首末检验自检记录表
首末件检查记录表

□依检查重点略图 □目视 □量仪
判□定依检□查重点略图 □手感 □
□OK □NG □OK □NG
末件
:
________ 判定 □
□目视 □量仪 □手感 □
□OK □NG
A.砂粒异物 B.漆面刮伤 C.油点 D.流漆 E.表面粗糙 F.缩水 G.素材碰刮伤 H.变形 I.没抛亮 J.喷薄 K.咬漆 L.短射 M.毛边 N.
课长:
组长:
品管员:
注:对可选择项, 应在被选中项目前 的“□”内画“√ ”
QR-040-03-A1
首末件检查记录表
制程别:□成型
□装配 □涂装 检查时机:□开机开线 □设修 □模修 □停电 □换班换线 □换产品
□白班 □夜班 年 月日
品名
检查项目
件号
材质/ 规格
首末件别
检查时间
检查项目
判定基准
检查方式 判定结果 异常处置
首件
:
□依检查重点略图 □目视 □量仪
判定 □
□手感 □
□OK □NG
末件
:
□依检查重点略图 □目视 □量仪
判定 □
□手感 □
ห้องสมุดไป่ตู้
□OK □NG
首件
:
□依检查重点略图 □目视 □量仪
判定 □
□手感 □
□OK □NG
末件
:
□依检查重点略图 □目视 □量仪
判定 □
□手感 □
□OK □NG
首件
:
□依检查重点略图 □目视 □量仪
判定 □
□手感 □
□OK □NG
末件
:
□依检查重点略图 □目视 □量仪
判定 □
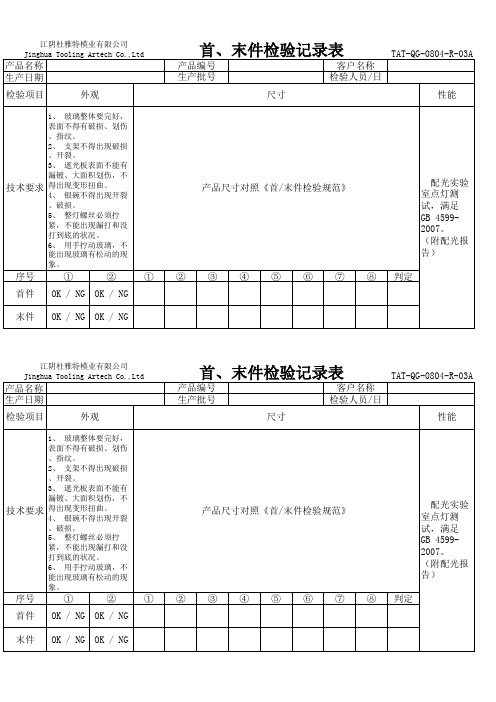
首、末件检验记录表
首、末件检验记录表
产品编号 生产批号 客户名称 检验人员/日期 尺寸
TAT-QG-0804-R-03A
产品名称 生产日期 检验项目 外观
1、 玻璃整体要完好, 表面不得有破损、划伤 、指纹。 2、 支架不得出现破损 、开裂。 3、 遮光板表面不能有 漏镀、大面积划伤,不 得出现变形扭曲。 4、 银碗不得出现开裂 、破损。 5、 整灯螺丝必须拧 紧,不能出现漏打和没 打到底的状况。 6、 用手拧动玻璃,不 能出现玻璃有松动的现 象。
性能
技术要求
产品尺寸对照《首/末件检验规范》
配光实验 室点灯测 试,满足 GB 45992007。 (附配光报 告) ⑧ 判定
Байду номын сангаас序号 首件 末件
① OK / NG OK / NG
② OK / NG OK / NG
①
②
③
④
⑤
⑥
⑦
性能
技术要求
产品尺寸对照《首/末件检验规范》
配光实验 室点灯测 试,满足 GB 45992007。 (附配光报 告) ⑧ 判定
序号 首件 末件
① OK / NG OK / NG
② OK / NG OK / NG
①
②
③
④
⑤
⑥
⑦
江阴杜雅特模业有限公司 Jinghua Tooling Artech Co.,Ltd
首、末件检验记录表
产品编号 生产批号 客户名称 检验人员/日期 尺寸
TAT-QG-0804-R-03A
产品名称 生产日期 检验项目 外观
1、 玻璃整体要完好, 表面不得有破损、划伤 、指纹。 2、 支架不得出现破损 、开裂。 3、 遮光板表面不能有 漏镀、大面积划伤,不 得出现变形扭曲。 4、 银碗不得出现开裂 、破损。 5、 整灯螺丝必须拧 紧,不能出现漏打和没 打到底的状况。 6、 用手拧动玻璃,不 能出现玻璃有松动的现 象。
制程检验记录表模板
批次
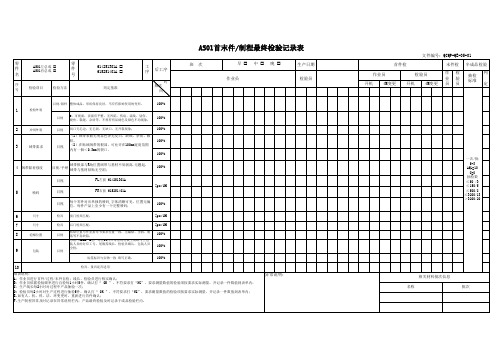
AS01首末件/制程最终检验记录表
零
零
件 名
AS01左总成 AS01有总成
件 号
序 号
检验项目
检验方法
614251301A 615251401A
判定基准
