数控机床附件铣头坐标转换和CYCLE800的应用
万向角铣头Cycle800补偿参数测量、设置及验证

设备管理与维修2018№5万向角铣头Cycle800补偿参数测量、设置及验证李金强,王欲春,王勇斌(通用电气能源(杭州)有限公司,浙江杭州311231)摘要:基于Siemens Cycle800功能,阐述正交以及45°斜面万向铣头Cycle800尺寸补偿参数实际值测量、设置及验证。
关键词:中图分类号:TG659文献标识码:BDOI :10.16621/ki.issn1001-0599.2018.05.170引言Cycle800Cycle800Cycle800Cycle8001Cycle800功能简介Cycle800NC Cycle800G1712万向角铣头尺寸参数的测量Cycle800T I 1I 2I 3I 32/I 22/1/I1I 1=-I 2+I 3012.1LA 23A =0°C =-90°X X X 0A =-90°C =-90°X 0X X 10.03/300mm A =0°C =-90°X X X 0A =90°C =-90°X 0X X 2LA =X 1-X 2/2-+2.2LA/C 45A =0°C =0°X X X 1A =0°C =180°X图1正交万向铣头图2LA 实际值测量图3LA 实际值测量过程图4LA/C 轴距离实际值测量设备管理与维修2018№5BERTHIEZ TVM1400数控立车电气故障维修冯旭(中国航发哈尔滨东安发动机有限公司,黑龙江哈尔滨150066)摘要:分析BERTHIEZ TVM1400数控立车PLC DO 模块故障和短路保护器故障,了解安全集成单元在该型数控立车中的作用和相关信号的走向。
关键词:PLC 中图分类号:TH17文献标识码:BDOI :10.16621/ki.issn1001-0599.2018.05.181BERTHIEZ TVM1400PLC DO 模块故障BERTHIEZ TVM1400840D 300024V 31324V 0VK0100Piiz PNOZ11S21S31K0100X 0X X 2LA /C =X 1-X 2/23补偿参数地设置LA LA/C $TC_CARR1[1]=-LA/CI1x -LA/C 300.015$TC_CARR2[1]=0.000I1y $TC_CARR3[1]=-LA I1z -LA -231.430$TC_CARR4[1]=LA/C I2x LA/C -300.015$TC_CARR5[1]=0.000I2y$TC_CARR6[1]=0.000I2z $TC_CARR7[1]=0.000V1x$TC_CARR8[1]=0.000V1y $TC_CARR9[1]=0.000V1z $TC_CARR10[1]=0.000V2x $TC_CARR11[1]=0.000V2y $TC_CARR12[1]=0.000V2z$TC_CARR13[1]=ROUND $AA_IM[C]W1$TC_CARR14[1]=ROUND $AA_IM[A]W2$TC_CARR15[1]=0.000I3x$TC_CARR16[1]=0.000I3y $TC_CARR17[1]=LA I3z LA 231.4306V 1V 2Y 4补偿值验证①②1D >0NV Cycle800③A 7G17G18G193A =0°C =0°X Y Z C =90°A =0°Cy-cle800C =90°A =0°X Y Z 〔编辑凌瑞〕图5LA/C 轴距离实际值测量过程图6开机调试界面图7示例。
数控铣床实训教案——坐标变换编程

数控铣床实训教案——坐标变换编程一、教学目标1. 理解数控铣床坐标变换编程的基本概念。
2. 学会使用数控铣床进行坐标变换编程操作。
3. 掌握坐标变换编程在实际加工中的应用。
二、教学内容1. 数控铣床坐标变换编程概述坐标变换编程的定义坐标变换编程的作用2. 坐标变换类型平移变换旋转变换缩放变换3. 坐标变换编程操作步骤输入坐标变换参数编写坐标变换程序执行坐标变换操作4. 坐标变换编程实例简单零件的坐标变换编程复杂零件的坐标变换编程三、教学方法1. 理论讲解:通过PPT、教材等资料,讲解数控铣床坐标变换编程的基本概念、坐标变换类型及操作步骤。
