首件检查记录表
SMT手插件首件检查记录表

SMT手插件首件检查记录表机种客户名制令编号
项目检查内容
判定
记录栏
OK NG
外观检查1.确认元器件制造商、制造商料号、规格
是否符合要求.
2.元器件外观应完好无损、表面无凹陷、
划伤、裂纹等现象;表面有涂层的元器
件表面应无脱落或擦伤.
3.元器件上的型号,规格标示应清晰、完
整、色标位置、颜色应符合标准. 4.电极引线应无折压和弯曲,镀层完好光
洁、无氧化锈蚀.
5.机械结构元器件尺寸合格、螺纹灵活、
转动手感合适.
6. 开关类组件操作灵活、手感良好;接插
件松紧适宜、接触良好。
7.检查PCB有无变形,丝印是否模糊不清,
线路有无短路、断路,表面是否清洁、
刮伤、起铜皮等现象.
8.组件有无误插、漏插、逆插、组件浮高、
组件损伤、组件翘起.
9.锡点检查:检查有无锡多、锡少、裂锡、
锡珠、锡尖、残渣、冷焊、假焊、锡桥、
锡洞等不良现象.
功能测试1.电压测试:实际值 (V)测量值 (V)
2.电流测试:实际值 (A)测量值 (A)
3.功率测试:实际值 (W)测量值 (W)
4.ICT测试:各参数值都在规定范围内
5.波形测试:与标准波形相一致
6.失真度测试:失真度越低越好
7.S/N测试:在规定范围内
承认确认担当判定备
注。
首件检验记录表

□合格(开始量产);
□不合格□重新调整工艺和设备□停止生产,开《品质异常报告处理单》
备注:检验时发现有一件不合格项则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:
签名:
审核:品管员:
首件检验记录表
检验日期:年月日具体时间:工序名称:
批次号
产品编号
产品名称
部件名称
检验依据
□样品图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□上班第一个配件
□批量生产之前
□调机换模之后
□更换操作员之后
□停产达24小时之后
□调漆换色完成后
检查目
检查标准
检查方式
检查结果描述
判定
外观
尺寸
缝制质量
颜色
吹膜产品首件检查记录表
模温时段设置 一段温度: 重 点 参 数 二段温度: 模温设定标准 三段温度: 四段温度: 五段温度: 六段温度:
ห้องสมุดไป่ตู้
早 一段温度: 二段温度: 三段温度: 四段温度: 五段温度: 六段温度:
中 一段温度: 二段温度: 三段温度: 四段温度: 五段温度: 六段温度:
晚
检查人员:
审核:
承认:
QC确认:
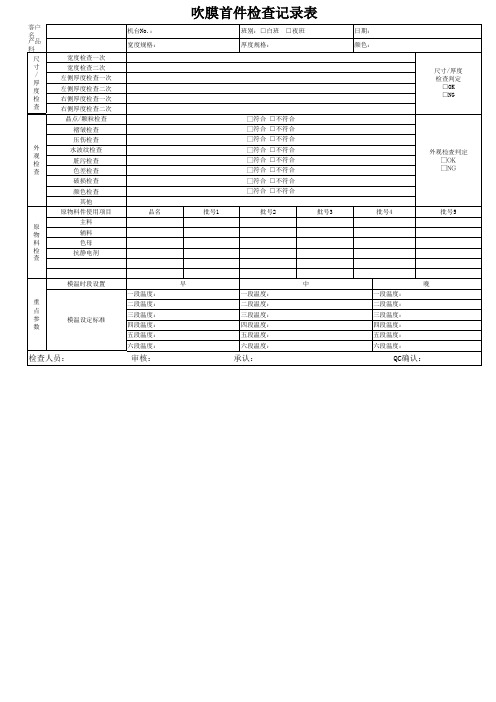
吹膜首件检查记录表
