PLC跑马灯
PLC控制跑马灯系统的设计

河南工业职业技术学院2012—2013学年第一学期毕业设计课题名称:PLC控制跑马灯系统的设计设计时间:20012.9.25—20012.10.21 系部:机电工程系班级:机电1003*名:**指导教师:***目录前言 (3)第1章概论 (5)1.1跑马灯系统的意义、现状及要求 (5)1.1.2 技术现状 (5)1.2彩灯的发展 (6)1.2.1 彩灯的最初来源 (6)1.2.2 彩灯给城市带来的五彩缤纷 (6)1.3PLC的发展前景及趋势 (7)1.4PLC的定义及特点 (11)第2章硬件电路的设计 (13)2.1跑马灯电路的设计 (13)2.2开关电路的设计 (14)第3章软件设计 (15)3.1软件设计的方案 (11)3.2PLC结构 (14)3.3工作原理 (15)3.4编程语言 (16)3.5S7-200的指令系统 (18)3.6跑马灯的工作要求 (19)3.7梯形图 (20)结束语 (26)致谢 (27)参考文献 (28)附图 (29)PLC控制跑马灯系统的设计[摘要]本次毕业设计是应用S7-200 PLC跑马灯设计的硬件电路,并利用OB1的梯形图控制程序设计。
通过控制S7-200 PLC的定时继电器的功能来实现各彩灯按一定的规律点亮和熄灭。
接通延迟定时器SD的特点(如果RLO有正跳沿,则接通延迟定时器启动指令,以设定的时间值启动指令的定时器)。
这种控制电路结构简单,可靠性高,应用性强;软件程序适应范围广,对各彩灯按一定的规律点亮和熄灭的控制,只需要改变相应的定时器的时间接通即可。
[关键词] PLC 彩灯梯形图;前言随着科技的飞速发展,无论在日常生活中,还是在工农业发展中,PLC具有广泛的应用。
PLC的一般特点:抗干扰能力强,可靠性极高、编程简单方便、使用方便、维护方便、设计、施工、调试周期短、易于实现机电一体化。
PLC总的发展趋势是:高功能、高速度、高集成度、大容量、小体积、低成本、通信组网能力强。
《PLC应用技术(西门子)》电子课件 2-2:跑马灯控制

N
指令
循环移位是环形的,即被移出来的
位将返回到另一端空出来的位置。
知识学习--- 左移位指令
左移位指令功能:是将输入IN 中的各位数值向左移动N位后, 将结果送给输出OUT中。
移位指令对移出的位自动补0
知识学习--- 移位指令的应用
左移位梯形图
初始值
执行传 送指令
执行移 位指令
VB0存储器
0 00 0 0 0 0 0 1 01 1 0 1 0 1 1 0 1 1 0 1 00 10
《PLC应用技术(西门子)》 主讲人:史宜巧
1 控制要求 2 项目分析 3 知识学习 4 项目实施 5 项目总结
6 项目拓展
控制要求
项目分析
1、1秒时钟的产生方法 2、一次仅亮一盏灯的实现方法 3、8秒后自动循环的实现方法
项目分析--- 1秒钟时钟
接通延时定时器 0.5S闭合,0.5S断开的时钟脉冲
输
输出继电器
出
输出元件
Q0.0~ Q0.7
第一盏灯HL1~ 第8盏灯HL8
项目实施--- 硬件接线
输出
电源 输入
L N PE
QF
FU1
24V
FU2 HL1 HL2 HL3 HL4 HL5 HL6 HL7 HL8
L N PE 1L 2L Q0.0 Q0.1 Q0.2 Q0.3 Q0.4 Q0.5 Q0.6 Q0.7
梯形图
语句表
指令名称
梯形图
SLB OUT,N 字节左移位指令
语句表
指令名称
SRB OUT,N 字节右移位指令
SLW OUT,N
字左移位指令
SLD OUT,N 双字左移位指令
SRW OUT,N 字右移位指令 SRD OUT,N 双字右移位指令
跑马灯
跑马灯
`