2. 实操演示:教师在数控铣床上进行坐标变换编程操作,学生观看并学习。
3. 学生实操:学生分组进行数控铣床操作,实践坐标变换编程,教师巡回指导。
4. 案例分析:分析实际加工中的坐标变换编程案例,提高学生应用能力。
四、教学评价1. 课堂提问:检查学生对数控铣床坐标变换编程的理解程度。
2. 实操考核:评估学生在数控铣床上的操作熟练程度及坐标变换编程能力。
3. 案例分析报告:评估学生对坐标变换编程在实际加工中的应用能力。
五、教学资源1. PPT、教材等教学资料。
2. 数控铣床及其操作设备。
3. 坐标变换编程实例零件图。
4. 编程软件及相关工具。
教案编写完毕,仅供参考。
如有需要,请根据实际情况进行调整。
六、教学过程1. 课前准备:检查数控铣床设备及工具,确保正常运行。
2. 课堂讲解:讲解坐标变换编程的基本概念、类型及操作步骤。
3. 实操演示:教师在数控铣床上进行坐标变换编程操作,展示操作过程。
4. 学生实操:学生分组进行数控铣床操作,实践坐标变换编程。
5. 案例分析:分析实际加工中的坐标变换编程案例,讨论操作技巧。
6. 课堂总结:回顾本节课所学内容,解答学生疑问。
七、教学反思1. 教师课后总结:反思教学过程中的优点和不足,提出改进措施。
2. 学生反馈:收集学生对教学内容的反馈,了解掌握程度。
CYCLE800循环编程
编程举例 1
设定回转平面NULL %_N_SCHWENK_0_SPF ;$PATH=/_N_WKS_DIR/_N_HAA_SCHWENK_WPD G54 CYCLE800(1,““,0,57,0,0,0,0,0,0,0,0,0,-1) M2
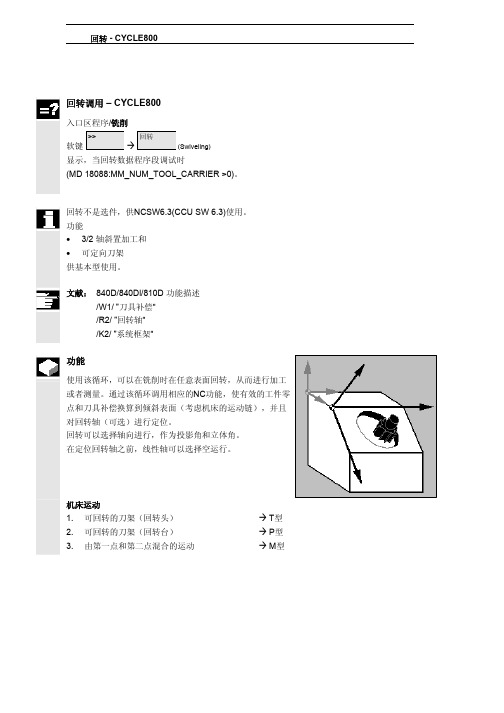
回转 - CYCLE800
回转
编程 CYCLE800(_FR, _TC, _ST, _MODE, _XO, _YO, _ZO, _A, _B, _C, _X1, _Y1, _Z1, _DIR) 参数
_FR _TC _ST
_MODE
integer 空运行
值: 0...没有空运行
1...空运行轴 Z (标准)1) 2...空运行轴 Z, X, Y1)
• 旋转(立体角)
X1, Y1, Z1 (旋转之后的零点)
跟踪运行WZ (_TC_N_WZ) • 是/否 显示画面可以通过CYCLE800
IBN菜单使其消失。 • 是:在摆转到一个加工平面时,为了防止轮廓冲突,可
以跟随回转轴运行。 前提条件: 1. 要求选件TRAORI。 2. 机床制造商相应地匹配到用户循环
回转
编程举例 2
在一个15度回转的加工平面中进行一个环形凹槽的平 面铣削和铣削
刮痕点 G57 回转棱边
25
15 grd
30
40
Z
Y X
%_N_SCHWENK_KREISTASCHE_SPF ;$PATH=/_N_WKS_DIR/_N_HAA_SCHWENK_WPD N12 T=“MILL_26mm“ N14 M6 N16 G57 N18 CYCLE800(1,““,0,57,0,0,0,0,0,0,0,0,0,1) N20 M3 S5000 N22 CYCLE71(50,2,2,0,0,0,80,60,0,4,15,5,0,2000,31,5) N24 CYCLE800(1,““,0,57,0,25,0,-15,0,0,0,0,0,-1)
三轴数控镗铣床加工大型带空间角度零件时的坐标转换与实现
三轴数控镗铣床加工大型带空间角度零件时的坐标转换与实现王彦涛;杨保;柏长友【摘要】Through analyzing structure features of parts and limitations of three axis NC boring milling machine processing, the coordinate conversion problem of processing for space angle parts in three axis NC boring milling machine are leaded.Then space angle are decomposed.Two