接续压接尺寸
耐张线夹、接续管的主要尺寸及适用导线耐张线夹、接续管的主要尺寸及适用导线一、耐张线夹耐张线夹(液
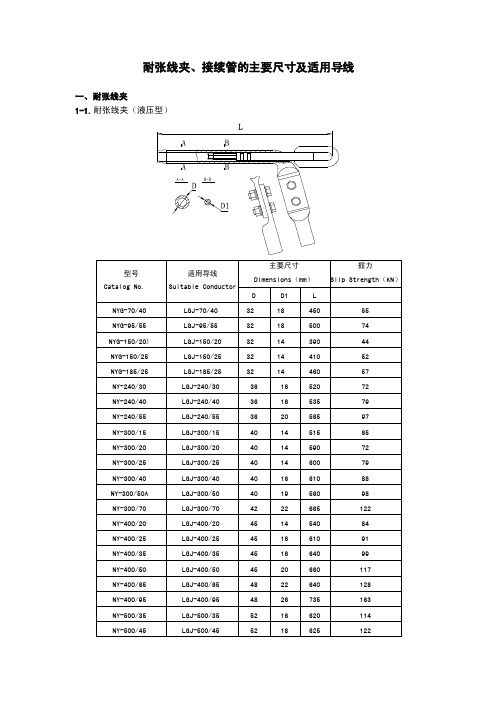
耐张线夹、接续管的主要尺寸及适用导线
一、耐张线夹
1-1.耐张线夹(液压型)
1-2.耐张线夹(液压型)
2.铝包钢绞线耐张线夹(液压型)
3.铝包钢芯铝绞线耐张线夹(液压型)
4.耐热铝合金绞线用耐张线夹
5.钢芯铝合金绞线用耐张线夹
6.耐张线夹(液压型,无螺栓型耐张线夹)
7.耐张线夹
二、接续管
1.接续管(钢绞线用、液压型)
2.接续管(铝绞线用)
3.1接续管(铝包钢绞线用、铝包钢芯铝绞线用、液压型)
3.2 接续管
4.接续管(钢芯铝绞线用、液压搭接)
5.接续管(钢芯铝合金绞线用、液压搭接)
图(1)图(2)
6. 耐热铝合金绞线用接续管(液压型)
7.铝合金绞线接续管(液压型)。
8.1导线接续管钢管穿管及压接工艺

8.1导线接续管钢管穿管及压接工艺导线接续是电力工程中常见的操作工艺之一。
而在导线接续中,钢管穿管与压接也是其中重要的步骤。
本文将详细介绍8月1日的导线接续管钢管穿管及压接工艺。
导线接续是电力工程中不可或缺的步骤,它主要包括导线与导线之间的接头连接、导线与设备之间的连接等。
而在导线接续过程中,钢管穿管及压接是关键的工艺,它们不仅能保证电流的传输质量,还能提高系统的稳定性和安全性。
一、钢管穿管1. 确定穿管位置:根据工程设计图纸,确定钢管穿管的位置。
一般情况下,钢管穿入设备顶部或侧面的孔洞中,且穿入的位置应尽量靠近接线盒或设备连接点。
2. 检查钢管尺寸:根据设计要求,选择合适尺寸的钢管。
钢管应具备足够的强度和耐腐蚀性能,并且长度要与工程要求相符。
3. 清理孔洞:在确定的穿管位置,清理孔洞,确保孔口光滑。
如果孔洞较大,可使用填缝材料填充,以增加孔洞的封闭性。
4. 定位钢管:将选定的钢管对准孔洞,确保钢管与孔洞垂直。
5. 固定钢管:使用合适的固定夹具将钢管固定在孔洞附近,以确保钢管的稳定性和安全性。
固定夹具应具备足够的强度和可靠性,避免因负载过大而松动或脱落。
二、压接工艺1. 准备工作:在进行压接之前,需要准备好所需的工具和材料,包括导线、压接工具、导线端子等。
2. 导线剥皮:根据不同的导线规格,使用合适的工具剥去导线两端的绝缘层,露出足够长度的导线。
3. 导线端子选择:根据导线规格和接头类型,选择合适的导线端子。
导线端子应与导线规格相匹配,并且具备可靠的电气连接和耐腐蚀性能。
4. 导线端子压接:将导线端子按照压接工具的要求,正确安装在导线末端。
在压接之前,应先清理导线末端的表面,确保导线与导线端子之间没有杂质和氧化层。
5. 压接操作:将导线端子与压接工具正确对位,并施加适当的压力,进行压接。
压接应均匀、稳定,确保导线端子与导线之间的电气连接良好。
6. 压接质量检查:压接完成后,应进行质量检查。
检查导线端子与导线之间的接触是否牢固,表面是否平整,无明显裂缝和变形。
导线压接
各种液压管压后尺寸对照表: s=0.866*(0.933D)+0.2mm
钢管
铝
管
类别
型号
压前
压后对边距
压前
压后对边距
外径
标准值
最大40
22
18.92
19.12