•
谢谢
第12页
共13页
KB
河北建滔 仪表车间
跑马灯
`
• 第一节 跑马灯介绍 • • 第二节 组态程序 第三节 仿真运行
第1 页
共13页
KB
河北建滔 仪表车间
跑马灯 ` 第一节 跑马灯介绍
•
跑马灯,就是依次灭掉前 一个灯和点亮后一个灯, 亮着的灯延时一会,不断 循环,如右面视频就可以
看到跑马灯的效果。
第2 页
共13页
KB
河北建滔 仪表车间
跑马灯
`
第二节 组态程序
• 跑马灯,多用单片机实现, 现在学习下用西门子S7-300 来实现这个功能。 • 本程序用三个按钮开始,保 持,结束,来实现控制五个
灯依次亮,每个灯亮五秒。
• 第一步,打开S7-300,新建 一个工程如右图
第3 页
共13页
KB
河北建滔 仪表车间
跑马灯
`
• 第二步,插入S7-300站点,如下图:
第4 页
共13页
KB
河北建滔 仪表车间
跑马灯
`
• 第三步,组态硬件,如下图:
第5 页
共13页
KB
河北建滔 仪表车间
跑马灯 `
第四步,标记符号表,如下图,
第6 页
共13页
KB
河北建滔 仪表车间
跑马灯
`
• 第五步,编辑北建滔 仪表车间
跑马灯
`
第8 页
共13页
KB
河北建滔 仪表车间
跑马灯
`
• 第六步,设置PG/PC接口,应为要用仿真软件,
所以设置成无。如下图:
第9 页
PLC控制——跑马灯

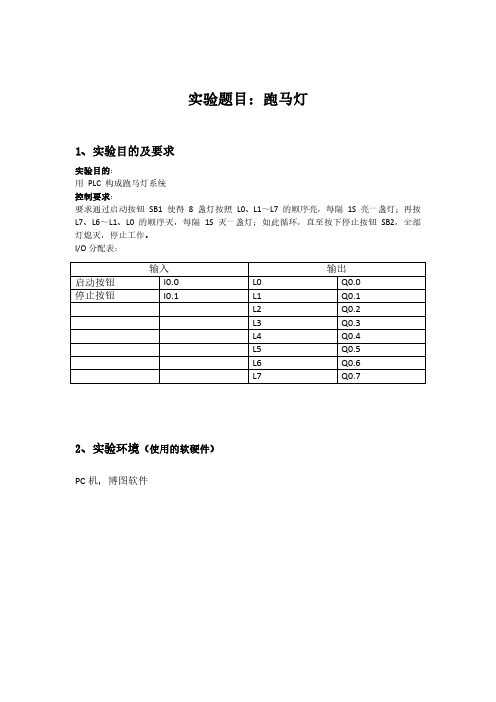
PLC控制——跑马灯实验题目:跑马灯1、实验目的及要求实验目的:用PLC构成跑马灯系统控制要求:要求通过启动按钮SB1使得8盏灯按照L0、L1~L7的顺序亮,每隔1S亮一盏灯;再按L7、L6~L1、L0的顺序灭,每隔1S灭一盏灯;如此循环,直至按下停止按钮SB2,全部灯熄灭,停止工作。
I/O分配表:输入输出启动按钮I0.0L0Q0.0停止按钮I0.1L1Q0.1L2Q0.2L3Q0.3L4Q0.4L5Q0.5L6Q0.6L7Q0.72、实验环境(使用的软硬件)PC机,博图软件3、实验原理(1)移位指令移位指令包括无符号数移位和有符号数移位。
其中无符号数移位包含字左移指令、字右移指令、双字左移指令和双字右移指令;有符号数移位包含整数右移指令和双整数右移指令。
*无符号数移位指令。
1字左移指令当允许输入EN位为高电平“1”时,将执行字左移指令,将IN端指定的内容送入累加器1低字中,并左移N端指定的位数,然后写入OUT端指定的地址中。
②字右移指令当允许输入EN的状态为“1”时,将执行字右移指令。
(2)顺序控制设计法所谓顺序控制,就是按照生产工艺预先规定的顺序,在各个输入信号作用下根据内部状态和时间的顺序,在生产过程中各个执行机构自动地有秩序的进行操作。
一般使用顺序控制设计法,都要画出顺序功能图,顺序功能图的结构有单序列、选择序列和并行序列。
单序列没有分支与合并,选择序列的分支不能同时激活,而并行序列的分支可以同时激活。
顺序功能图的组成元素:4、方案设计(程序流程图)5、程序代码6、实验结果(PLCSIM仿真结果)1、按下起动按钮,跑马灯按照顺序点亮;……………………………………………………经过一段时间全部点亮然后跑马灯按照顺序熄灭……………………………………………………经过一段时间全部熄灭然后又重新按照顺序循环点亮:2、按下停止按钮,系统停止运行:7、实验总结1.通过使用顺序功能图可以找出程序的主体流程,实现主体功能,并利用一些程序来帮助完成所有功能;2.通过本次实验,我熟练使用移位功能。
PLC控制——跑马灯
