电焊工技能考核评分办法-电焊工技能大赛评分标准
电焊工实际操作考试评分标准[1]
![电焊工实际操作考试评分标准[1]](https://img.taocdn.com/s3/m/da0c6d412b160b4e767fcf65.png)
焊透程度
未焊透深度小于等于2mm,背面凹坑小于等于2mm,且总长度均不超过焊缝有效长度的26mm
20
未焊透累计总长度每5mm扣2mm,未焊透深度大于2mm或累计总长度26mm,此焊件按不及格论。背面凹坑累计总长度每5mm扣2分,背面凹坑深度大于2mm或累计总长度大于26mm不得分
7
焊后变形
试件焊后变形角度小于等于3°;焊件的错边量小于等于2mm
电焊工实际操作考试评分标准
序号
检测内容
标准要求
得分
评分标准
1ቤተ መጻሕፍቲ ባይዱ
电流、电压
调整
电流、电压、气流量的调试要符合规定和要求后方可施焊。
5
不调整电流的不得分
2
焊前清理
打底焊后必须清理方可继续焊接
5
焊前不清理的不得分
3
焊缝高度
焊缝外形尺寸,焊缝余高0——3mm,余高差小于等于2mm
20
焊缝高度不够扣5分,超高10mm不得分,余高超3mm扣5分,每超1mm扣1分,余高差大于2mm扣5分,每超1mm再扣2分
10
试件焊后变形角度大于等于3°扣3分,大于3°每超过1°再扣2分;超过焊件的错边量大于2mm扣3分,大于2mm的每超过1mm再扣2分
8
文明生产
操作结束后清理场地
10
不清理场地、不悬挂焊把线不得分
4
焊缝宽度
焊缝宽度比坡口每侧增宽1——2.5mm,宽度差小于等于3mm
20
焊缝宽度比坡口每侧增宽小于1mm或大于2.5mm扣10分;宽度差大于3mm扣3分,每超出1mm再扣2分
5
焊缝咬边
焊缝咬边深度小于等于1mm,焊缝有效长度范围内焊缝两侧咬边累计不超过40mm
焊接技术专业竞赛项目及评分标准

5—10mm5分
≥25mm不得分
4
未焊透
10
出现此项不得分
5
焊缝余高
10
过高过低均不得分
6
管件直线度
10
≤±3°不扣分
7
焊缝接头
5
8
烧穿
10
出现一处不得分
9
焊缝外观
20
表面光滑无虚焊20分
表面成型较好15分
焊缝高低不平8分
焊缝较差5分
10
场地清理工具整理
5
整理及清理不到位不得分
合计
时间:20分钟
100
10
开气顺序(3)气压调节(3)火焰调节(4)
3
焊前定位
5
定位不准或有烧穿均不得分
4
烧穿焊瘤
15
烧穿每孔扣4分,超过5孔该件判废
5
焊缝偏斜
10
0—1mm(10分);2—3mm(7分)≥5mm(2分)
6
工件变形量
10
±3°(10分);±7°(7分);±10°(2分)
7
虚焊
20
每10mm扣5分,不足10mm按10mm计算
序号
内容及要求
配分
评分标准
备注
1
劳保用品穿戴
5
穿戴不全不得分
2
电流调节
5
调节不当不得分
3
焊条选择
5
选择不当不得分
4
引弧及收尾
5
任何一项不当不得分
5
焊
件
质
量
对接平焊
30
5
有烧穿焊瘤此项不得分
5
夹渣气泡此项不得分
5
焊缝余高
焊工技能操作评分标准

焊工技能评定实践操作评分标准序号123456合考核内容焊前准备焊接操作焊缝外观焊后清理其他定额计考核要点劳保着装及工具准备齐全,并符合要求,参数设置、设备调试正确试件固定的空间位置符合要求,清理板料。
焊缝表面不允许有焊瘤焊缝表面单个气孔D≤2mm焊缝咬边深度≤0.5mm,两侧咬边总长度不超过焊缝有效长度的10%焊缝接头重叠高度超过≤2㎜未焊透深度≤15%t且≤1.5mm总长度不超过焊缝有效长度的10%焊脚尺寸L~1.2L且超差部分总长度不超过焊缝有效长度的10%焊缝宽度差≤4mm且总长度不超过焊缝有效长度的10%焊接收弧时应填满凹坑,凹下的深度≤1mm格,焊。