40
34.40
34.60
耐张线夹
NY-95/55
20
17.20
17.40
36
30.96
31.16
NY-70/40
液压
一、液压施工流程
6.背扣:传递较小的物体时使用。
二、压接施工前的检查
必须对各种液压管进行外观检查,不得弯曲、 裂痕、锈蚀等缺陷。应对压接管的内、外 径及长度进行测量并记好记录。导地线压 接管的内、外径应许偏差见下表。
检查导地线的型号、规格及结构,应与设计 图纸相符,且应符合国家标准。检查压接 设备是否完好。
七、各种液压管的液压操作顺 1、钢绞线的液压部位及操作顺序如图:
2、钢绞线耐张管的液压部位及操作顺序如图:
3、钢芯铝绞线对接式钢管及铝管液压部位及操作顺序的下 图。其操作程序:其顺序钢绞线直接管相同。
4、钢芯铝绞线耐张管压接操作顺序
八、液压操作
1、使用的钢模必须与被压管相匹配,钢模外 型尺寸与液压机相配套;
18
15.48
15.68
32
27.52
27.72
JYD-300/40
20
17.20
17.40
40
34.40
34.60
直线接续管
JYD-95/55
20
17.20
17.40
36
30.96
耐张线夹及接续管主要技术参数
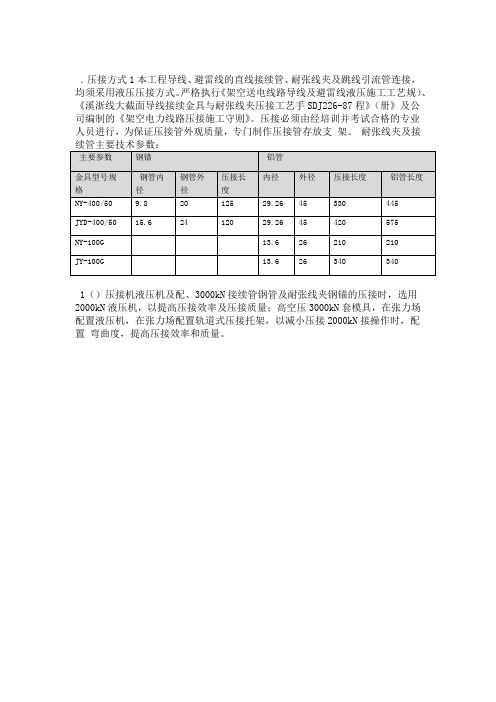
.压接方式1本工程导线、避雷线的直线接续管、耐张线夹及跳线引流管连接,均须采用液压压接方式。
严格执行《架空送电线路导线及避雷线液压施工工艺规)、《溪浙线大截面导线接续金具与耐张线夹压接工艺手SDJ226-87程》(册》及公司编制的《架空电力线路压接施工守则》。
压接必须由经培训并考试合格的专业人员进行,为保证压接管外观质量,专门制作压接管存放支架。
耐张线夹及接1()压接机液压机及配、3000kN接续管钢管及耐张线夹钢锚的压接时,选用2000kN液压机,以提高压接效率及压接质量;高空压3000kN套模具,在张力场配置液压机,在张力场配置轨道式压接托架,以减小压接2000kN接操作时,配置弯曲度,提高压接效率和质量。
2)压接模具(-~S=0.86D-0.1应选用与液压机型号相匹配的铝模或钢模,模具对边距:0.2。
2.压接前认真检查耐张线夹、接续管质量,压前各种管外形尺寸及其偏差应符合下列规定:个断面点,每个断面点互成90°检测2个值。
所以外径取6个值的平均值,内径取4个值的平均值。
对耐张管外径检测2个断面点,内径检测一端1个断面点,同样以平均数判断。
作好记录并判断是否合格。
4.在进行导线、地线压接施工前,压接人员应事先熟悉本工程使用的液压机最大出力值。
进行压接作业时,应按照液压机操作说明的有关规定执行,以免损坏压接机。
5.压接后压接管不应有裂纹或明显的弯曲,弯曲度不应大于2%。
弯曲超差时允许用压钳或木锤调直,但不得使用铁锤直接锺击。
6.检查耐张线夹、接续管的压后尺寸,液压操作人员在指定部位打上操作者钢印,旁站监理也需打上钢印,并应做好原始记录。
7.液压管压后呈正六边形,压后对边距S=0.866×0.993D+0.2mm,式中D---管外径、S---对边距。
上表中的S(压后对边距)为最大值,三个对边距只允许一个8.钢绞线压接管口、铝管管口涂红丹防锈漆,钢管压后部位,不管最终是否裸露在外,均喷涂富锌漆。
最新导线的压接