dimensional graphic of CAD is used to simulate angle rotating process when workpiece is processed.Multiple trigonometric functions relationship is used to make two dimensional graphic of CAD simulation formulaic.Excel standard calculation template is established and its convenience and feasibility has been validated by practice.The fine processing quality and efficiency of 2.5 MW drought fan base UP and LP are guaranteed.Meanwhile, it provides high efficient coordinate calculation method for processing other space angle parts.%通过分析零件的结构特点、三轴数控镗铣床加工时的局限性,引出空间角度在三轴数控镗铣床上加工时的坐标转换问题;进而将空间角度分解,利用CAD二维图形模拟工件加工时角度的旋转过程,利用多重三角函数关系将CAD二维图形模拟公式化,建立了Excel标准计算模板,并通过实践验证了它的可行性和便捷性,保证了2.5 MW风机底座上部、下部精加工的质量和效率,同时也为加工其他大型带空间角度零件提供了高效的坐标计算方法.【期刊名称】《新技术新工艺》【年(卷),期】2017(000)003【总页数】4页(P35-38)【关键词】数控加工;空间角度;坐标旋转;CAD模拟【作者】王彦涛;杨保;柏长友【作者单位】共享机床辅机有限公司,宁夏银川 750021;共享机床辅机有限公司,宁夏银川 750021;共享机床辅机有限公司,宁夏银川 750021【正文语种】中文【中图分类】TG659;TG536随着风力发电技术的发展和成熟,风电装备制造成为近几年国际国内制造业的重点之一。
数控机床附件铣头坐标转换和CYCLE800的应用复习课程

数控机床铣头附件坐标转换和CYCLE800的应用一 .课题的提出和要求随我公司三轴联动龙门式数控机床产品技术的发展及用户工艺加工要求的提高和扩大,现有的数控机床铣头附件控制功能已不能满足用户的使用要求。
主要问题是,自动化更换机床铣头附件中,未能实现被加工工件参考坐标系的连续性转换;每次更换机床铣头附件后,只能中断加工程序进行手动重新设置加工工件参考坐标系的零点位置,且无法实现倾斜面的加工。
此问题影响到数控机床连续加工性、加工精度和加工效率。
因此已有不少购买我公司数控机床产的用户要求,数控机床更换铣头附件后自动实现加工工件参考坐标系的零点位置的自动设置、几何轴的旋转角度和当前加工坐标系平面的刀具补偿。
数控系统针对数控机床技术的发展的现状和用户要求,我们提出了建立在SEIMENS840D数控系统下的《数控机床铣头附件坐标转换和CYCLE800的应用》的研发课题。
本课题首先是,用来解决铣头附件坐标转换问题,提高我公司数控机床自动性能,扩大加工使用范围,以适应市场的需求,满足用户要求;其二是,进一步掌握数控机床的复杂的坐标转换技术,为在其他种类的数控机床和数控系统(例如,五轴联动数控机床、带附件铣头和旋转工作台数控镗铣加工中心和FANUC、FIDIA数控系统等)上的坐标转换技术应用打下基础,为今后的数控机床产品发展做好技术准备。
该课题的要求是:1.数控机床直角铣头、万能铣头和加长铣头附件的相对固定的Z轴滑枕上的坐标参考点的坐标平移和旋转(坐标转换)。
2.坐标转换后,刀具方向可根据坐标转换前所的加工平面(G17、G18、G19)定义新的刀具方向,以进行刀具长度和半径补偿。
3.能铣头坐标转换的几何轴回转具有三种模式,既逐轴、投影片角和立体角模式。
4.铣头附件的转动:手动和自动。
5.实现可编成的坐标转换下的铣头附件绝对的坐标转换。
