机床、 大型机床、重型机床和超重型机床。 (4)按照机床加工精度的不同 机床可分为普通精度机床、精密机床和 高精度机床。 (5)按照机床主要工作部件的多少 机床可分为单轴、多轴机床或单刀、 多刀机床等。
(2)尾座偏移法 尾座偏移法如图6-11所示,只能加工轴类工件或者安装在心轴上的盘套类工件的锥面。 将工件或心轴装夹在前、后顶尖之间,把后顶尖向前或向后偏移一定距离S,使工件回转轴 线与车床主轴轴线的夹角等于圆锥半角,即可自动走刀车削锥面。这种方法只适宜加工长度 较长,锥度较小,精度要求不高的工件,而且不能加工内锥面。
(1)按用途可分为外 圆车刀、螺纹车刀、 镗孔刀、端面车刀、 切断刀等, 如图6-8所
示。
(2)按结 构不同又可 分为整体式、 焊接式、机 夹重磨式、 可转位式和 成形车刀等,
如图6-9所示。
五、车削加工方法
1. 外圆车削
( 1 ) 常 用 车 刀 : 90° 车 刀 、 45° 车 刀 、 75°车刀。 (2)工件的装夹 (3)外圆功能 CA6140型车床加 工工件的最大直径为 400㎜。 其外 形 如图 6-3所示
2.机床的传动系统 . CA6140型卧式车床的传动系统由主运动传 动链、车螺纹运动传动链、纵向进给传动链、 横向进给传动链和刀架快速空行程传动链组成, 传动系统如图6-4所示。 (1)主运动传动链 主运动传动链是电动机与主 ) 轴之间的一条传动链。它的功用是把电动机的 运动和动力传给主轴,使主轴带动工件完成主 运动。 (2)车螺纹传动链 CA6140型车床可以车削米 车螺纹传动链 制、英制、模数、径节四种标准的常用螺纹, 还可以车削大导程、非标准和较精密的螺纹。 (3)纵向和横向进给传动链 纵向和横向进给传动链
(3)靠模法 如图6-12所示, 将靠模体上的靠模板 绕中心转到与工件成 角,用螺钉固定,当 床鞍作纵向 进给时, 通 过靠模 装置使中滑板横向进 给,可车削出锥体。
3.螺纹加工
(1)刀具的刃磨
1)三角形螺纹车刀的刃磨
(2)刀具的安装
螺纹车刀安装时,刀尖必须与工件螺 纹轴线等高,刀尖角的平分线必须与工件 的轴线垂直,这样才能保证螺纹牙形的正 确。螺纹车刀常用样板找正刀具位置,进 行安装,如图6-13所示。
(1)机床型号的表示方法:
(二)机床的运动 金属切削机床在进行切削加工时,为了获得 所需的工件表面形状,必需使刀具和工件按一定 的规律作一系列运动,以保证刀具与工件之间具 有正确的相对运动。如图6 -1所示在车床上车削外 圆柱表面机床在加工过程中所需的运动,可按其 功用的不同而分为表面成形运动和辅助运动两类。 1.表面成形运动 表面成形运动又可分为主运动和进给运动。 2.辅助运动 机床上除表面成形运动外,其它所有的运动 都属于辅助运动。
车削加工主要用来 加工各种回转表面以 及回转体的端面,还 可进行切断、切槽、 车螺纹、钻孔、铰孔、 扩孔等工作,车削加 工的基本内容如图62所示。
三、车 床
(一) CA6140型卧式车床 型卧式车床 机床的主要组成部件和功能如图6-3所示。 机床的主要组成部件和功能 机床的主要组成部件及其功用如下。 (1)主轴箱 主轴箱 (2)进给箱 进给箱 (3)溜板箱 溜板箱 (4)床鞍 床鞍 (5)尾座 尾座 (6)床身 床身