客户名称: 产品料号: 尺 寸 / 厚 度 检 查 宽度检查一次 宽度检查二次 左侧厚度检查一次 左侧厚度检查二次 右侧厚度检查一次 右侧厚度检查二次 晶点/颗粒检查 褶皱检查 压伤检查 外 观 检 查 水波纹检查 脏污检查 色差检查 破损检查 颜色检查 其他 原物料件使用项目 原 物 料 检 查 主料 辅料 色母 抗静电剂 品名 批号1 批号2 批号3 批号4 批号5 □符合 □不符合 □符合 □不符合 □符合 □不符合 □符合 □不符合 □符合 □不符合 □符合 □不符合 □符合 □不符合 □符合 □不符合 外观检查判定 □OK □NG 尺寸/厚度 检查判定 □OK □NG 机台No.: 宽度规格: 班别:□白班 厚度规格: □夜班 日期: 颜色:
生产首件检验记录表

外观/丝印 遥 控 按键灵敏性 器
接收距离与角 度 适配器型号 电源 适配 输入电压范围 器 输出电流和功 率 型号规格
电源 插头认证号 线
线身认证号
AC/DC开关
电性 指示灯颜色 能测
试 默认语言
软件版本
安全 高压测试 性能 检测 水平测试
产品型号
说明 印刷内容 书 漏页错页
说明书数量
电视制式
伴音制式 声音/丽音检 TV 测 AV Ypbpr HDMI 布线工艺确认
点胶确认
扎带确认
胶带确认 螺钉核对
产品 屏型号 内部 检测 主板型号
OK□ NG□
电源板型号
高压板型号
扬声器型号
机振检查(80% 音量,扫频信 号)
VGA分辨率
□PAL □NTSC □SECAM □D/K □B/G □I □M □L
最终判定: 拟制:
□ 合格 审核:
□ 不合格 批准:
确认结果 ___________________
螺钉核对
机型名称 后 LOGO 铭 牌 输入电压范围
功率/W 功率 待机功率/W 检测 开机功率/W 不良现象总结:
工厂型号 铭牌LOGO
生产首件检验记录表
客户型号 屏型号
软件版本号 检验日期
确认结果
测试项目
确认结果
测试项目
确认结果
附件 检查
说明书□ 快按□ 保修卡□ 插页□ 遥控器□ 螺钉型号___________________________ 电源线□ 底坐固定板□ 底坐旋转环□ 服务卡□ 7号电池□ 遥控器说明书□ 其他:
L □NTSC □SECAM K □B/G □I □M □L
Hale Waihona Puke 客户订单号/线体样品信息
吹膜产品首件检查记录表
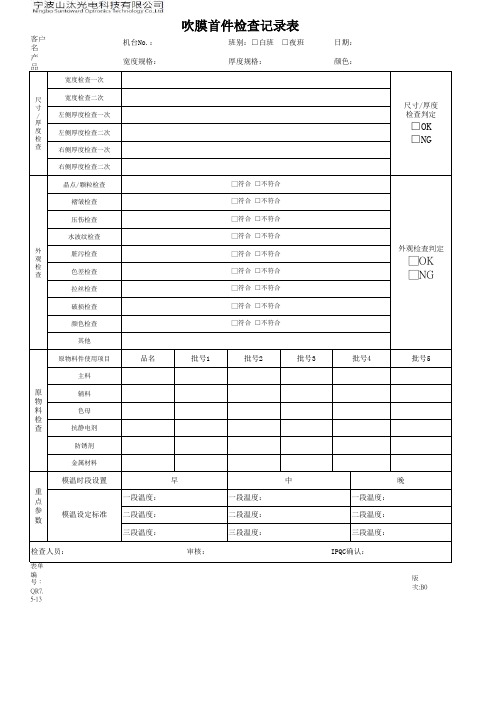
客户名称:产品料号:
宽度检查一次
宽度检查二次左侧厚度检查一次左侧厚度检查二次右侧厚度检查一次右侧厚度检查二次晶点/颗粒检查褶皱检查压伤检查水波纹检查
脏污检查色差检查拉丝检查破损检查颜色检查其他
原物料件使用项目
品名主料
辅料色母抗静电剂防锈剂金属材料
模温时段设置
表单编号:QR7.5-13
尺寸/厚度检查
外观检查
原物料检查
三段温度:
三段温度:
早
中
晚
外观检查判定
□OK □NG
检查人员: 审核: IPQC确认:
模温设定标准
一段温度:
一段温度:一段温度:二段温度:二段温度:二段温度:重点参数
三段温度:
批号5
□符合 □不符合□符合 □不符合□符合 □不符合
批号1批号2批号3批号4□符合 □不符合□符合 □不符合□符合 □不符合□符合 □不符合□符合 □不符合□符合 □不符合尺寸/厚度检查判定
□OK □NG