二.课题国内现状简析虽然目前国内所使用的带附件铣头数控机床数量不少,但尚未发现使用数控机床铣头附件坐标转换功能。
车铣加工中心极坐标系的原理及应用

车铣加工中心极坐标系的原理及应用车铣加工中心极坐标系的原理及应用实验以往的数控车床一般只能加工回转体类零件,对于需要在回转类零件的端面加工矩形轮廓或矩形槽类形状的零件,不能直接在数控车床上加工,只能再由数控铣床装夹找正后继续加工,这样势必影响零件的加工精度和增加零件的加工时间,从而降低生产效率,然而在数控车铣加工中心上,在原有直角坐标系的基础上,又增加了一个极坐标系的功能,使得机床能够把回转类零件和它端面的矩形轮廓或矩形槽在一次装夹中连续加工完成,运用极坐标的功能甚至还可以加工盘形凸轮和刻字。
一、实验目的1、掌握车铣加工中心极坐标系的建立、构成和使用。
2、在极坐标系中编制数控加工程序。
3、在车铣加工中心上进行端面轮廓的铣削加工。
二、实验设备1、数控车铣加工中心一台2、计算机一台三、实验原理1、极坐标系的建立在数学中的极坐标系是由极点、极轴和极角组成,然而在数控车铣加工中心上的极坐标系的概念与数学中的极坐标系完全不同,在车铣加工中心上的极坐标系是在与机床Z轴垂直的平面内,由相互垂直的实轴(第一轴)X和虚轴(第二轴)C组成,极坐标系的坐标原点与程序原点重合,且虚轴C的单位不是度或弧度,而是与实轴X轴的单位一样,均为毫米。
如图a 。
2、极坐标系指令的使用⑴ G112:进入极坐标系插补模式。
⑵ G113:取消极坐标系插补模式。
3、在数控车铣加工中心上运用极坐标系功能编程时注意的几点注意事项:⑴G112(进入极坐标系插补模式)指令和G113(取消极坐标系插补模式)指令均必须放在一个单独的语句中;⑵程序中的实轴X的坐标用直径值,虚轴C的坐标用半径值;⑶在机床处于刀具左补偿(G41)和刀具右补偿(G42)状态下,G112指令不能被执行,要进入极坐标系插补模式机床必须处于刀具补偿取消(G40)状态;⑷在G112状态下,刀具进给速度下的单位为mm/min ;⑸在G112状态下,应把所用铣刀的半径值输入到机床中作为刀具的几何补偿;⑹在程序由极坐标系转换为直角坐标系之前,必须先执行G113指令。
数控加工-数控机床坐标变换 精品
0
0
0
1
绕 z 轴旋转 绕 x 轴旋转 绕 y 轴旋转
基本三维几何变换
3. 旋转变换矩阵规律:
xyz
x 1 0 0 0
对于单位矩阵
y 0 z 0
1 0
0 1
0 0
,绕哪个坐标
0 0 0 1
轴旋转,则该轴坐标的一列元素不变。按照二维
图形变换的情况,将其旋转矩阵 cos sin
sin cos
xyz
x 1 0 0 0 y 0 1 0 0 z 0 0 1 0
0 0 0 1
Y、z坐标的变化相当于在yoz平面内作正 角旋转。
1 0
0 0
x y z1 x y z 10 cos sin 0
0 sin cos 0
0 0
0 1
基本三维几何变换
(3) 绕y轴正向旋转 角,y坐标值不变,z、x的坐标相当
数控机床坐标变换 --机械
T T s he fir
Z1 X1
Y1 Z2 X2
Y2
Z3 Y3
X3
❖
描
述
X
船 舶
在
Y
海 中
a
航 行
Z
时
姿
态
nD T o he Sec
数控机床坐标系相关概念
数控机床坐标系相关概念
数控机床坐标系相关概念
数控机床坐标系相关概念
2.2 坐标变换原理
D T r he thi
中的元素添入相应的位置中,即
基本三维几何变换
(1) 绕z轴正向旋转 角,旋转后点的z坐标值不变, x、y
坐标的变化相当于在xoy平面内作正 角旋转。
cos sin 0 0
CYCLE800的参数设置和使用方法

CYCLE800的参数设置和使用方法SIEMENS 840D数控系统提供的CYCLE800固定循环可以实现工件坐标转换功能(Swiveling)。
本文以具有旋转工作台的4轴加工中心或镗床为例,简单介绍CYCLE800的参数设置和使用方法。
关键词:SIEMENS 840D CYCLE800 坐标转换零点跟踪SIEMENS 840D数控系统提供的CYCLE800固定循环可以实现工件坐标转换功能(Swiveling),适用于具备数控转台或能立卧转换的数控角铣头的机床。
