产品检验记录表
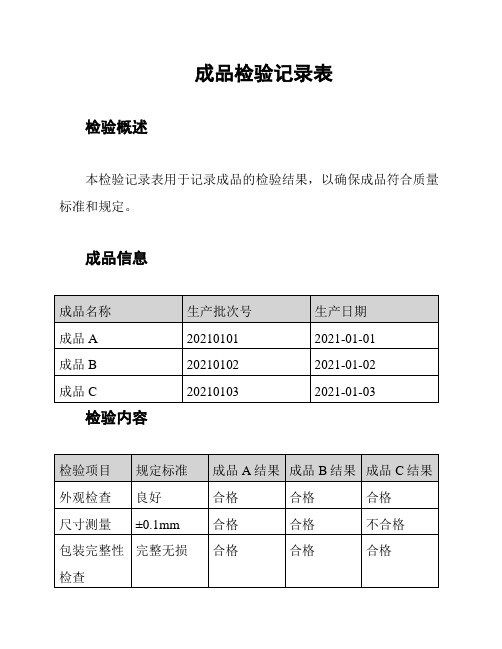
成品检验记录表
成品检验记录表
检验概述
本检验记录表用于记录成品的检验结果,以确保成品符合质量标准和规定。
成品信息
检验内容
检验结论
经过对成品进行检验,得出以下结论:
- 总共检验了3种成品,其中2种成品A和C均合格。
- 成品B尺寸测量不符合规定标准,包装完整性及外观检查合格。
- 成品C功能性能不符合产品说明书中的要求,其他部分合格。
处理措施
根据检验结果,采取以下处理措施:
- 对于成品B,联系生产部门进行尺寸调整,确保符合规定标准。
- 对于成品C,重新进行功能性能测试,并跟进调整生产过程
以确保符合产品说明书中的要求。
签字。
产品检验记录表
6
附件安装
位置正确、齐全牢固、保证使用要求
7
窗框槽口宽度
≤2000
±1
±1.5
±2
>2000
±1.5
±2
±2.5
8
窗框槽口高度
≤2000
±1
±5
±2
>3000
±1.5
±2
±2.5
9
窗框槽口对边尺寸之差
≤2000
≤1
≤1.5
≤2.5
>2000
≤2.5
≤9
≤3.5
10
窗框槽口对角线尺寸之差
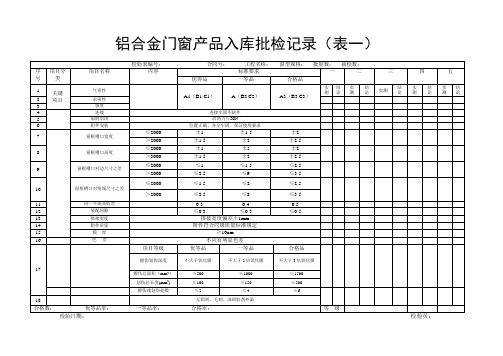
铝合金门窗产品入库批检记录(表一)
检验表编号:合同号:工程名称:窗型规格:批量数:抽检数:
序号
项目分类
项目名称
内容
标准要求
一
二
三
四
五
优等品
一等品
合格品
1
关键
项目
气密性
A1(B1 C1)
A(B2 C2)
A3(B3 C3)
实测
结论
实测
结论
实测
结论
实测
结论
实测
结论
2
水密性
3
强度
4
连接
连接牢固不缺件
5
扇的启闭
≤2000
≤1.5
≤2
≤2.5
>2000
≤2.5
≤8
≤3.5
11
同一平面高低差
0.3
0.4
0.5
12
装配间隙
≤0.3
≤0.3
≤0.5
13
搭接宽度
搭接宽度ห้องสมุดไป่ตู้差±1mm
产品出库检验记录表
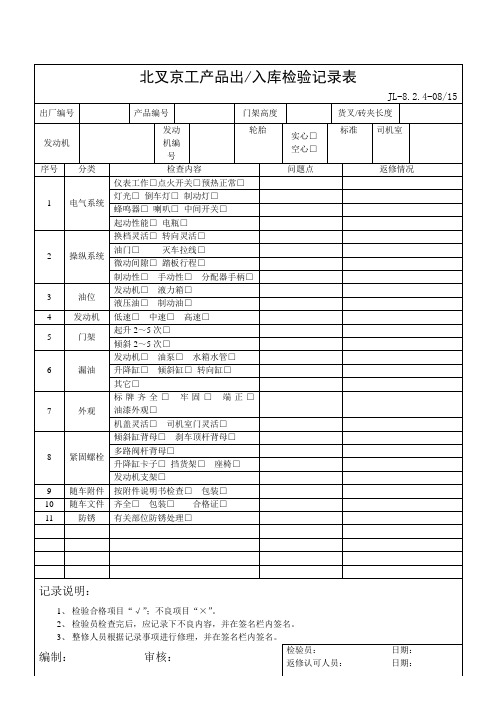
油门□灭车拉线□
微动间隙□踏板行程□
制动性□手动性□分配器手柄□
3
油位
发动机□液力箱□
液压油□制动油□
4
发动机
低速□中速□高速□
5
门架
起升2~5次□
倾斜2~5次□
6
漏油
发动机□油泵□水箱水管□
升降缸□倾斜缸□转向缸□
其它□
7
外观
标牌齐全□牢固□端正□油漆外观□
机盖灵活□司机室门灵活□
8
紧固螺栓
倾斜缸背母□刹车顶杆背母□
编制:审核:
检验员:日期:
返修认可人员:日期:
多路阀杆背母□
升降缸卡子□挡货架□座椅□
发动机支架□
9
随车附件
按附件说明书检查□包装□
10
随车文件
齐全□包装□合格证□
11
防锈
有关部位防锈处理□
记录说明:
1、检验合格项目“√”;不良项目“×”。
2、检验员检查完后,应记录下不良内容,并在签名栏内签名。
采购产品检验记录