渣等影响外观的因素安全文明生产操作时间配分10108888888888100姓名:部门(股):评分标准检测结果得分工具及劳保着装不符合要求,参数设置、设备调试不正确有一项扣1分超出规定范围,未清理不得分如有不得分1个得4分,2个不得分,D>2mm不得分1.咬边深度≤0.5mm(1)累计长度每5mm扣1分(2)累计长度超过焊缝有效长度的15%不得分2.咬边深度>0.5mm不得分2mm以上不得分1.未焊透深度≤15%t,且≤1.5mm累计长度超过焊缝有效长度的10%不得分2.未焊透深度超标不得分超差不超过10%得4分,超过10%不得分超差不超过10%得4分,超过10%不得分凹下的深度>1mm不得分清理光干净得2分,未清理不得分设备、工具复位,试件、场地清理干净,有一处不符合要求扣1分每超1分钟从总分中扣2分直接不合格项:1、焊缝表面存在裂纹;2、任意更改试件焊接位置;3、板料表面灼伤;4、漏焊;5、焊接时间超出定额的30%。
评委A:评委B评委C平均得分:::。
焊工技能测评标准及评分表
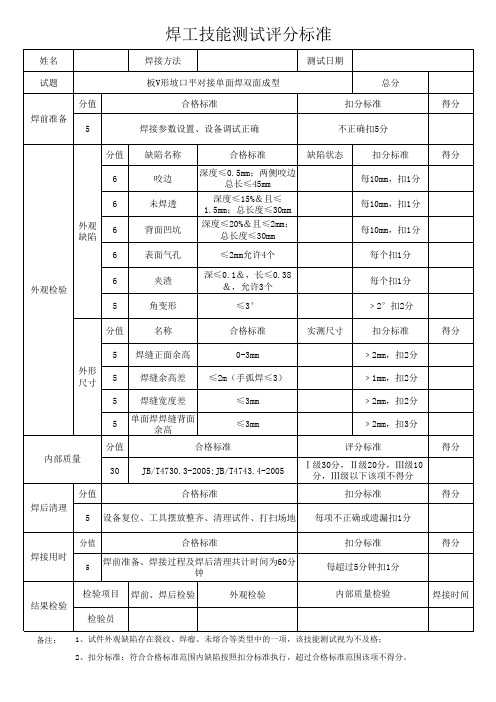
焊缝正面余高 焊缝余高差
0-3mm ≤2m(手弧焊≤3)
﹥2mm,扣2分 ﹥1mm,扣2分
5 焊缝宽度差
≤3mm
﹥2mm,扣2分
内部质量
5
单面焊焊缝背面 余高
≤3mm
分值
合格标准
30 JB/T4730.3-2005;JB/T4743.4-2005
﹥2mm,扣3分
评分标准 Ⅰ级30分,Ⅱ级20分,Ⅲ级10
分,Ⅲ级以下该项不得分
分值
合格标准
焊后清理 5 设备复位、工具摆放整齐、清理试件、打扫场地
扣分标准 每项不正确或遗漏扣1分
得分
得分 得分
焊接用时
分值பைடு நூலகம்
合格标准
5
焊前准备、焊接过程及焊后清理共计时间为60分 钟
扣分标准 每超过5分钟扣1分
结果检验
检验项目 焊前、焊后检验 检验员
外观检验
内部质量检验
备注:
1、试件外观缺陷存在裂纹、焊瘤、未熔合等类型中的一项,该技能测试视为不及格; 2、扣分标准:符合合格标准范围内缺陷按照扣分标准执行,超过合格标准范围该项不得分。
得分 焊接时间
深度≤15%&且≤ 1.5mm;总长度≤30mm
深度≤20%&且≤2mm; 总长度≤30mm
≤2mm允许4个
深≤0.1&,长≤0.38 &,允许3个
≤3°
扣分标准 每10mm,扣1分 每10mm,扣1分 每10mm,扣1分
每个扣1分 每个扣1分 ﹥2°扣2分
得分
分值
名称
合格标准
实测尺寸
扣分标准
5 外形 尺寸 5
焊工技能测试评分标准
姓名
试题
焊前准备
电焊、气割操作技能比赛评分标准

综合维修车间电焊、气割考核方案为了提高维修人员的理论水平和实际操作技能,增强其工作责任心,提升其综合素质,在广大职工中形成良好的学习氛围,确保安全生产,车间特举办电焊气割考核比赛。
一、主办部门:综合维修车间二、比赛奖项设置第一名:奖励300元;第二名:奖励200元;第三名:奖励100元;最后一名:处罚300元;倒数第二名:处罚200元;倒数第三名:处罚100元;三、比赛时间:2016年元月下旬四、比赛项目:手工电弧焊(平焊角焊)、气割(切除法兰固定螺栓)五、裁判裁判:主任,副裁判:书记、副主任;六、比赛场地:车间门口七、比赛说明(一)、比赛项目:手工电弧焊(平焊角焊缝)、气割(切除法兰固定螺栓)(二)、比赛分理论考试和实际操作两部分。
1.理论考试满分100分,占30﹪权重。
2.实际操作100分,电焊、气割各占50分,合计占70%权重。
(三)参赛人员钳工班组人员全部按时参加,不得无故不到,车间统一安排时间考核,不能参加比赛人员统一按倒数第一名计入比赛成绩。