零点跟踪功能就是坐标转换的一个应用。
理论上在加工程序中只使用一个工件坐标系,如G54,结合CYCLE80就可以实现多个面的加工,这样就简化了加工程序的编程,减少了人工计算量。
在手册中CYCLE800对系统软硬件配置的要求是:人机界面用PCU20或PCU50,版本SW6.02;NCK版本SW6.3或以上。
本例的机床配置是:PCU20 SW6.02NCK SW6.43个直线轴,X、Y、Z1个旋转轴B,作为数控转台这是卧式加工中心或镗铣床基本的配置,设置和使用CYCLE800比较简单。
1.零点跟踪的概念如 P0是机床零点,P1是工件坐标系零点,工件绕P0点旋转90°后P1变成P2。
如果将P1的机床坐标作为G54零点,工件经过移动或旋转,P2自动成为新的G54零点,这就是零点跟踪。
此时如果执行NC指令:G54 G00 X0 Z0则坐标轴运行到P2点。
2.机床零点的设置为了便于CYCLE800的应用,应将X轴和Z轴的机床坐标零点设置在转台(B轴)回转中心。
可以通过修改机床参数MD34100,使X轴的零点对准转台中心;Z轴的零点在主轴端面对准转台中心的位置。
在Z轴方向,不论是转台固定,主轴移动;还是主轴固定,转台移动都是一样的,即主轴趋近转台的方向为负,远离转台的方向为正。
3.参数设置MD18088$ MN_MM_NUM_TOOL_CARRIER=1MD30455$ MA_MISC_FUNCTION_MASK[AX4]=05H ;B轴参数说明:MD18088置1后,系统会生成$TC_CARR1至$TC_CARR40共40个系统变量,用于CYCLE800功能的设置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控机床铣头附件坐标转换和CYCLE800的应用
一 .课题的提出和要求
随我公司三轴联动龙门式数控机床产品技术的发展及用户工艺
加工要求的提高和扩大,现有的数控机床铣头附件控制功能已不能满足用户的使用要求。
主要问题是,自动化更换机床铣头附件中,未能实现被加工工件参考坐标系的连续性转换;每次更换机床铣头附件后,只能中断加工程序进行手动重新设置加工工件参考坐标系的零点位置,且无法实现倾斜面的加工。
此问题影响到数控机床连续加工性、加工精度和加工效率。
因此已有不少购买我公司数控机床产的用户要求,数控机床更换铣头附件后自动实现加工工件参考坐标系的零点位置的自动设置、几何轴的旋转角度和当前加工坐标系平面的刀具补偿。
数控系统针对数控机床技术的发展的现状和用户要求,我们提出了建立在SEIMENS840D数控系统下的《数控机床铣头附件坐标转换和CYCLE800的应用》的研发课题。
本课题首先是,用来解决铣头附件坐标转换问题,提高我公司数控机床自动性能,扩大加工使用范围,以适应市场的需求,满足用户要求;其二是,进一步掌握数控机床的复杂的坐标转换技术,为在其他种类的数控机床和数控系统(例如,五轴联动数控机床、带附件铣头和旋转工作台数控镗铣加工中心和FANUC、FIDIA数控系统等)上
的坐标转换技术应用打下基础,为今后的数控机床产品发展做好技术准备。
该课题的要求是:
1.数控机床直角铣头、万能铣头和加长铣头附件的相对固定的Z轴滑枕上的坐标参考点的坐标平移和旋转(坐标转
换)。
2.坐标转换后,刀具方向可根据坐标转换前所的加工平面(G17、G18、G19)定义新的刀具方向,以进行刀具长度和
半径补偿。
3.能铣头坐标转换的几何轴回转具有三种模式,既逐轴、投影片角和立体角模式。
4.铣头附件的转动:手动和自动。
5.实现可编成的坐标转换下的铣头附件绝对的坐标转换。
二.课题国内现状简析
虽然目前国内所使用的带附件铣头数控机床数量不少,但尚未发现使用数控机床铣头附件坐标转换功能。
使用万能附件铣头,回转C和B摆来确定刀具定向时,仅是回转几何同过手动来确定工件具有坐标系零点。
除五联动数控机床TPCR(刀具定向,具有结构动态补偿)功外,部分进口带附件铣头数控机床具有铣头附件坐标转换功能,而此功能是制造商用可编成几何坐标加工指令做成,使用受一定条件的限制。
鉴于国内数控机床前景及铣头附件坐标转换功能的重要性,已有厂家开始研发此项功能,借此提高数控机。