工 序
后工序
时 频次
间
班次
早 中 晚 作业员
目视/限样 整体成品:形状保持良好,不应有影响使用的变形,
100%
1
检验外观
目视
2、可视面:表面应平整,无凹陷、伤痕、流线、划伤、 烧焦、裂缝、杂质等,不得有明显褪色及颜色不均现象;
100%
5
喷码
目视 目视
FL左前 614251301A FR右前 615251401A
5pcs/1H
目视
每个零件对应单独的喷码,字体清晰可见,位置无偏 位,每件产品上至少有一个完整喷码;
100%
6
尺寸
检具 前门检具匹配;
5pcs/1H
7
尺寸
8
泡棉位置
9
包装
检具 后门检具匹配;
5pcs/1H
目视
粘贴位置与作业指导书要求位置一致,无漏贴、歪斜、脱 落等不良缺陷;
100%
2
冲切外观
3
绒带要求
目视 目视
切口无毛边,无毛刺、无缺口、无开裂现象;
(1)绒带表面无明显色泽无发白、缺绒、杂质、颗 粒。 (2)在贴绒绒带的根部,可允许在100mm宽度范围 内有一個<0.3mm的裂口。
100% 100% 100%
4 绒带黏着强度
目视/手掰
绒带根部与R角位置绒带与基材不易剥离.无翘起, 绒带与基材粘贴无空洞;
异常说明:
首末检查记录表

□首件□末件文件编号:
产品名称
产品图号
班次
产品净重
产品毛重
零件号
检查时间
1件
2件
3件
序号
检测项目
检验内容
备注
1
外观
缩痕□裂纹□翘曲□划伤□缺料□顶白□杂质□银丝□气泡□修边□颜色不均□表面光泽不均□
2
色差
在标准光源箱中与色板/上批末件相比,是否有明显色差。
3
试配1
用标准()进行试装,是否出现配合间隙过大
4
试配1
用标准()进行试装,是否出现过紧或过松
5
尺寸
标准值()
实测值()
6
尺寸
标准值()
实8
装配
零件是否组装到位
操作人员
班长确认
质检员
日期
备注:如有质量缺陷,在对应的“□”中打“X”,好的在对应“”中打“”。
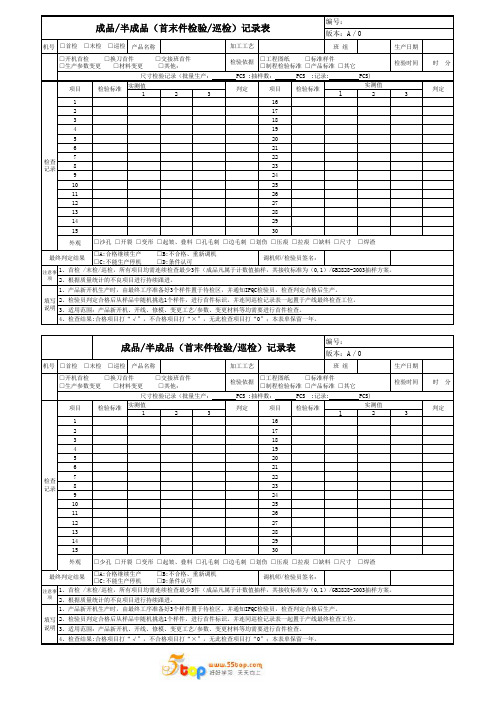
成品半成品首末件检验记录表
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
SMT首末件检验记录表
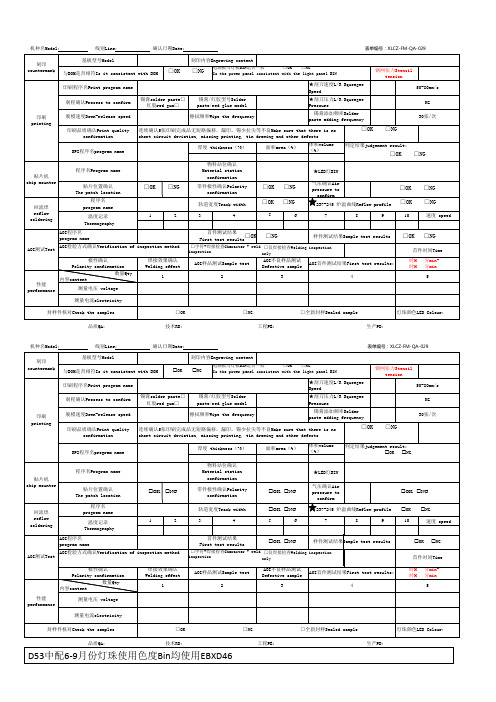
印刷程序名Print program name
★刮刀速度L/R Squeegee Speed
50-80mm/s
制程确认Process to confirm
锡膏solder paste□ 红胶red gum□
锡膏/红胶型号Solder paste/red glue model
★刮刀压力L/R Squeegee Pressure
5
封样件核对Check the samples
□OK
□NG
□全新封样Sealed sample
灯珠颜色LED Colour:
品质QA:
技术RD:
工程PE:
生产PD:
机种名Model:
线别Line:
确认日期Date:
表单编号:XLCZ-FM-QA-029
刻印 countermark
印刷 printing
基板型号Model
刻印内容Engraving content
与BOM是否相符Is it consistent with BOM
OK
NG
电源板与灯板BIN是否一致
□OK □NG
Is the power panel consistent with the light panel BIN
钢网张力Stencil tension
□字符+焊接检查Character + weld □仅焊接检查Welding inspection
inspection
only