导线的压接●导线的压接●1、裁线●(1)应在线头距裁线处1—2cm处用20号铁丝绑扎,裁去导线受损部分●(2)用钢锯垂直导线轴线进行锯割,由外层向内层进行,最后锯钢芯●(3)用平锉和砂纸打磨锯口毛刺至光滑●(4)压接前的清洗,压接前用汽油对导线和钳压管进行清洗,导线的清洗长度不小于管长的2倍。
清洗完后在导线上涂上导电脂,在用钢丝刷轻轻的刷一次。
●(5)需注意,不同金属,不同绞向,不同规格的导线禁止在档距内连接,在一个档距内,每根导线只允许有一个接头,且接头距导线固定点的距离不应小于0.5M●2、压接管划印●(1)按照设计和规程要求,并对照相应规格的压接管的相关技术标准进行划印,相关压模间隔a1\a2\a3\●3、穿管●(1)端口线划印(即在穿入的导线上用记号笔划印)●(2)导线的塞入方向从接续管上缺印记的一侧插入,从另一端有印记的一侧露出保证两端导线尾线的出头露出管外部分不得小于20mm●4、压接●(1)压接时,每模的压接速度及压力应均匀一致,每模按规定压到指定深度后,应保持压力30s左右,避免出现金属性反弹影响压接强度●(2)铝绞线和铜绞线的接续管压接顺序是从管端开始,依次向另一端上下交错钳压●(3)钢芯铝绞线的接续管压接顺序是从中间开始,依次向一端上下交错钳压,再从中间向另一端上下交错钳压●5、外观检查并调直或重压(弯曲过大或有裂纹或达不到设计要求)●1)导线压接后要求压接管的弯曲度不大于管长的2%●2)导线露出管口应≥20㎜●3)压后坑深:钢芯铝绞线偏差不大于±0.5㎜;铝绞线偏差不大于±1㎜●4)在压接管上打上操作工号,并在接续管两端涂上红漆●导线压接按4—9图规定的压口数和压接顺序压接,压接后按钳压标准矫直钳压接续管。
图4—9 钳压法连接导线示意图LJ-16610.5282034、LJ-25612.5322036、LJ-35614.0362543、LJ-50816.5402545、LJ-70819.5442850LJ-951023.0483256、LJ-1201026.0523359、LJ-1501030.0563462、LJ-1851033.5603565LGJ-351417.534.042.593.5、LGJ-501620.538.048.5105.5、LGJ-701625.046.054.5123.5LGJ-952029.054.061.5142.5、LGJ-1202433.062.067.5160.5、LGJ-1502433.664.070.0166.0 LGJ-1852639.066.074.5173.5题:已知LGJ-120导线的钳接管参数为a1=62mm、a2=67.5mm、a3=160.5mm,压后尺寸D=33 mm,压模数n=24,试求接管的总长度L、压后实际尺寸容许范围及压后弯曲度值。
通号(2016)9301-07-焊接、接地连接示意图

桥隧型接地端子
桥隧型接地端子
L形钢筋
L形钢筋
图11.接地端子和热镀锌扁钢栓接示意图。
焊缝长度
螺栓
焊缝长度 面
螺母
弹簧垫圈 平垫圈 热镀锌扁钢 M16接地孔
图6.以桥梁地段为例,通信信号槽底部的接地端子和贯通地线连接示意图如下。
