NCVM涂装工艺介绍.分析
NCVM制程介绍

NCVM的开发 的开发
如果成型素材的的VM面是 镜面, 特别是insertmolding件,在产品成型后 就会出现有很多的成型问 题(如:应力痕, 熔结痕,缩 水,麻点等问题), 到VM后 会将所有的缺陷放大,导致 良率很底, 所以我们可以 建议客户将模具的镜面改 成VDI-09的表面处理形式 (目前Lido 的front housing就是采用这种做 法).
2008/06 15
NCVM的开发 的开发
C.有的侧壁需要VM,但是下表面又不能VM到的状况,在设计VM 治具时可以在治具上加上一个大的倒角,利用VM金属的反弹 到侧壁上;
2008/06
16
NCVM的开发 的开发
此超声波线 不能做VM
此面是斜面 侧壁是VM面 由于客户要求此产品侧避进行VM,而且所以需要将绿色的遮蔽治具倒一个大 斜(如图红色面),这样才能喷到侧壁的VM面.
2008/06 24
2008/06
25
波形在设定值的上下限之间 测试结果OK 测试结果
2008/06 22
NCVM的性能检测 的性能检测
2.皓石针探测仪测试原理
首先通过Network Analyzer测试临界NG和OK的 产品来校正Stud Scanner,得出测试允收范围, 然后产线才通过Stud Scanner全检产品,品管则 通过Network Analyzer抽检35pcs/shift,如果 , 出现异常,以Network Analyzer测试结果为准.
TNCVM= Tinted NCVM
2008/06
7
NCVM工艺原理 工艺原理
电阻加热蒸发式真空镀膜机
2008/06 8
NCVM工艺原理 工艺原理
VM与喷涂知识
2.2 磁控溅射镀膜 利用这种辉光放电的二 极溅射,溅射镀膜时的工作 气压通常要求在 2~10Pa 的 范围。如果压力低于 2Pa , 放电不能维持。
2.2 磁控溅射镀膜
如果在阴极(靶材)位降区域施 加一个和电场垂直的磁场,以控制 二次电子的运动,使二次电子跳跃 式地沿着环状磁场转圈(如图)。相应 地,环状磁场部位是等离子体密度 最高的区域。在磁控溅射
物理气相沉积
方法三:用激光照射靶,利 用热效应使靶材物质蒸发并等离 子体化,称为脉冲激光沉积。
物理气相沉积
2). 气相物质的输运
气相物质的输运要求在真 空中进行,这主要是为了避免源 物质与气体碰撞妨碍沉积物到达 基片和源物质被氧化,保证薄膜 的纯度和防止氧化。
物理气相沉积
若真空度过低,沉积物原子频繁碰撞 会相互凝聚为微粒,使薄膜沉积过程无 法进行,或薄膜疏松质量太差。
ቤተ መጻሕፍቲ ባይዱ
引言
物理方法主要是指物理气 相沉积(PVD),包括: 1. 真空蒸发 2. 溅射镀膜 3.分子束外延 4. 脉冲激光沉积
物理气相沉积
物理气相沉积(PVD)作为常 规的薄膜制备手段被广泛应用, 其基本过程如下:
气相物质的产生 气相物 质的运输 气相物质的沉积
物理气相沉积
1). 气相物质的产生
方法一:使源物质加热蒸 发,这种方法称为蒸发镀膜; 方法二:用具有一定能量 的粒子轰击源物质靶,从靶上溅 出源物质原子,称为溅射镀膜;
1.1 真空蒸发镀膜
蒸镀原理如下:和液体一 样,固体在任何温度下也或多或 少地气化(升华),形成物质的蒸 气。在高真空中,将源物质加热 到高温,相应温度下的饱和蒸气 就会向四周散发。
1.1 真空蒸发镀膜