实验题目:跑马灯1、实验目的及要求实验目的:用PLC构成跑马灯系统控制要求:要求通过启动按钮SB1使得8盏灯按照L0、L1~L7的顺序亮,每隔1S亮一盏灯;再按L7、L6~L1、L0的顺序灭,每隔1S灭一盏灯;如此循环,直至按下停止按钮SB2,全部灯熄灭,停止工作。
I/O分配表:输入输出启动按钮I0.0L0Q0.0停止按钮I0.1L1Q0.1L2Q0.2L3Q0.3L4Q0.4L5Q0.5L6Q0.6L7Q0.72、实验环境(使用的软硬件)PC机,博图软件3、实验原理(1)移位指令移位指令包括无符号数移位和有符号数移位。
其中无符号数移位包含字左移指令、字右移指令、双字左移指令和双字右移指令;有符号数移位包含整数右移指令和双整数右移指令。
*无符号数移位指令。
1字左移指令当允许输入EN位为高电平“1”时,将执行字左移指令,将IN端指定的内容送入累加器1低字中,并左移N端指定的位数,然后写入OUT端指定的地址中。
②字右移指令当允许输入EN的状态为“1”时,将执行字右移指令。
(2)顺序控制设计法所谓顺序控制,就是按照生产工艺预先规定的顺序,在各个输入信号作用下根据内部状态和时间的顺序,在生产过程中各个执行机构自动地有秩序的进行操作。
一般使用顺序控制设计法,都要画出顺序功能图,顺序功能图的结构有单序列、选择序列和并行序列。
单序列没有分支与合并,选择序列的分支不能同时激活,而并行序列的分支可以同时激活。
顺序功能图的组成元素:4、方案设计(程序流程图)5、程序代码6、实验结果(PLCSIM仿真结果)1、按下起动按钮,跑马灯按照顺序点亮;……………………………………………………经过一段时间全部点亮然后跑马灯按照顺序熄灭……………………………………………………经过一段时间全部熄灭然后又重新按照顺序循环点亮:2、按下停止按钮,系统停止运行:7、实验总结1.通过使用顺序功能图可以找出程序的主体流程,实现主体功能,并利用一些程序来帮助完成所有功能;2.通过本次实验,我熟练使用移位功能。
用PLC和触摸屏设计八位跑马灯

用P L C和触摸屏设计八位跑马灯(总19页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--毕业设计(论文)2013– 2014 学年度机电工程系电气自动化技术专业班级11电气班学号课题名称用PLC和触摸屏设计八位跑马灯学生姓名指导教师2013 年月日目录前言 (3)第一章关于PLC介绍 (3)结构 (3)2.工作原理 (4)的指令系统 (6)第二章毕业设计任务及要求 (6)一.跑马灯设计方案 (6)1.跑马灯电路的设计 (6)2.开关电路的设计 (7)3.本设计的系统配置及输入/输出继电器地址分配 (8)二.控制系统的梯形图 (9)第三章触摸屏设计 (14)第四章电路的组装与调试 (19)1.安装与调试的方法 (19)2.调试过程 (19)3.预计会出现的问题 (19)第五章总结 (20)用PLC和触摸屏设计一个模拟跑马灯[摘要]本次毕业设计是应用S7-200 PLC跑马灯设计的硬件电路,并利用OB1的梯形图控制程序设计。
通过控制S7-200 PLC的定时继电器的功能来实现各灯按一定的规律点亮和熄灭。
接通延迟定时器SD的特点(如果RLO有正跳沿,则接通延迟定时器启动指令,以设定的时间值启动指令的定时器)。
这种控制电路结构简单,可靠性高,应用性强;软件程序适应范围广,对各灯按一定的规律点亮和熄灭的控制,只需要改变相应的定时器的时间接通即可。
[关键词] PLC 梯形图;前言本次毕业设计是应用S7-200 PLC跑马灯设计的硬件电路,并利用OB1的梯形图控制程序设计。
通过控制S7-200 PLC的定时继电器的功能来实现各彩灯按一定的规律点亮和熄灭。