(四)考试方式1、理论知识采用闭卷笔答方式进行,考试时间为60分钟。
2、实际操作:电焊时间为30分钟,气割时间为10分钟。
(五)、理论知识试题以焊工工艺知识题为主,金属材料、焊接材料、焊接设备相关知识为辅。
试题分为判断题、单选题、多选题。
实行百分制。
(六)、实际操作1、材料准备,参加人员自行准备1)电焊材料:Q235钢板1块(长×宽200×200(㎜),厚度自定),钢管1根(长100mm,直径自定)。
2)气割材料:钢板1块(自定),电钻钻眼(φ16mm),紧固M16螺栓1条。
2、电焊操作要求:1)焊接方法为焊条电弧焊;2)焊接位置为平焊;3)焊接过程中劳保用品穿戴整齐;焊接工艺参数选择正确,焊后焊件保持原始状态;4)焊接完毕,关闭电焊机,工具摆放整齐,场地清理干净。
5)时间:准备时间10min,正式操作时间30min,时间允许差:每超过5min扣总分3分,不足5min按5min计算,超过额定时间15min不得分。
电气焊工技能等级考核项目及评分标准

电气焊工技能等级考核项目及评分标准电气焊工技能等级考核项目及评分标准高级电(气)焊工一、工作技能(40分)1、熟知本岗位相关的安全操作规程。
(10分)2、熟知本岗位各种设备的工作原理及操作规程。
(10分)3、掌握本岗位的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工制作任务。
(5分)4、合理布置车间内部焊接、通风和防护设备的基本知识。
(5分)5、对相关岗位的操作技能达到中级水平,并能够解决工作中出现的疑难问题。
(5分)6、具有一定的专业理论知识如:识图以及焊接装配图等。
(5分)二、工作质量(20分)1、焊接工件的合格率达到95%以上。
(8分)2、合理布置车间内部焊接、通风和防护设备,工器具摆放整齐,工作现场简洁有秩序。
(5分)3、检修工作按计划进行,材料工器具的准备及时准确,判断问题清楚,解决问题到位。
(3分)4、检修后的设备及备件要保证一定的使用时间,对经常出现的故障部位要提出整改意见,措施到位,效果明显。
(4分)三、工作效率(20分)1、准备工作要及时准确,不重复工作,检修工作有序连贯。
(10分)2、能在计划时间内完成工作并达标,能在计划材料量的前提下完成工作并达标。
(10分)四、工作经验(20分)1、从事焊工工作8年以上。
(8分)2、参加或负责过本单位的设备维修工作。
(5分)行过程中的突发故障。
(7分)中级电(气)焊工一、工作技能(40分)1、熟知本岗位及相关岗位的安全操作规程。
(10分)2、熟知本岗位各种设备的工作原理及操作规程。
(5分)3、掌握本岗位(车间)的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工任务。
(5分)4、能够经济合理的准备本岗位的备品备件。
(5分)5、能够解决工作中出现的突发故障。
(5分)6、具有相应的专业理论知识如:识图及焊接装配图等。
(5分)二、工作质量(20分)1、焊接工件合格率达到90%----95%。
焊工操作技能比赛评分标准
纽科伦公司第三届焊工比赛方案为了提高电焊工的理论水平和实际操作技能,增强其工作责任心,提升其综合素质,在广大电焊工中形成良好的学习氛围,确保安全生产,纽科伦公司特举办第三届电焊工比赛。
一、主办部门:人力资源室;协办部门:生产部、技术部工艺室二、比赛奖项设置第一名:每月奖励120元,为期一年;颁发证书、奖杯;第二名:每月奖励100元,为期一年;颁发证书;第三名:每月奖励80元,为期一年;颁发证书;第四名:每月奖励60元,为期一年;颁发证书;三、比赛时间:2009年5月下旬四、比赛项目:手工电弧焊(立焊)、二保焊(平焊)五、裁判裁判长:陈军(或李庆峰),副裁判长:仝琦伟;裁判员:李书奇、孙有社、胡元礼。