基片设在蒸气源的上方 阻挡蒸气流,蒸气则在基片 上凝固形成薄膜。为了补充 凝固蒸气,蒸发源要以一定 的速度连续供给蒸气。
NCVM生流程介

镀膜方式
镀膜原理
制程
污染
毒性强 工业污染大 有大量废水废气
生产速度较慢 产能较小
污染少 使用原材皆经过SGS认证 符合TCO-99, ECO-99
生产速度快产能大(90sec/盘) 可连续性生产
污染少 使用原材皆经过SGS认证 符合TCO-99, ECO-99
品质异常难及时管控 产能大
生产性
16
五、NCVM (真空溅镀)常见问题与解决方法
12
NCVM (真空溅镀)工序八:镭雕
根据客户需求,镭射切割出不同的字符。 易镭雕 字符清晰,可做到局部透光、精美。 不影响后序加工
注意事项 镭雕功率,电流,频率,镭雕速度
13
NCVM (真空溅镀)工序九:印刷
可在表面印刷名种字符 需用特殊的油墨; 再喷特殊的UV面漆保护, 达到字符常久耐磨擦; 可丝印,也可移印 用3M600#胶纸完全粘附5分钟后,成90° 角快速拉起。
6
NCVM (真空溅镀)工序二:烘烤
• 把清洗干净的产品放入,以设定好温度( 50~60° C)的 烤箱内烘干, 注意烘烤时间、温度(定时检测), 检查是否已干透,表面是否清洗干净、有 无刮伤。 • 注意事项 • 1、温度的管控 • 2、时间的管控
7
NCVM (真空镀)工序三:上治具
把清洗干净的产品摆放固定在专用的夹具上; 手不可以碰到产品表面; 可用干净的无尘布擦拭表面; 按规定的数量、统一的方向、一定的间距摆放
注意事项 选用特殊油墨
14
NCVM工序(真空溅镀)十:喷涂(UV coating)
用全自动喷涂机在金属层表面涂装UV coating,来保护 金属层以及增加产品硬度和保证信赖性,(一般 14~20UM);
真空镀膜(ncvm)工艺培训教材PPT课件

颜色不纯
由于反应不完全或杂质污染,膜层可能呈 现出不纯或斑驳的颜色。
分析方法
X射线衍射(XRD)
能谱分析(EDS)
分析膜层的晶体结构和相组成。
附着力测试
对膜层进行元素分析,了解各元 素的分布和比例。
通过划痕、拉拔等试验测定膜层 与基材之间的附着力。
显微观察
通过金相显微镜观察膜层的微观 结构,了解其均匀性、孔隙和缺 陷。
05
真空镀膜(NCVM)问题与 解决方案
常见问题
表面粗糙度大
镀膜后的表面粗糙,影响外观和使用性能 。
膜层不均匀
镀膜过程中,由于气体流动、温度分布不 均或反应物供应问题,可能导致膜层在表 面分布不均。
附着力差
镀膜层与基材之间可能存在弱附着力,导 致镀膜容易剥落。
孔隙率过高
膜层中存在过多的孔隙,影响其防护和装 饰效果。
04
真空镀膜(NCVM)技术参 数与优化
工艺参数
真空度
真空镀膜过程中,需要控制真空室的 真空度,以确保膜层的均匀性和附着 力。
温度
镀膜过程中,基材的温度对膜层的附 着力和性能有影响,需根据不同材料 和镀膜要求进行温度控制。
镀膜时间
镀膜时间的长短直接影响膜层的厚度 和均匀性,需根据工艺要求进行精确 控制。
防护眼镜
保护操作人员的眼睛免受镀膜过程中产生的 有害物质和紫外线的伤害。
夹具
用于固定基材,确保其在镀膜过程中位置稳 定。
手套
保护操作人员的手部免受镀膜过程中产生的 有害物质和高温的伤害。
03
真空镀膜(NCVM)工艺流 程
前处理
表面清洗
