QA检验报告
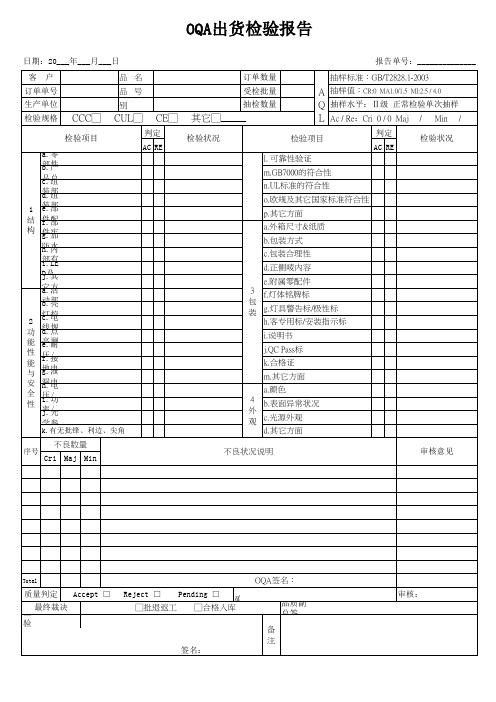
OQA出货检验报告
检验项目
a.零
部b.件产
品c.总组
装d.部组
1 装e.部部
结 件f.配部 构 件g.牢加
防h.水内
部i.有LE
Dj及.其
它a.方活
动b.部亮
2 灯c.控电 功 线d.规点
能 亮e.测耐
性 能 与
压f./接Leabharlann 地g.电泄安 漏h.电电全 性
压i./功 率j./光
学参 k.有无批锋、利边、尖角
不良数量 序号
OQA出货检验报告
日期:20___年___月___日
报告单号:______________
客户 订单单号 生产单位 检验规格
CCC□
品名
品 灯具号类 别
CUL□
CE□
其它□
订单数量 受检批量 抽检数量
抽样标准:GB/T2828.1-2003
A 抽样值:CR:0 MA1.0/1.5 MI:2.5 / 4.0 Q 抽样水平:Ⅱ级 正常检验单次抽样 L Ac / Re:Cri 0 / 0 Maj / Min /
Cri Maj Min
判定 AC RE
检验状况
检验项目
判定 AC RE
l. 可靠性验证
m.GB7000的符合性
n.UL标准的符合性
o.欧规及其它国家标准符合性
p.其它方面
a.外箱尺寸&纸质
b.包装方式
c.包装合理性
d.正侧唛内容
e.附属零配件 3 f.灯体铭牌标 包 装 g.灯具警告标/极性标
h.客专用标/安装指示标
审核:
i.说明书
j.QC Pass标
k.合格证
m.其它方面
a.颜色 4 b.表面异常状况 外 观 c.光源外观
QA检验流程

4.1.5.1、如果判定合格,检验员在产品包装盒上贴“QA PASS”标签并在《产品入库报验单》上“OK”区打“√”并签名。若让步接收,检验员在产品包装盒上贴“QA PASS”标签并在《产品入库报验单》上“特采”区打“√”并签名。QA检验员将《产品入库报验单》和检验完毕的产品实物交报验人,报验人入库。
4.1.2、QA检验员对报验产品数量进行确认后方可接收报验产品。
4.1.3、确认报验产品数量无误后,检验员根据相关订单要求检验产品尺寸及出货工单上相关参数及信息,产品尺寸测量记录填写在《QA检验记录表》中.工单检验完毕后,加盖“QA PASS”印章,然后根据对应的外观检验标准进行外观检验.
4.1.4、检验完毕QA检验员填写《QA检验报告》并做出判定后将《QA检验报告》提交QA组长审核,并给出处理意见,品保部经理批准。
4.1.5.2、如果判定不合格,检验员在《产品入库报验单》上“NG”区打“√”并签名。QA检验员将《产品入库报验单》和检验完毕的产品实物退回包装组。如果是一般不符合,包装组做出相应处理并记录结果。如不合格是严重不符,QA组长应填写《纠正和预防措施处理单》,并执行《改进控制程序》中相关内容。
4.2、报表
QA将每次检验的质量情况登记于《QA检验记录表》上,每天统计并在上午之前将前一天检验情况汇报至品质经理及品质文员处,填写《QA出货检验月报告》,交品质经理审核,总监批准。
QA工作流程
文件编号
QA-000
版本号
A0
生效日期
编制
审核
批准
4.3、QA工作流程图:
报验人填写《产品入库报验单》
退回包装组
QA对产品数量进行确认
QA对产品进行100%拆箱核对数量
IQA检验报告

检验单号(Ref.No.)