接通延迟定时器SD的特点(如果RLO有正跳沿,则接通延迟定时器启动指令,以设定的时间值启动指令的定时器)。
这种控制电路结构简单,可靠性高,应用性强;软件程序适应范围广,对各彩灯按一定的规律点亮和熄灭的控制,只需要改变相应的定时器的时间接通即可。
跑马灯原理图

跑马灯原理图
跑马灯,又称为滚动广告牌,是一种常见的信息展示设备,其原理图如下所示:
1. 控制器,跑马灯的控制器是整个设备的核心部件,它负责接收外部输入的信息,并根据预设的程序控制LED灯的显示效果。
控制器通常采用单片机或者嵌入
式系统,具有较强的数据处理和存储能力。
2. LED灯,LED灯是跑马灯的显示元件,它具有高亮度、低能耗、长寿命等
优点,因此在跑马灯中得到了广泛应用。
LED灯的排列方式多种多样,可以根据
实际需求进行定制。
3. 电源模块,跑马灯的电源模块通常采用直流电源,为LED灯提供稳定的工
作电压和电流,保证LED灯的正常工作。
4. 通讯接口,为了方便控制跑马灯的显示内容,通常会在跑马灯上设置通讯接口,可以通过有线或者无线方式与外部设备进行通讯,实现信息的更新和控制。
跑马灯的工作原理是,控制器接收到外部输入的信息后,将其转化为LED灯
的控制信号,并通过电源模块为LED灯提供工作电源,LED灯按照控制信号的要
求进行显示,从而实现文字、图形等信息的滚动显示效果。
跑马灯广泛应用于商场、车站、广场等公共场所,用于发布广告、宣传信息、
公告等内容。
其优点是信息更新方便快捷,显示效果醒目,能够吸引人们的注意力,是一种较为有效的宣传工具。
总的来说,跑马灯的原理图包括控制器、LED灯、电源模块和通讯接口四个主要部件,通过这些部件的协同工作,实现了信息的滚动显示效果,为人们的生活和工作提供了便利。
PLC控制跑马灯系统的设计

河南工业职业技术学院2012—2013学年第一学期毕业设计课题名称:PLC控制跑马灯系统的设计设计时间:20012.9.25—20012.10.21 系部:机电工程系班级:机电1003姓名:杨杰指导教师:朱文琦目录前言 (3)第1章概论 (5)1.1跑马灯系统的意义、现状及要求 (5)1.1.2 技术现状 (5)1.2彩灯的发展 (6)1.2.1 彩灯的最初来源 (6)1.2.2 彩灯给城市带来的五彩缤纷 (6)1.3PLC的发展前景及趋势 (7)1.4PLC的定义及特点 (11)第2章硬件电路的设计 (13)2.1跑马灯电路的设计 (13)2.2开关电路的设计 (14)第3章软件设计 (15)3.1软件设计的方案 (11)3.2PLC结构 (14)3.3工作原理 (15)3.4编程语言 (16)3.5S7-200的指令系统 (18)3.6跑马灯的工作要求 (19)3.7梯形图 (20)结束语 (26)致谢 (27)参考文献 (28)附图 (29)PLC控制跑马灯系统的设计[摘要]本次毕业设计是应用S7-200 PLC跑马灯设计的硬件电路,并利用OB1的梯形图控制程序设计。
通过控制S7-200 PLC的定时继电器的功能来实现各彩灯按一定的规律点亮和熄灭。
接通延迟定时器SD的特点(如果RLO有正跳沿,则接通延迟定时器启动指令,以设定的时间值启动指令的定时器)。
这种控制电路结构简单,可靠性高,应用性强;软件程序适应范围广,对各彩灯按一定的规律点亮和熄灭的控制,只需要改变相应的定时器的时间接通即可。
[关键词] PLC 彩灯梯形图;前言随着科技的飞速发展,无论在日常生活中,还是在工农业发展中,PLC具有广泛的应用。
PLC的一般特点:抗干扰能力强,可靠性极高、编程简单方便、使用方便、维护方便、设计、施工、调试周期短、易于实现机电一体化。