使用有机溶剂和超声波清洗技术去除 工件表面的污垢、油脂和杂质,以确 保镀膜层的附着力。
SNCVM工艺简介
SNCVM产生背景
深圳市东升真空镀膜有限公司
第二部分: SNCVM工艺流程及技术优势
SNCVM工艺流程
常规塑胶NCVM工艺制程 SNCVM工艺制程
面漆
中涂 NCVM 底漆 塑胶素材
面漆
中涂 SNCVM 底漆 塑胶素材
常规塑胶NCVM产品
SNCVM产品效果
SNCVM工艺流程(细化)
塑胶成型 前处理 UV底漆 真空镀膜 (NCVM )
SNCVM技术与其它技术整合
双重金属质感SNCVM
渐变喷涂+ SNCVM
深圳市东升真空镀膜有限公司
第四部分: SNCVM工艺的设计要求
SNCVM技术对图案大小的要求
原则上讲,SNCVM的图案可以精密到纳米级,但 在实际生产中,图案越精密,良率越低
一般情况下: 圆点直径不低于0.15mm 线条宽度不低于0.1mm
SNCVM技术对图案间距的要求
SNCVM工艺对图案间距无要求,可以做到零间距, 比如碳纤维图案 但间距太小会造成视觉冲击,影响外观效果,给 人以刺眼的感觉。一般情况下,正方形和圆点图 案的间距设计为不低于0.2mm
SNCVM技术对产品弧面的要求
SNCVM技术对于弧面有图案要求的产品, 产品弧面要小于45度,大于45度则无法 实现规整图案
SNCVM产生背景
为了吸引消费者眼球,提升品牌效应,各手机厂商对 手机电池盖的外观效果提出了新的要求。在此背景下, 一些新的表面处理工艺应时而生。 表面处理新工艺:3D喷墨,凯夫拉贴膜,纹理化塑胶 成型,光学镀,离子镀,钻石镀,SNCVM等
SNCVM工艺凭借其叹为观止的外观效果及无可替代的 技术优势从以上表面处理新工艺中脱颖而出,越来越 受到各大手机厂商重视,并渐渐成为了手机电池盖表 面处理工艺的主流。
NCVM涂装工艺介绍.分析

UV燈
4.3 PU主烤炉
PU炉主要在做PU漆时用到,PU炉的设计基本同预热 炉,只是在尺寸方面有所加大,主要是考虑该工序油漆 需要的加热时间决定。其加热方式是IR灯,某些线體是采 用混风加热取代IR灯红外照射热
IR燈管
4.4 噴房
喷枪对面的墙体采用水帘壁,吸收未涂布在产品上飘 落的油漆涂料;
每个喷房一般配置8把喷枪(4个一组),并各配置一个 调压阀.以及每组配装一个CCV阀(换色阀).
NCVM涂裝工藝介紹
NCVM制造廠
目
錄
一﹑NCVM工藝介紹
二﹑NCVM涂裝技術要點 三﹑油漆的组成及施工 四﹑涂裝設備介紹 五﹑常見涂裝不良及原因
一.NCVM工藝介紹
基本內容: 1.NCVM產品介紹 2.NCVM鍍膜設備介紹 3.VM的原理 4.真空鍍膜方法的比較 5.NCVM制程的基本流程 6.VM使用之材料 7.NCVM的用途
1.流平劑----改善流平
是影響塗膜整體黏度的產品。這些產品可以是 具有很好溶解力和揮發性所有部份的溶解和混合溶 劑,因此而影響流平所需的〞開放〞時間。流平劑 還可能是顏料分散劑,它能阻止顏料絮凝,甚至在 高顏料濃度情況下,也能產生更多的牛頓流動。 塗料經塗布後,當溶劑從塗膜中揮發時,由於 在表面形態,溫度,表面或介面張力以及密度上存 在的差異,渦動液流,從而達到流平的效果
1-1.NCVM產品
1-2.NCVM鍍膜設備介紹
電阻加熱蒸發式真空鍍膜機
1-3.VM的基本原理
VM=Vacuum Metallization
主要原理是﹕在真空狀態下﹐將欲鍍物質(如金屬