螺栓 电缆槽 A节点 桥梁接地钢筋 电缆槽防水层 说明: 1.本图接地连接零件的规格、技术要求详见"通号(2016)9301-06"。 接地端子 L形连接件 贯通地线 螺母 弹簧垫圈 平垫圈 电缆槽保护层 桥隧型接地端子
设计
图号 通号(2016)9301-07
铁 路 综合接地系统
A节点放大图
复核 通用接地材料连接工艺示意图 比例 日期 2016.10
图4.接地钢筋和热镀锌扁钢焊接时,搭接长度不小于100mm,双面施焊。
焊接 注:当贯通地线截面为35mm²,贯通地线的接续和贯通地线与分支引接线连接时,L=30mm~35mm; 当贯通地线截面为70mm²,贯通地线的接续和贯通地线与分支引接线连接时,L=45mm~50mm;
焊接
图9.接地端子和不锈钢连接线栓接示意图。
图1.接地钢筋双边焊接,搭接长度不小于55mm,焊缝厚度不小于4mm。 图2.接地钢筋单边焊接,搭接长度不小于100mm,焊缝厚度不小于4mm。
图7.贯通地线接续示意图。
贯通地线
图8.贯通地线和分支引接线连接示意图。
贯通地线 L
焊接
焊接 L
C形压接件 C形压接件 分支引接线
图3.热镀锌扁钢焊接时,搭接长度不小于100mm,三面施焊。
螺栓
图10.接地端子与分支引接线栓接示意图
螺栓 分支引接线 L形连接件
电缆接续
电缆接续在ZPW-2000自动闭塞系统中,铁路内屏蔽数字信号电缆的接续连接装置为:HDM-T-P型免维护地中接头盒。
该接续装置采用变径技术,可满足各种规格的铁路内屏蔽数字信号电缆接续;电缆芯线接续采用压接技术;屏蔽连接采用压接和机械固定的方式保证电缆的屏蔽层可靠连接及盒体机械强度增强;采用径向膨胀原理和技术对盒体进行密封,最后再灌注密封胶液,以实现电缆接续免维护。
一一般要求一、电缆接续需要遵守以下几点规定:1.电缆在距铁路、公路、道口、河流、桥梁、涵洞2m范围内不得进行电缆的接续。
2.同径路的两个接头盒间的距离不得小于1m,准确记录接头坐标。
3.雨、雪天气以及环境温度不符合电缆施工的要求时,不能进行电缆的地下接续。
4.地下接续的备用量集中放在接头的一端,长度不小于2m。
5.电缆接续必须符合A、B端对接的原则。
6.接续人员要经过严格的技术培训,考试合格后持证上岗。
二电缆接续工艺一、流程图电缆接续工艺流程如图5-1所示图5-1 电缆接续流程图二、电缆接续工艺1.准备工作(1) 根据电缆的外径尺寸大小,切割辅助套管 (辅助套管上的标线为辅助套管的内径尺寸),使辅助套管的孔径与电缆外径相同。
(2) 组装密封挡环1) 根据电缆外径的尺寸大小,选择适合于电缆外径的变径环。
2) 将变径环间的密封胶圈,用专用切割刀沿变径环内孔壁切割成孔状,切割后的密封胶圈孔的直径要略小于电缆外径。
(3) 按顺序依次将辅助套管→密封挡环组(紧固螺母面向辅助套管侧)→钢带固定环套在电缆护套上(两侧电缆相同)。
(4) 再将主套管套在一侧的电缆上,如图5-2所示。
图5-2 组装示意图(5) 注意事项1) 选择变径环必须根据接续电缆的直径,严禁随意组合。
2) 密封挡环和钢带固定环在电缆中的位置,要严格按图5-2所示组装顺序和零件位置的方向安装。
2.开剥电缆(1) 距电缆端头300mm处用电工刀环切电缆外护套一周,并向端头纵向切割将其除去。
模块式接线子接续法
模块式接线子电缆接续开口长度参照
对数 400
600
1200 2400