物料名称 Material Name 物料编号 Material Part No. 报检单号 Application Bill No.
流水号
报检时间 Application Time
I- XXXXXXXX
退货 RTV 报废 SCRAP 选料 SORT 返工 REWORK 接受使用 USE-AS-IS 物料/计划部-PMC 本厂 By In-house 本厂 By In-house 暂时使用直到: Temporary Use Until 业务部-Sales 工程部-Engineering 供应商 By In-Vendor 供应商 By In-Vendor
检验时间 Inspection Time
:
抽样计划 (Sampling Plan Based on ) 不良类别 允收水准 AQL Defective Classify 致命缺陷(CR) 严重缺陷(MAJOR) 轻微缺陷(MINOR) 高温试验 试验条件 试验温度: 试验时间: 编号 Item 1 2 3 4 5 判定 Judge 检验人/日期 Inspector/Date 核查/日期 Verified by/Date 不良描述 Defective Discription 致命缺陷 Critical 严重缺陷 Major Level 抽样数量 Sample Size 允收 Acceptt 拒收 Rejec
Material
是/否要求客户批准-签名&日期 Customer Approval RequiredSignature/or No & Date
生产部-Production
QA检验报告2024

**QA检验报告**引言概述:QA(质量保证)是软件开发流程中至关重要的环节,它确保软件在开发过程中达到预期的质量标准。
本文将详细介绍QA检验的定义、流程和重要性,以及在QA检验过程中的五个主要方面。
正文内容:1.检验计划1.1确定检验目标:明确软件开发的目标,包括功能、性能和安全性等方面。
1.2制定检验计划:详细规划和安排检验活动,包括测试环境、时间和资源的分配。
1.3确定检验方法:根据需求和可用工具,选择适当的检验方法,如黑盒测试、白盒测试和灰盒测试等。
1.4编写测试用例:根据需求和功能点,编写详细的测试用例,用于后续的测试执行。
2.测试执行2.1环境准备:搭建适当的测试环境,包括硬件和软件配置。
2.2执行测试用例:按照测试用例的顺序执行测试,记录测试结果和问题。
2.3缺陷管理:对发现的问题进行详细描述、分类和优先级评定,并跟踪解决过程。
2.4回归测试:在修复问题后,重新执行测试用例,确保问题得到解决且不会引入新问题。
2.5性能测试:对软件的性能进行测试,包括响应时间、负载能力和可扩展性等。
3.配置管理3.1版本控制:使用版本控制工具管理软件的版本和变更历史,确保团队成员都使用同一版本的软件进行测试。
3.2配置管理计划:明确配置管理的目标和策略,包括变更控制、配置项标识和配置项审查等。
3.3变更控制:对软件的变更进行管理和控制,确保变更得到适当的评审和批准。
3.5配置项审查:对配置项进行审查,确保配置项的质量和一致性。
5.测试总结5.1检验结果:总结并分析QA检验的结果,包括已发现的问题和改进的建议。
5.2质量评估:评估软件的质量水平,包括功能、性能、可靠性和用户体验等。
5.3规划改进:根据检验结果,规划和实施适当的改进措施,提高软件的质量。
5.4总结经验:总结QA检验的经验和教训,为今后的项目提供参考和借鉴。