或合金 或其化合物)通過直接或間接加熱﹐使之熔 解﹐然后蒸發(或直接由固體升華為氣體)﹐獲得足 夠能量的原子或分子飛向并沉積在工件表面﹐沉積 一定厚度的膜層。 NCVM= Non-conductive Vacuum Metallization
NCVM流程简介说明
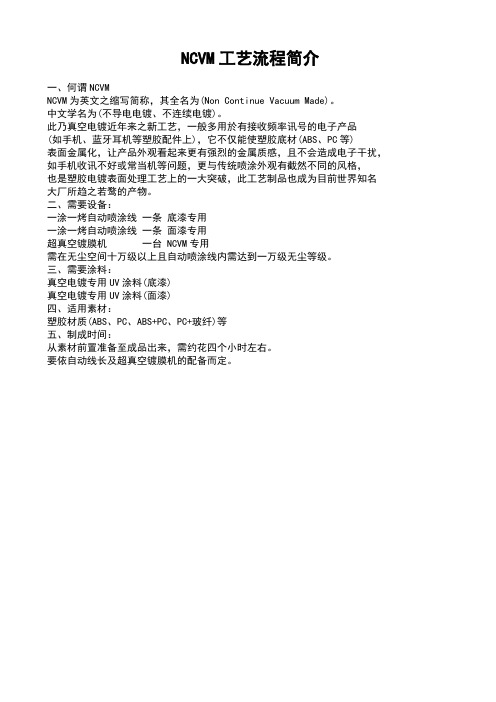
NCVM工艺流程简介一、何谓NCVMNCVM为英文之缩写简称,其全名为(Non Continue Vacuum Made)。
中文学名为(不导电电镀、不连续电镀)。
此乃真空电镀近年来之新工艺,一般多用於有接收频率讯号的电子产品(如手机、蓝牙耳机等塑胶配件上),它不仅能使塑胶底材(ABS、PC等)表面金属化,让产品外观看起来更有强烈的金属质感,且不会造成电子干扰,如手机收讯不好或常当机等问题,更与传统喷涂外观有截然不同的风格,也是塑胶电镀表面处理工艺上的一大突破,此工艺制品也成为目前世界知名大厂所趋之若鹜的产物。
二、需要设备:一涂一烤自动喷涂线一条底漆专用一涂一烤自动喷涂线一条面漆专用超真空镀膜机一台 NCVM专用需在无尘空间十万级以上且自动喷涂线内需达到一万级无尘等级。
三、需要涂料:真空电镀专用UV涂料(底漆)真空电镀专用UV涂料(面漆)四、适用素材:塑胶材质(ABS、PC、ABS+PC、PC+玻纤)等五、制成时间:从素材前置准备至成品出来,需约花四个小时左右。
要依自动线长及超真空镀膜机的配备而定。
流程简述:步骤(一)将素材浸入超音波清洗机中,第一槽以纯水清洁,第二槽再以酒精或碳氢脱脂剂,浸泡十五分钟,可把素材上之油渍去除掉,增加喷涂良率。
超音波清洗机步骤(二)将清洗好之素材,放入立式烤箱中,以70℃烘烤十分钟,可把素材上之水气及脱脂剂挥发完全。
立式烤箱步骤(三)将装好治具之素材,装入自动喷涂线上之治具竿,准备进入自动涂装喷涂真空电镀专用UV底漆。
因金属镀膜层无法直接附着於素材表面上,故需上一层底漆做为素材与金属层之间的附着介面。
上料区步骤(四)待上料後,作业员手持手动静电除尘枪对素材进行喷气,降低素材表面上的静电,并可把尘粒喷掉,保持素材表面在进入封闭式涂装线内是清洁的。
手动静电除尘枪此时素材已进入封闭式涂装线内,第一阶段为自动静电除尘,里面有八支除尘枪,枪口有高压发生器,会释放负离子,可去除素材上之静电,因为静电会吸附尘粒,故去除静电後,枪也会同时喷气,吹掉尘粒。
PVD与NCVM介绍-20171102

Heater
一、PVD介绍
2) 溅镀
Target
Cathode (-) Secondary Electrons
Argon Gas
Plasma
Anode (+)
Coating Atoms/ Molecule
Substrate
一、PVD介绍
3) 离子镀
离子源
Ti+N2→TiN (x) △
基板
离子束
靶 材
一、PVD介绍
2. PVD 的种类 PVD 制程一般常见三种方法: 1).蒸镀(Evaporation) 2).溅镀(Sputtering) 3).离子镀(Ion-Plating)
一、PVD介绍
1) 蒸镀
Evaporation
Substrate Cloud Material Vacuum chamber
二、NCVM介绍
3. NCVM与PVD的差别 1).功能特性-NCVM不导电,不会阻碍讯号 2).制程流程-相同(Primer-镀膜-H/C)