PLC总的发展趋势是:高功能、高速度、高集成度、大容量、小体积、低成本、通信组网能力强。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC 跑馬燈組員姓名:吳宜倫、賴信仁、許育瑋、高培元德霖技術學院機械工程系夜二技095A指導老師:藍天雄老師摘 要PLC 是一種具有微處理機的數位電子設備,可以將控制指令隨時載入記憶體內儲存與執行可程式控制器由內部CPU ,指令及資料記憶體,輸入輸出單元,電源模組,數位類比通信單元所組成。
PLC 的組成簡介CPU 中央處理單元:包含CU.ALU.暫存器三大部分。
記憶體:存放程式指令及資料的地方,可以使用RAM 或EEPROM 。
輸入輸出單元:輸入單元是用來連結擷取輸入元件的信號動作,並透過內部匯流排將資料送進記憶體由CPU 處理驅動程式指令,部分輸出單元是用來驅動外部負載的介面。
主要原理是由CPU 處理以書寫在PLC 裡的程式指令判斷驅動輸出單元在進而控制外部負載,如指示燈、接觸器、繼電器、閥。
AD/DA 類比數位單元(線性控制):AD 類比轉數位主要是把外部微電壓微電流以及0與1的資料透過專用模組接面接收,再以專用指令轉換運算給程式運用DA 數位轉類比,主要是把PLC 內部數學數值及專用指令以CPU 做運算,並透過專用模組將數學術值轉微電壓微電流信號再加以控制外部設備。
如變頻器、溫控器包含其他具有數位類比收送的介面設備…通信單元:通信單元主要可以區分為程式書寫通信PORT 及外部資料控制擷取PORT 。
圖1主機板外形 圖2設定說明實驗動機:1、了解PLC 是什麼?為什麼PLC 越來越多人使用,它的使用率很高,在社會越來越講求自動化的需求下,它使人們重視它。
2、首先我們要認識PLC 的內部結構,它可以說是一部小型電腦,可以應用在許多地方,如跑馬燈系統、紅綠燈系統、顯示器系統等等。
而我們製作了跑馬燈系統,簡單介紹了PLC 和應用在跑馬燈系統,使大家能了解一點PLC ,而在了解一點後,本組開始找尋材料,找到一家專業的PLC 廠商,跟他洽詢,而找到材料,可是我們所懂的不多,組裝方面廠商幫助我們許多,使我們才可以完成作品。
3、早期的PLC功能簡單,純粹只是傳統繼電器、計時器控制電路的功能,因此有人以「繼電器的替代品」(relay replacement)稱之,後來PLC的發展完全擺脫繼電器替代品的形象,功能越來越多,使PLC更像一部控制電腦。
目前常用的主要依接點數多少、記憶體容量大小和有無特殊功能模組來劃分,PLC 的接點數通常可反應PLC的價位、CPU運算速度、記憶體容量大小和所擁有的特殊功能。
一般而言,小型PLC的I/O點數在256點或128點以下,多數不具備特殊功能,將CPU、電源供應器和外部I/O做成一整體,不過有越來越多的小型PLC具備有少部份的特殊功能,例如:步進馬達驅動及高速計數功能,RS232通訊的功能幾乎成為各型PLC的標準配備,使PLC能與人機介面連線,小型PLC採模組化的設計也很普遍,外部I/O接點可擴充,通常用於簡單或稍複雜機器的控制。
4、近年來PLC控制系統已從以往的手動至自動的操作程式功能,改為全產線自動化設備的高精度與複雜度的控制功能,另外,也從過去主要應用在加工、組裝、搬運及檢驗等生產相關設備的順序控制,逐漸應用於各產業中,其中包括量測控制、工廠公用設施的監視及控制等。
由於控制系統越來越精密、複雜,而且規模也越大,再加上系統網路化趨勢等因素,使得控制程式量大增,導致控制程式的書寫時間增長等,因此使用PLC的控制系統要求會域愈來愈嚴苛,未來業者會繼續以小型PLC機種研發,以及隨著高速應答性能要求,PLC必須具備高速處理能力。