总结:。
喷枪类产品QA检验报告

气密性检验
□气量调节失效(调节过程气量无明显变化,螺旋式结构离气流喷嘴10mm处有肌感,90°旋钮式结构离气流喷嘴150mm(小枪类100mm)处有肌感);
□气阀常通(枪头漏气);
□气道接头处、气量调节处、气阀杆处、幅度调节处漏气;
6
液体密封性检验
□料罐与枪体连接处漏液;□料喷嘴、针塞密封螺钉处漏液;
□静置2小时料喷嘴、针塞密封螺钉处漏液(按1%抽检);
QD-QR-COP-8.3-003-5〈0〉保存期限不少于5年
□刻字、印刷标记不清晰、位置错误、有重印、漏刻、刻错等现象;□贴标位置不正确、错误,贴纸有皱纹、翘角;
□包装配件表面有锈斑、损伤
2
外部结构
□有缺件、错件、部件断裂;□配置与要求不符(依生产单要求);□0形圈外露或破裂;□连接件松动;
□罐盖与罐体配合不良;□料罐与枪体配合不良;□定位圈旋入枪体困难;
□定位圈密封圈装配变形;
□扣动扳机有干涉、异响,复位不畅;□左、右摆动大,内壁与枪体有刮擦;□气阀杆、针塞有干涉,复位缓慢;
□幅度调节、针塞调节和气量调节装置用徒手不能有效调节、调节不顺畅;
□气流喷嘴不能周向转动、转动时不顺畅;
□针塞旋钮锁死,扳动扳机针塞有位移;□在扳机尾部加50N推力针塞座有位移(按1%抽检);□针塞与针塞座不同心,不能徒手从枪体内抽出;
喷枪类产品QA检验报告
□出货检验□批量检验□样机□试产品流水号:____________
客户名称
产品名称
型号
判断标准
生产单号
生产线
生产日期
致命缺陷
主要缺陷
次要缺陷
数量
抽样数
Ac
Re
Ac
Re
QA检验报告

QA检验报告QA检验报告(Quality Assurance Report)是一种针对产品的质量进行检查和评估的文档。
这种文档通常由QA团队提供,以提供有关公司的制造和生产过程的详细信息。
QA检验报告通常用于确定各种生产和质量管理方面的问题,以指导公司的决策以及改进产品质量的方法。
一个QA检验报告通常会包含以下几个方面的信息:第一部分是关于产品密度的信息。
这是通过使用一台密度计来测量的。
通过测量样品的重量和volume,可以用测量的值来计算。
密度检查是一个非常重要的步骤,因为密度的高低直接影响产品的质量。
第二部分是关于黏合强度的信息。
黏合强度指产品和背景材料之间的粘合度。
产品的黏合强度是由测量它与背景材料之间的粘结力所得到的。
这一步骤是耗时且精密的。
第三部分是关于产品的外观检查。
这部分检查包括基本的审查,比如说检查产品是否符合设计要求,或是否存在某些缺陷或裂缝。
同时,也会有根据行业标准制定的更加详尽的检测方式,以确保产品的外观在各个方面表现出色。
第四部分是关于产品尺寸的检查。
这个过程涉及将产品的测量值与产品设计的规格进行比较。
这种检测通常可以通过可编程的计算机来自动化处理,以确保测量的准确性。
第五个部分是关于生产过程和制造环境的检查。
这一步包括对制造设备及周围环境的检查以确保安全和质量标准的遵守,同时也需要对生产过程进行严格的把关。
任何影响到产品的制造和质量的问题都应从根源上进行解决。
第六个部分是关于QA检验报告的要求。
这项检查涉及对整个QA检验报告的核对与审查,确保所有的QA检测工作符合公司的标准,并且具有较高的可靠性。
如果检验报告需要进行修改,那么QA检验团队应该与其他相关部门合作,共同推动QA检验报告的进一步改进。