PVD制程 Primer PVD L/E UV (color) UV H/C NCVM制程 Primer PVD L/E UV (color) UV H/C
二、NCVM介绍
★.背面印刷配色差异: 背面印刷制程的颜色取决于PVD或NCVM的靶材本身颜色,因此颜色的选择性较少, 若无字体,则可将PC素材注塑成有颜色,在背面PVD之后,就会有有色金属的质 感。
二、NCVM介绍
★.透光差异: NCVM由于镀膜层会透光,因此做正面喷涂时会有表面透光的问题,造成L/E字体 在背光源打开时的对比变差。 NCVM与透光关系:
二、NCVM介绍
★.正面喷涂配色差异: PVD颜色比较浅,偏银白色,因此外观可以做浅色有色金属的外观,例如:浅红金 属色、亮橘金属色,要做深色比较困难,会产生色差颜色分布不均匀,例如:黑色 金属色、深蓝黑金属色等。 NCVM颜色比较深,因此外观可以做深色有色金属的外观,例如:黑色金属色、深 蓝黑金属色等。做浅色有色金属色会做不出来,例如:浅红金属色、亮橘金属色, 因为浅色涂料在深色金属上,其颜色也会透底色而变深。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
VM設備主要組成系統:
A)真空系統 B)加熱系統 C)動力系統
A)真空系統
真空系统是由 真空泵、真空测量装 置、真空阀门、连接 导管以及捕集器、除 尘器、真空继电器规 头等元件,经过精心 组装而成的。它能在 人们所期望的时间内 将被抽容器内的压力 降低到所要求的真空 度。
B)加熱系統
長波長能量低; 穿透深; 固化層深
(for a small amount of opaque film)
UVC
UVB
UVA
UVV
塗料層, 油墨層 工件素材
影響UV可能的參數
• • • UV能量及UV燈位---重點參數 UV系統的電源不穩定脈衝波動 燈罩及燈罩潔淨度維護
* 60~80%照射到工件的能量是藉著燈罩反射 * 燈罩污染後將造成能量損失
2-2.NCVM的油漆體系
不同的產品選用不同的油漆體系,常見的 有: 1.Cashew 二塗體系 2.Cashew 三塗體系 3.藤 倉 三塗體系 目前,一些油漆體系尚在開發當中……
影響產品性能最重要的一個因素是
UV
2-3.NCVM的助劑
NCVM在開發當中,遇到諸多困難: 1.產品為高光鏡面效果,表面流平不佳出現橘紋 2.油漆中存在小顆粒,氣泡,色槳團不易攪碎使 噴塗出來的產品出現雜點,針孔等 3.NCVM產品不同于普通的烤漆產品,附著力/耐 刮傷/ALT等常出現失效的情況等 為解決這一系列的問題開發出部分助劑
UV燈位的確定:
要求產品每個塗層位置都必須得到UV照射,且 能量相近.
工件與燈管距離之影響
A
B
曲線 B 下的面積如果小於塗料廠商 指工
3.1油漆是什麽?
油漆 1. 通俗的理解即為油料和漆料 2. 噴涂方法﹕刷漆﹐一般為自然風干 3. 以動植物油為基本原料的人造漆 涂料 隨著各種有機合成樹脂及改性油或合成油的發展﹐人造 漆最恰當的名稱應叫做有機涂料﹐簡稱涂料。 由于“油漆”二字沿用已久﹐所以人們仍習慣地稱有機涂料為 油漆
• 照射時間或輸送帶傳動速度 • 燈管及燈管設定(錯誤燈管波長,壽命等)
•
熱輻射之管控
* 熱影響到尚未固化之化學物質組成變動
UV能量的確定:
通過DOE驗證得出最佳UV能量.