吹膜首件检查记录表
机台No.:班别:□白班 □夜班日期:宽度规格:
厚度规格:
颜色:。
首件检验记录表
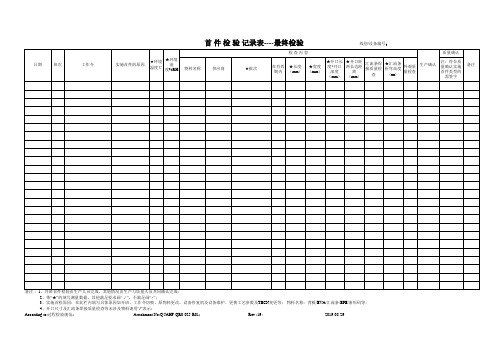
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
首件检验记录表

完成日期
成效追踪
品质主管:检验员:表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
玲珑电子电子有限公司
首检检查记录表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
负责人
完成日期
成效追踪
品质主管:检验员:
保留一年
首件检验记录表
首件检验记录表
XXX
XXX的首件检验记录表如下:
检验日期:年月日,具体时间:(空白)
工序名称:(空白)
批次号:(空白)
部件名称:产品编号和产品名称
检验依据:样品图纸、标准样件、制程检验标准、产品标准或其他
检验时机:上班第一个配件或更换操作员之后
检查项目:
外观:无细线、线头,保持平整、目视光滑,无破肚、无露内芯
尺寸:长度、宽度、厚度、印花大小(小尺寸偏差±0.7厘米,卷尺/卡尺大尺寸偏差±1.0~ 2.0厘米)
缝制质量:不回针、不散角、不跳针、不脱线等,换绳和刹脚初必须光滑、匀称
颜色:无色差
综合判定:合格(开始量产)或不合格
检查标准、检查方式、检查结果描述和判定都需要填写。
如果发现不合格项,需要填写品质异常报告处理单并停止生产。
生产现场确认需要签名。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
配比度
含浸效果
其他
检验要求
检验结果
含浸
检验项目
外观
配比度
W宽
T厚
烘干温度
真空度
检验要求
检验结果
打印
检验项目
外观
字唛标识
酒精试验
其他
检验要求
检验结果
分选
测试
检验项目
产品脏污
容量
耐电压
绝缘电阻
其他
检验要求
检验结果
结果确认
检验者
责任者
品质主管
生产主管
审核
日期
东莞XX五金塑胶电子厂
电容器首件检查记录表
日期:表单编号:
规格
标称容量
允许误差
额定电压
材料要求
材料名称
材料规格
介质膜
引线
包封材料
喷金材料
尺寸要求
W宽
T厚
P脚距
P导线直径
卷绕
检验项目
外观
容量中心
薄膜错边量
抽芯情况
素子长度
卷芯直径
检验要求
检验结果
热压
检验项目
外观
温度
压力
时间
容量中心
其他
检验要求
检验结果
包裹
检验项目
外观
包裹留边量
料盘大小
外缠松紧
其他
检验要求
检验结果
喷金
检验项目
外观
喷金厚度
压力
单面次数
喷金材质
其他
检验要求检验结果源自焊接检验项目外观CP线径
焊接深度
拉脱力
产品长度
脚距
检验要求
检验结果
赋能
检验项目
外观
电压
其他
检验要求
检验结果
编排
检验项目
外观
模具间隙
胶带粘性
防火性
其他
检验要求
检验结果
化学
检验项目
外观