AOI样品测试Sample test
AOI不良样品测试 Defective sample
AOI首件测试结果First test results:
2
3
4
首末件检验记录表
代码号产品名称加工工艺班 组生产日期
检验依据检验时间 时 分
1225
外观
□开机首检 □修模首件 □转产首件□生产参数变更 □材料变更 □其他:□工程图纸 □标准样件 □制程检验标准 □产品标准 □其它判定备注项目检验标准1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果
□合格 □不合格是否同意量产: □是 □否检验员签名:尺寸
注意事
项填写说明2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
1、所有项目均需连续检查最少5件。
2、根据质量统计的不良项目进行持续跟进。
首末件检验记录表
首件
末件判定首件信息检查
记录。
首末件检验记录表
文件依据: 工艺卡 产品规格: 生产批次号: 工程名称 : 设备号: 送样者: 送样日期: 确认着: 确认日期: 类型 □首件 □首件 □首件 □首件 □首件 □首件 □首件 □首件 □首件 □首件 □末件 □末件 □末件 □末件 □末件 □末件 □末件 □末件 □末件 □末件 序号 1 2 3 4 5 6 7 8 9 10 □换刀 □换料号 进给量 标准 实际 检验项目 实测值 测量器具 合格与否
调机原因: □新开机(交接班与停机再投产) 刀具(模具)转速 标准值 实际值 标准值 工件转速 实际值
M.C=千分尺 T.G=螺纹环规 R.M=粗糙度仪 C.M=公法线千分尺
M=杠杆千分尺 P.G=塞规 RD=圆度仪 V=目视
C=卡尺 P=投影仪 G.M=测齿仪 G=专用治具
D.I=千分表 M=显微镜 S=硬度计
质量经理
质量主管
检验人员
综合判定
备注
首末件检验巡检记录表
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
首件记录表格填写示范
什么是首(末)件检验和自检
1.首件 ❖ 每次生产条件变化的时候生产的第一件产品
生产条件变化的时机为(即首件检查的时 机): a.每班每工序开始加工时; b.更换或调整工、夹、刀、量具后; c.修理或调整机床后; d.更改图纸、工艺文件时; e.更换操作者和产品批次时。
首件记录表格填写示范
3.检验方法填写
首件记录表格填写示范
首(末)件和自检记录的表格和填写方法
4.首(末)检验项目和结果填写
首件记录表格填写示范
首(末)件和自检记录的表格和填写方法
5.自检结果填写
首件记录表格填写示范
首(末)件和自检记录的表格和填写方法
6.班组长的签字确认
首件记录表格填写示范
此课件下载可自行编辑修改,供参考! 感谢你的支持,我们会努力做得更好!
首(末)件和自检检验记录 填写规范
首件记录表格填写示范
主要内容
❖ 首(末)件检验和自检记录的目的 ❖ 什么是首(末)件检验和自检 ❖ 首(末)件检验和自检检验流程 ❖ 首(末)件和自检记录的表格和填写方法
首件记录表格填写示范
首(末)件检验和自检记录的目的
❖ 避免大批量不合格品的产生 ❖ 用于对质量的统计分析 ❖ 记录便于追溯 ❖ 表示操作者理解了 ❖ 表示操作者做了 ❖ 便于管理人员的检查
什么是首(末)件和自检
2. 末件 ❖ 每次生产条件变化的时候生产的最后一件产品 与首件相对应
首件记录表格 依据工艺卡片的检验频率进行自主检验。 当自己认为生产不稳定的应该提高频率,
勤检,避免不合格品流到下到工序。
首件记录表格填写示范
首(末)件检验和自检检验流程
合格 通知检 验员检 验