塗層 能量類型 底漆 高 中 低 中漆 高 中 低 面漆 高 中 低
說明:以上高,中,低能量是根據塗料的TDS中的參數自行定義
應用在手機上﹕ 1.增強信號(外殼不導電) 2.外殼有金屬感 3.解決涂裝方面的高光問題 4.可代替塑膠件的水電鍍
二.NCVM涂裝技術要點
1.NCVM的塗層 2.NCVM的油漆體系
3.NCVM的助劑
4.UV對產品的影響
2-1.NCVM的塗層:
面漆
中漆(色漆) VM 底漆
1-5.NCVM制程的基本流程
目前,我們採用是的真空蒸鍍,其基本流程如下:
上挂
除塵
底漆
流平&預烤
包裝
下挂&檢驗
面漆
VM
1-6.VM使用材料
適用底材: 塑膠、玻璃、金屬
靶
材: 常用的是 Al,Cr,Sn,Ni,Si,SiO等材料
加熱材料: 鎢、鉬、鉭材料制成的絲狀、舟狀 物 或用電子槍直接蒸發
1-7.NCVM的用途
加熱系統的主要功能就是利用電阻絲 加熱,將欲鍍物質加熱,達到蒸發(或直接由固 體升華為氣體)﹐從而達到使原子或分子飛向 并沉積在工件表面的目的.
C)動力系統
驅使被鍍物做規律性運動,從而達到均勻 鍍層的目的.
1-4.真空镀膜方法比较
PVD 三种镀膜方法比较
项目 真空蒸镀 镀金属 能 镀合金 能,但困难 镀高溶点化和物 能,但困难 沉积离子能量 0.1~1eV 沉 积 速 度 µm/min 0.1~75 镀层外观 光 泽 ~半 光 泽 镀层密度 较低 镀层孔隙度 中 界面 界面清晰 附着性 不太好 膜的纯度 取决材料纯度 基片镀膜 仅面对蒸发源 情况 表面被镀膜 表面处理 脱气辉光放电 常 用 压 强 Torr 厚度均匀性 机理 10-5 ~10-6 不太均匀 真空蒸镀 PVD 溅射镀膜 能 能 能 1~10eV 0.01~2 半 光 泽 ~无 光 泽 高 少 很清晰 较好 取决靶材纯度 面对靶材表面 被镀膜 溅射刻蚀 1.5×10-1~2×10-2 均匀 辉 光 放 电 .溅 射 CVD 离子镀 能 能,但困难 能,但困难 30-1000eV 0.1~50 半 光 泽 ~无 光 泽 高 少 有扩散 非常好 取决材料纯度 所有表面完全 被镀膜 溅射清洗 2×10-1 ~5×10-3 均匀 辉光放电 能 能 能 几 ~几 百 高 极少 有扩散 非常好 纯度较高 所有表面完全 被镀膜 脱气 103-10-3 均匀 气相化学反应
NCVM涂裝工藝介紹
NCVM制造廠
目
錄
一﹑NCVM工藝介紹
二﹑NCVM涂裝技術要點 三﹑油漆的组成及施工 四﹑涂裝設備介紹 五﹑常見涂裝不良及原因
一.NCVM工藝介紹
基本內容: 1.NCVM產品介紹 2.NCVM鍍膜設備介紹 3.VM的原理 4.真空鍍膜方法的比較 5.NCVM制程的基本流程 6.VM使用之材料 7.NCVM的用途
1.流平劑----改善流平
是影響塗膜整體黏度的產品。這些產品可以是 具有很好溶解力和揮發性所有部份的溶解和混合溶 劑,因此而影響流平所需的〞開放〞時間。流平劑 還可能是顏料分散劑,它能阻止顏料絮凝,甚至在 高顏料濃度情況下,也能產生更多的牛頓流動。 塗料經塗布後,當溶劑從塗膜中揮發時,由於 在表面形態,溫度,表面或介面張力以及密度上存 在的差異,渦動液流,從而達到流平的效果
溶 剂 添加剂
3.3 油漆性能要求
抗腐蚀
填充缺陷
各类油漆 侧重不同
封闭作用
美化外观 增强附着力
易于施工
3.4 施工方法
滚涂 刷涂 喷涂 油漆的施工方法 静电喷涂 浸涂 浸涂 电泳 阴极电泳 阳极电泳
无气喷涂 空气喷涂