批准人:
批准人:
备注:
采购检验记录
编号:
供货单位:
型材名称
无缝钢管
数量
3.2吨
日期
2018.3.7
规格
32×6;89×10;
65×16;36×8
抽检数量
3件
检验员
检验要求
检验要求
检验记录
备注
重量
实际重量与理论重量,单根
达到标准规格值
外观
表面平滑,色泽均匀一致,无瑕疵;无断裂、无挤压变形
批准人:
备注:
采购检验记录
编号:
供货单位:
型材名称
焊管
数量
4.5吨
日期
2018.9.17
规格
3寸;4寸
抽检数量
3件
检验员
检验要求
检验要求
检验记录
备注
外观
包装完好,无挤压无破损
符合要求
规格型号
符合采购要求
符合要求
产品
无变形,构件稳固,灵活
符合要求
重量
与送货单一致
符合要求
数量
与送货单一致
符合要求
合格证□生产许可证□检测报告 质量保证书□其它
不合格数
0
处理意见:
1.合格数量: 195套入库□转入下道工序□出厂
2.不合格数量: 0件□退货□退换□拒收□返工□报废
□让步使用、放行或接收
批准人:
批准人:
备注:
采购检验记录
编号:
供货单位:
型材名称
减速机
数量
1台
日期
2018.6.23
规格
BWY18-43-4KW
产品质量检验记录表(42个doc)38