表4—6 模块式接线子电缆接续开口长度参照表
线径 (mm)
接续长度 (mm)
直接头直径 (mm)
0.4
432
66
0.5
74
0.6
79
0.4
432
79
0.5
89
0.6
97
0.4
432
107
0.5
114
0.4
483
157
折回接头直径 (mm) 69 81 107 89 104 133 135 160 198
4.4 模块式接线子接续法
模块式接线子也称为模块型卡接排,简称 模块或卡接排。具有接续整齐、均匀、性能 稳定、操作方便和接续速度快等优点。
一般模块式接线子一次接续25对。
利用模块式接线子可进行直接、桥接和搭 接。大对数电缆常用。
4.4.1 模块式接线子的结构
模块式接线子由底板、主板和盖板三部 分组成。主板由基板、U形卡接片、刀片组成。 基板由塑料制成上、下两种颜色。靠近底板 一侧与底板颜色相同,一般为金黄色,靠近 盖板一侧与盖板颜色一致,一般为乳白色。 一般用底板与主板压接局方芯线,主板与盖 板压接用户芯线。
2.模块型接线子直接2
(7)取出用户(中继线为龙尾局方)相应百对中的 25芯线,重复第6步骤。 (8)25对芯线就位后,安装4000—D盖板(乳白色) 于主板上。 (9)每次排完芯线后,放上模块主板或上盖板前务 必用检查梳检查A线或B线是否有排错或有空线槽。 (10)将液压压接器固定夹内沿的凸梢置于接续器 头的凹槽内。
本讲小结
模块式接线子的结构 模块式接线子的型号 模块式接线子的压接工具 模块式接线子接续规定 模块式接线子的接续方法 模块接续注意事项
已施工线路部分液压管尺寸
施工过线路部分液压管尺寸一、220kV仪陇变110kV送出工程(1)导线使用:LGJ—240/30耐张管NY—240/30 铝管外径D=36 压后推荐值≤31.14钢管外径D=16 压后推荐值≤13.94接续管JY—240/30(液压对接)铝管外径D=36 压后推荐值≤31.14钢管外径D=16 压后推荐值≤13.94(2)地线使用:GJ—50 接续管JY—50G 钢管外径D=18 压后推荐值≤15.68二、导线LGJ—185/25(1) 耐张管NY—185/25 铝管外径D=32 压后推荐值≤27.72钢管外径D=14 压后推荐值≤12.24(2)地线使用(GJX—50锌铝合金钢绞线) 耐张管NY—55G钢管外径D=20 压后推荐值≤17.40三、地线接续管用JY—35G型 (如下图所示)钢管设计外径为D=¢16,现场实测为D1=¢(16.02~16.06);把地线套入钢管内压接,用液压模具16型从中间分别往两边进行压接,压后钢管大约为272mm(伸长约52mm),压后钢管对边距最大值为¢=13.76,最小值为¢=13.62。
四、导线LGJ—185/25(1) 耐张管NY—185/25铝管外径D=32 压后推荐值≤27.72钢管外径D=14 压后推荐值≤12.24(2)接续管JYD—185/25(液压搭接)铝管外径D=32 压后推荐值≤27.72钢管外径D=16 压后推荐值≤13.94文案编辑词条B 添加义项?文案,原指放书的桌子,后来指在桌子上写字的人。
现在指的是公司或企业中从事文字工作的职位,就是以文字来表现已经制定的创意策略。