四﹑涂裝設備介紹
搖擺機
黏度杯
泵浦
噴槍
調壓閥
靜電除塵槍
4.1 应力炉与预热炉
应力炉------通过IR灯的红外照射,主要消除产品母 体本身成型时积成应力。加热温度一般控制在90℃左右, 产品通过时间在5MIN钟左右。
Vapor Metal Basecoat
Plastic material (PC/ABS) Film structure of NCVM + laser
NCVM工藝與傳統烤漆工藝比較
工藝 項目
NCVM烤漆
Top coat UV UV UV
傳統烤漆
Top coat UV
產品涂層
Middle coat Base coat
2-4.UV對產品的影響:
1.外觀----發霧:
發霧
2.性能----附著力失效:
附著力 失效
UV波長及其固化穿透效果
UVC UVB UVA UVV 200~280 280~320 320~390 395~445 nm nm nm nm 短波長能量高; 表面層固化快
(for opaque film and thick film) (for surface cure) (for clear and semi-transparent film)
4.5 噴涂系統
泵浦
噴槍
漆料桶
油漆的輸送
調壓閥
五﹑常見涂裝不良及原因
常見烤漆不良種類有﹕ 雜質(Impurity) 氣泡(Bubble) 桔紋(Orange peel) 積漆(Runs) 油點(Oil mark)
5-1 雜質
不良描述﹕雜質主要包括脏点/ 尘点/异色点等。 產生原因﹕ 素材本身灰尘未被除淨 油漆未过滤﹐或滤网太粗或太脏 调漆罐、供漆管路、喷枪清洗不 够 压缩空气未过滤,或滤网太脏 喷房、流平间、烤爐等环境被污 染
Top coat
Middle coat Vapor Metal Basecoat Plastic material Transparent PC Film structure on transparent PC
Top coat Middle coat Vapor Metal Basecoat Dual Surface Plastic Film structure on Dual surface plastic
2.附著力促進劑----改善ALT後的附著力 3.抗刮傷增漸劑----改善產品的抗刮傷能力
4.消泡劑和防泡劑 ----改善針孔,氣泡
在塗料中表面活性劑的用量過大時產生過多氣泡
表面活性劑穩定泡沫的原因
當有可溶劑表面活性劑存在 時,液體的逆流效應
消泡劑可阻止或延緩泡沫的形成 ,能使已形成的泡沫破裂 的表面活性劑.基於介面能理論的消泡劑的消泡基本過程為: 已吸附的致泡表面活性劑單層,被不致泡的,更附於表面活 性的單層取代。 消泡劑一般由三個部份組成:活性化合物;擴散劑;載體。
5-2 氣泡
不良描述﹕漆膜表面有击起的小气泡。 產生原因﹕
溶劑揮發太快 一次涂膜太厚 流平時間太短 預烤溫度過高 素材中夾雜有氣泡
popping
5-3 桔紋
不良描述﹕漆膜表面不平整如同桔子皮表面。 產生原因﹕
油漆粘度過高 溶劑揮發速度太快 漆膜太薄 不合適的空氣壓力 流平時間太短 油漆溫度過低 素材表面溫度太高
VM
Base coat Substratet (PC/ABS)
Substratet (PC/ABS)
外觀色澤 產品質感 工藝流程 涂層要求 品質良率 環保性
色澤鮮明 膜面亮度高 細膩逼真 金屬質感佳 作業流程長 工藝復雜 多重性 UV高光涂層 良率低 良好