一、研究動機隨著機械合其它設備在工廠自動(Factory Automation)領域中,多種整合快速變化的影響,設計省時、省力、自動化的控制是必然的趨勢。
在歐美國家早期的自動化機械,其控制部門,是由繼電器、按鈕開關、計時器、計數器及感測開關等所構成,已達到控制的目的。
但為了應付各種款式的控制方式,其控制器經常需要修改,於是造就了可程式控制器(Programable Logic Controller)的誕生。
PLC可程式控制器,目前被廣泛使用在工業上已許久了,以往傳統配線必須要花費大量的精神與體力,物件數量也必須先點算清楚,往往拿的東西一多可是會很麻煩的,然而少拿一個小零件就又得跑一趟,安裝費時又難檢查,只要一條線或零件故障便必須逐一檢查,甚至前功盡棄,造成大家工作的不便,現在有了PLC,不但拿取簡便,配線容易,而且檢查快速,可作遠端連線監控,功能更為強大,對於自動控制上是一大利器。
可程式控制器的使用,改善了很多傳統繼電器的缺點,其設計更趨人性化,而我們整理出以下表列出兩者的優缺:表一繼電器與PLC的比較二、研究目的在傳統式以繼電器為主的電機控制系統中,每當變更設計時,整個系統幾乎都要重新製作,不但費時又費力;同時由於繼電器還有接點接觸不良、磨損、體積大之缺點,因此造成成本升高、可靠性低、不易檢修等問題.為了改善這些缺點,美國DEC在1969年首度發表「可程式控制器」(Programmable Controller).程式控制器在發表初期被稱為(Programmable Logic -Controller)簡稱PLC,最先的目的是取代繼電器,執行繼電器邏輯及其他計時或計數等功能的順序控制為主,所以也稱順序控制器,其結構也像一部微電腦,所以也可稱為微電腦可程式控制器(MCPC),直到1976年,美國電機製造協會正式給予命名為Programmable Controller,即可程式控制器,簡稱PC,由於目前個人電腦(Personal Computer)極為普遍,加上常與可程式控制器配合使用,為了區分兩者,所以一般都稱可程式控制器為PLC 。
在自動化控制領域,PLC是一種重要的控制設備。
目前,世界上有200多廠家生產300多品種PLC產品,應用在汽車(23%)、糧食加工(16.4%)、化學/製藥(14.6%)、金屬/礦山(11.5%)、紙漿/造紙(11.3%)等行業。
PLC的定義有許多種。
國際電工委員會(IEC)對PLC的定義是:可編程控制器是一種數字運算操作的電子系統,專為在工業環境下應用而設計。
它採用可編程序的存貯器,用來在其內部存貯執行邏輯運算、順序控制、定時、計數和算術運算等操作的指令,並通過數字的、模擬的輸入和輸出,控制各種類型的機械或生產過程。
可編程序控制器及其有關設備,都應按易於與工業控制系統形成一個整體,易於擴充其功能的原則設計。
三、前言在工業生產過程中,大量的開關量順序控制,它按照邏輯條件進行順序動作,並按照邏輯關係進行連鎖保護動作的控制,及大量離散量的數據採集。
傳統上,這些功能是通過氣動或電氣控制系統來實現的。
1968年美國GM(通用汽車)公司提出取代繼電氣控制裝置的要求,第二年,美國數字公司研製出了基於集成電路和電子技術的控制裝置,首次採用程序化的手段應用於電氣控制,這就是第一代可編程序控制器,稱Programmable Controller(PC)。
個人計算機(簡稱PC)發展起來後,為了方便,也為了反映可編程控制器的功能特點,可編程序控制器定名為Programmable Logic Controller(PLC),現在,仍常常將PLC簡稱PC。
上世紀80年代至90年代中期,是PLC發展最快的時期,年增長率一直保持為30~40%。