六、比赛场地:另行通知七、比赛说明(一)、比赛项目:手工电弧焊(立焊角焊缝)、二保焊(平焊平焊缝)(二)、比赛分理论考试和实际操作两部分。
试题依据《焊工国家职业标准》中高级工的标准及《金属焊接与切割作业》中相关内容制定。
1.理论考试满分100分,占50﹪权重。
2.实际操作100分,占50%权重。
(三)参赛人员各班组对班组人员进行推荐或自行报名,比例为班组总人数的6%,将推荐名单于2008年5月25日前报生产部,由生产部报到行政部人力资源室,再由人力资源室统一安排时间考试。
(四)考试方式1、理论知识采用闭卷笔答方式进行,考试时间为120分钟。
2、实际操作:组对、焊接时间为30分钟。
(五)、理论知识试题以焊工工艺知识题为主,金属材料、焊接材料、焊接设备相关知识为辅。
试题分为判断题、单选题、多选题。
实行百分制(试题由工艺室于5月25日前准备好)。
(六)、实际操作1、实际操作项目实际操作试件规格见附图。
2、试件组对(1)、参赛选手按抽签结果依次到指定地点进行试件组对。
(2)、领取试件和焊材,自行进行试件组对。
(3)、每位选手所领用试件,在组对前应检查是否符合要求,一般不准调换,若有异议,由裁判长决定是否调换。
焊工评分标准
焊缝咬边深度≤
1、 咬边深度≤0.5mm
0.5mm,两侧咬边总
7
①累计长度每 7mm 扣2分 ②累计长度超过 28mm 得 0 分。
长度不超过 28mm
2、咬边深度>0.5mm 得 0 分
1、 未焊透深度≤1mm,累计长度
未焊透深度≤1mm, 总长度不超过 24mm 5
每 6mm 扣 1 分,累计长度超过 24mm 得 0 分。
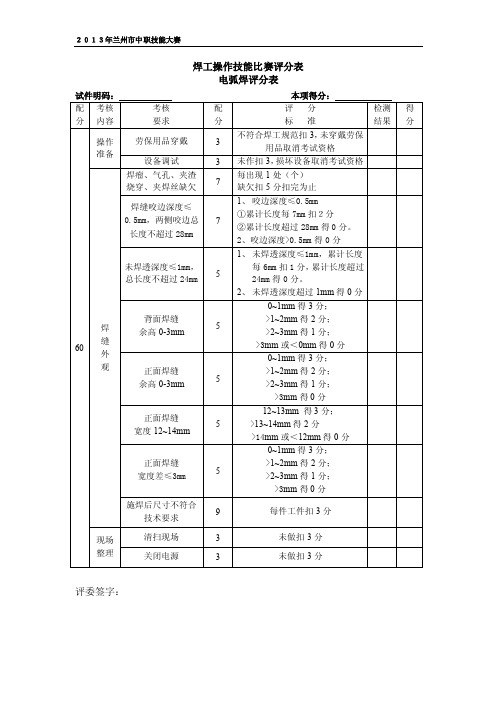
现场
清扫现场
3
整理
关闭电源
3
未做扣 3 分 未做扣 3 分
评委签字:
2013年兰州市中 职技能大赛
焊工操作技能比赛评分表 CO2气体保护焊评分表
试件明码:
配 考核
考核
配
分 内容
要求
分
本项得分: 评分 标准
检测 得 结果 分
操作 准备
设备调试
3 未作扣 3,损欠
评委签字:
>3mm 得 0 分
正面焊缝
宽度 12~14mm
5
12~13mm 得 3 分; >13~14mm 得 2 分 >14mm 或<12mm 得 0 分
0~1mm 得 3 分;
正面焊缝
宽度差≤3mm
5
>1~2mm 得 2 分; >2~3mm 得 1 分;
>3mm 得 0 分
施焊后尺寸不符合
技术要求
9
每件工件扣 3 分
5
每出现 1 处(个) 缺欠扣 5 分扣完为止
焊缝咬边深度≤0.
咬边深度≤0.3mm
3mm,两侧咬边总长 5 ①累计长度每 7mm 扣2分
度不超过 28mm
②累计长度超过 28mm 得 0 分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附表一CO2电焊工技能考核评分表
备注:
①比赛用焊缝,点焊前须经焊工认可。
②板厚=50mm的试件,实际操作时间为2或3小时。
板厚=20mm的试件,实际操作时间为1小时。
③铆管工应严格控制好错边及预留变形。
④焊缝未盖面,则为0分。
⑤焊缝正面及背面成形经过修补或作弊,则为单项作0分处理。
⑥在CO2焊头不能伸到焊缝根部时,建议用手工焊和CO2相结合(手工焊打底及填充一遍,再由CO2填充盖面)。
附表二手工电弧焊技能考核评分表
备注:
①比赛用焊缝,点焊前须经焊工认可。
②板厚=50mm的试件,实际操作时间为2或3小时。
板厚=20mm的试件,实际操作时间为1小时。
③铆管工应严格控制好错边及预留变形。
④焊缝未盖面,则为0分。
⑤焊缝正面及背面成形经过修补或作弊,则为单项作0分处理。