文案它不同于设计师用画面或其他手段的表现手法,它是一个与广告创意先后相继的表现的过程、发展的过程、深化的过程,多存在于广告公司,企业宣传,新闻策划等。
基本信息中文名称文案外文名称Copy目录1发展历程2主要工作3分类构成4基本要求5工作范围6文案写法7实际应用折叠编辑本段发展历程汉字"文案"(wén àn)是指古代官衙中掌管档案、负责起草文书的幕友,亦指官署中的公文、书信等;在现代,文案的称呼主要用在商业领域,其意义与中国古代所说的文案是有区别的。
导线的压接
●导线的压接●1、裁线●(1)应在线头距裁线处1—2cm处用20号铁丝绑扎,裁去导线受损部分●(2)用钢锯垂直导线轴线进行锯割,由外层向内层进行,最后锯钢芯●(3)用平锉和砂纸打磨锯口毛刺至光滑●(4)压接前的清洗,压接前用汽油对导线和钳压管进行清洗,导线的清洗长度不小于管长的2倍。
清洗完后在导线上涂上导电脂,在用钢丝刷轻轻的刷一次。
●(5)需注意,不同金属,不同绞向,不同规格的导线禁止在档距内连接,在一个档距内,每根导线只允许有一个接头,且接头距导线固定点的距离不应小于0.5M●2、压接管划印●(1)按照设计和规程要求,并对照相应规格的压接管的相关技术标准进行划印,相关压模间隔a1\a2\a3\●3、穿管●(1)端口线划印(即在穿入的导线上用记号笔划印)●(2)导线的塞入方向从接续管上缺印记的一侧插入,从另一端有印记的一侧露出保证两端导线尾线的出头露出管外部分不得小于20mm●4、压接●(1)压接时,每模的压接速度及压力应均匀一致,每模按规定压到指定深度后,应保持压力30s左右,避免出现金属性反弹影响压接强度●(2)铝绞线和铜绞线的接续管压接顺序是从管端开始,依次向另一端上下交错钳压●(3)钢芯铝绞线的接续管压接顺序是从中间开始,依次向一端上下交错钳压,再从中间向另一端上下交错钳压●5、外观检查并调直或重压(弯曲过大或有裂纹或达不到设计要求)●1)导线压接后要求压接管的弯曲度不大于管长的2%●2)导线露出管口应≥20㎜●3)压后坑深:钢芯铝绞线偏差不大于±0.5㎜;铝绞线偏差不大于±1㎜●4)在压接管上打上操作工号,并在接续管两端涂上红漆●导线压接按4—9图规定的压口数和压接顺序压接,压接后按钳压标准矫直钳压接续管。
图4—9 钳压法连接导线示意图LJ-16610.5282034、LJ-25612.5322036、LJ-35614.0362543、LJ-50816.5402545、LJ-70819.5442850LJ-951023.0483256、LJ-1201026.0523359、LJ-1501030.0563462、LJ-1851033.5603565LGJ-351417.534.042.593.5、LGJ-501620.538.048.5105.5、LGJ-701625.046.054.5123.5LGJ-952029.054.061.5142.5、LGJ-1202433.062.067.5160.5、LGJ-1502433.664.070.0166.0 LGJ-1852639.066.074.5173.5题:已知LGJ-120导线的钳接管参数为a1=62mm、a2=67.5mm、a3=160.5mm,压后尺寸D=33 mm,压模数n=24,试求接管的总长度L、压后实际尺寸容许范围及压后弯曲度值。