在這時期,PLC在處理模擬量能力、數字運算能力、人機接口能力和網絡能力得到大幅度提高,PLC逐漸進入過程控制領域,在某些應用上取代了在過程控制領域處於統治地位的DCS 系統。
PLC具有通用性強、使用方便、適應面廣、可靠性高、抗干擾能力強、編程簡單等特點。
PLC在工業自動化控制特別是順序控制中的地位,在可預見的將來,是無法取代的。
四、相關理論本組所製作的跑馬燈是由PLC來制動,而PLC 是什麼呢?PLC其內部處單元包括CPU、輸入模組、輸出模組三大部門,PLC的CPU會經由輸入模組取得輸入元件所產生的訊號,再從記憶體中逐一取出原先以程式書寫器中輸入的控制指令,經由運算部門邏輯演算後,再將結果過輸出模組加以驅動外在的輸出元件,達到所要工作效能。
以下是PLC結構介紹:一、PLC 內部結構圖1.CPU中央處理單元包含CU、ALU、暫存器三大部分CU:(控制單元-指令解碼器)負責將儲存在記憶體內的程式解碼成控制信號,用以決定各單元模組的工作狀態,是PLC的指揮部.ALU:(算數及邏輯運算單元)專門負責做加減乘除的算術運算及AND,OR,NOT邏輯運算暫存器:CPU內部記憶體可以暫時存放運算的結果,等待下一次運算。
2.記憶體存放程式指令及資料的地方,可以使RAM或EEPROM。
3.輸入輸出單元輸入單元是用來連結擷取輸入元件的信號動作並透過內部匯流排將資料送進記憶體由CPU處理驅動程式指令部分。
輸出單元是用來驅動外部負載的介面主要原理是由CPU處理以書寫在PLC 裡的程式指令判斷驅動輸出單元在進而控制外部負載,如指示燈,接觸器,繼電器,閥…4.AD/DA類比數位單元(線性控制)AD 類比轉數位,主要是把外部微電壓微電流以及0與1的資料,透過專用模組接面接收,再以專用指令轉換運算給程式運用。
DA 數位轉類比,主要是把PLC內部數學數值及專用指令以CPU做運算,並透過專用模組將數學術值轉微電壓微電流信號再加以控制外部設備,如變頻器溫控器包含其他具有數位類比收送的介面設備,通常在使用AD/DA模組時我們都會去考慮到設備的解析度,因為解析度會影響到精準度所以我門通常會選用高解析度的設備使用,並遵照期線性比例做數學運算。
5.通信單元通信單元主要可以區分為程式書寫通信PORT 及外部資料控制擷取PORT,程式書寫通信PORT,我們通常只會拿來做資料書寫或者是給外部PC設備做讀取用外部資料控制擷取PORT,我們通常會拿來做外部資列擷取及送出資料控制用,通常再做這方面的程式編寫時,須具備通信觀念的專業人士才能夠容易上手一般順序控制的程式設計師會比較不容易上手,在FA業界中的人機介面及圖控程式也是由此延伸出來的。
程式輸入裝置:負責提供操作者輸入、修改、監視程式用作的功能。
中央處理單元(CPU):負責PLC管理、執行、運算、控制等功能。
程式記憶體:負責儲存使用者設計的順序程式參數及註解等。
資料記憶體:負責儲存輸入、輸出裝置的狀態及順序程式的轉換資料。
系統記憶體:儲存PLC執行順序控制所需的系統程式。
輸入回路:負責接收外部輸入元件信號。
輸出回路:負責接收外部輸出元件信號。
二、PLC是利用什麼撰寫的呢?PLC程式語言主要分為五種:1.LD=Ladder Diagram (階梯圖)2.FBD=Functional Block Diagram (功能方塊圖)3.SFC=Sequential Function Chart (順序式功能圖或又稱步進階梯圖)4.ST=Structured Text (結構化文字語言)5.IL=Instruction List (指令集語言)這五種語言為撰寫PLC的五大語言,但是因廠牌的不同所支援的語言就不同,而且指令不能完全通用,近年來在推廣的openPLC就可以通用這五種語言。