综上所述,QA检验报告在现代企业的生产流程中扮演着至关重要的角色,它可以通过跟踪关键的生产和制造过程,帮助企业保持高水平的产品质量和安全性。
通过公正和可靠的QA检验报告,企业可以更好地了解其生产过程中的问题并采取有效的解决方案,以确保持续的生产和质量管理执行。
研发产品研制情况现场核查QA检查报告
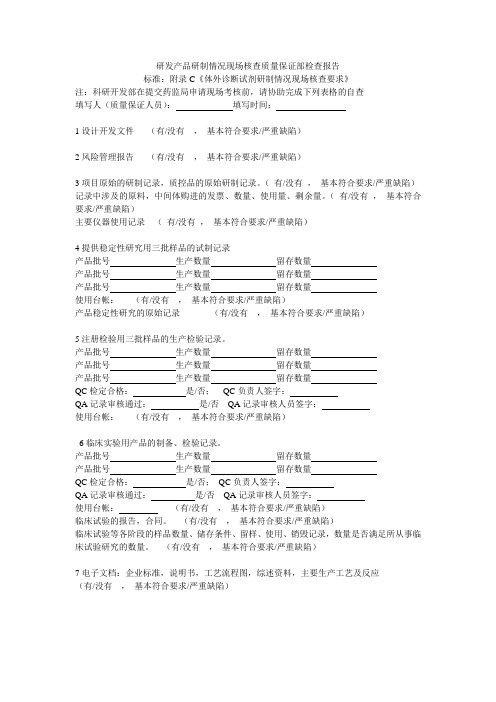
研发产品研制情况现场核查质量保证部检查报告标准:附录C《体外诊断试剂研制情况现场核查要求》注:科研开发部在提交药监局申请现场考核前,请协助完成下列表格的自查填写人(质量保证人员):填写时间:1设计开发文件(有/没有,基本符合要求/严重缺陷)2风险管理报告(有/没有,基本符合要求/严重缺陷)3项目原始的研制记录,质控品的原始研制记录。
(有/没有,基本符合要求/严重缺陷)记录中涉及的原料,中间体购进的发票、数量、使用量、剩余量。
(有/没有,基本符合要求/严重缺陷)主要仪器使用记录(有/没有,基本符合要求/严重缺陷)4提供稳定性研究用三批样品的试制记录产品批号生产数量留存数量产品批号生产数量留存数量产品批号生产数量留存数量使用台帐:(有/没有,基本符合要求/严重缺陷)产品稳定性研究的原始记录(有/没有,基本符合要求/严重缺陷)5注册检验用三批样品的生产检验记录。
产品批号生产数量留存数量产品批号生产数量留存数量产品批号生产数量留存数量QC检定合格:是/否;QC负责人签字:QA记录审核通过:是/否QA记录审核人员签字:使用台帐:(有/没有,基本符合要求/严重缺陷)6临床实验用产品的制备、检验记录。
产品批号生产数量留存数量产品批号生产数量留存数量QC检定合格:是/否;QC负责人签字:QA记录审核通过:是/否QA记录审核人员签字:使用台帐:(有/没有,基本符合要求/严重缺陷)临床试验的报告,合同。
(有/没有,基本符合要求/严重缺陷)临床试验等各阶段的样品数量、储存条件、留样、使用、销毁记录,数量是否满足所从事临床试验研究的数量。
(有/没有,基本符合要求/严重缺陷)7电子文档:企业标准,说明书,工艺流程图,综述资料,主要生产工艺及反应(有/没有,基本符合要求/严重缺陷)。
海康专用---QA-MAG-004.02A成品出货检验报告

外 线材
观 检
移印
验 压接
1.线身是否无脏污、烧焦、破皮露铜、含杂质、穿孔等; 2.线材安规印字是否正确、无模糊等; 1.内容是否正确;使用颜色是否正确;移印是否无漏印或移位、叠印不良等; 1.排线是否无超长后缩,IDC是否无未压到位; 2.COVER是否无破裂不到位,SR是否无未夹到位、不定位等;
包 装 唛头
不良率
其他
检验 结果
检验 结果
一 式 两
检验结 联
: 第 一 联 ( 白 联 ) 品 保 留 底
第 二 联 ( 红 联 ) 客 人
1. 摆板 栈2.
叠
判定结果
合格
不合格
异常单追溯编号:
附
可靠 性测
核 定 :
记
检 验 员 :
录
表
单
编
号
保存
:
保
期
QA
存
限:
-
部
三年
MA
门
(汽
G-
:
车产
00
日期 :
客户
客户料号
抽 检
采 用:
正常
方
减量
式
免检
检验
电 D项C/目HI-
气
POT COND
性
能
I.R AC/HI-
POT
规格要求
尺
寸
量
测
成品出货检验报告
出货单号 创
亿
品名
NO :
出 货
加严 全检
ATA
样品数 不良级别
主要缺点
次要缺点
F/C
W/H
R/C
接受 POWER
拒收 SATA