产品质量检验记录表(42个doc)38合格供应商清单(R-016-A)序号物料名称供应商名称地址联系人电话/传真质保试订购结果等级备注登录:批准:供应商调查表(R-018-A)编号:序号:1 单位名称、地址2 联系人、电话:3 传真、邮编::4 企业性质、创立时间5 工厂面积:职工总数:人,(其中管理人员人,技术人员人,工人人)6 主要设备及生产线:7 正常生产能力:8 最大生产潜力:9 正常交货周期:10 最短交货期及叙述:11 设计开发能力:□产品□自行开发设计□来料加工□12 技术工程部:有无生产工程师/ 人□生产操作指导书□靠经验保证生产13 产品销售区域:□内销□欧洲市场□美国市场14 产品遵守的标准:□国际标准□国家标准□行业标准□企业标准15 产品简介:16 品质部门人数人,管理人员人,工程技术人员人,检验员人,17 进料检验人员人,主要仪器,检验标准,检验记录,18 制程检验人员人,主要仪器,检验标准,检验记录,19 出货检验人员人,主要仪器,检验标准,检验记录,20 检测仪器的校对:□有□无□在有效期内□已过期21 已取得的产品认证:□UL □CE/GS □BSI □22 质量体系情况:□ISO9001 □QS9000 □TQM23 关健工位人员的培训:□有□无□有资格,根据□24 价格与交货、付款方式:25供应商代表认可:结论:□合格□不合格调查者:时间:批准:时间:供应商评价表(R-019-A)供应商名称供应材料评价记录评价内容评价记录评价结果1、样品检验合格否?□合格□不合格2、质量体系保证能力满足否?□满足□不满足3、供方生产规模能满足否?月产量:□满足□不满足4、供方材料价格能满足否?□满足□不满足5、供方交货期能满足否?交期:天,□满足□不满足6、供方服务能满足否?□满足□不满足结论:□合格□要求供方改善□不合格批准200 年月日评价人200 年月日(R-019-A)供应商名称供应材料评价记录评价内容评价记录评价结果1、样品检验合格否?□合格□不合格2、质量体系保证能力满足否?□满足□不满足3、供方生产规模能满足否?月产量:□满足□不满足4、供方材料价格能满足否?□满足□不满足5、供方交货期能满足否?交期:天,□满足□不满足6、供方服务能满足否?□满足□不满足结论:□合格□要求供方改善□不合格批准200 年月日评价人200 年月日表格编号:R-020-A采购单嘉多彩五金塑料粉末厂订购单编号:地址:南海小塘镇小塘工业区订购单日期:电话:(0757) 6639881传真:(0757)6638872 承办人:=================================================================== ==厂商:传真:联系人:交货地点:送货方式:付款条件:编号商品编号商品规格数量单位单价总价交货期备注:确保质量、交期===================================================================== 核准:供方签章:========================================================================================================================================== 本公司所开立的订购单编号,必须标示在送货单及包装箱正面,以便迅速查验。
产品过程检验记录表

产品名称
产品规格
材料批次
车间
生产批次:
班次 □日 □夜
作业前检查:文件、图纸、产品、设备、量具、刀具
机床编号
工序
作业人员
日期
序 检测 号 仪器
检验项目/尺寸
首检
时分
自检
专检
巡检1
时分
自检
专检
巡检2
时分
自检
专检
巡检3
时分
自检
专检
巡检4
时分
自检
专检
未检
时分
自检
专检
1
2
3
4
5
6
7
8
9
判定
4.判定栏由巡检员和作业人员记录,合格打“√”,不合格打“×”。
Hale Waihona Puke 5.检测仪器:①带表卡尺;②螺纹塞规;③止通塞规;④影响测量仪;⑤硬度计。
本日生产数
合格数
责废数
料废数
调试
巡检员
注: 1.本记录由检验人员隔月10日提交文控处保存。
2.生产作业人员需按要求做好首件检验、自检、未件检验工作,并认真作好记录,检验合格打“√”,不合格打“×”,如未填写,一律不计当天产值。
3.检验员在生产作业期间需在负责工序内不间断进行巡回检验,每隔1~2小时内按作业指导书检验要求记录一次检验结果。
新产品首件检验记录表

吉诚机械
首件检验记录表
加工工艺
编号:JC-PJ-JL12001 版本:A/0
生产日期 检验时间 备注 时 分
代码号 产品名称 首件 □开机首检 □修模首件 □转产首件 信息 □生产参数变更 □材料变更 □其他: 项目 检验标准 1 2
班 组 □工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 实测值 判定 3 4 5
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
填写 2、检验员判定合格后从ቤተ መጻሕፍቲ ባይዱ品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
产品名称加工工艺班组生产日期检验时间时检验依据分12345外观填写说明项目尺寸项目尺寸检验标准检验标准首件检验记录表1产品新开机线时由产线最终检查工位准备好5pcs样品置于待检区并通知ipqc检查检查判定合格后生产
吉诚机械
首件检验记录表
加工工艺 班 组
编号:JC-PJ-JL12001 版本:A/0
生产日期 检验时间 备注 时 分
检查 记录
尺寸
外观 最终判定结果
注意事 项
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣 □合格 □不合格 是否同意量产: □是 □否 检验员签名:
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新开机/线时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。 填写 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
产品过程检验记录表

品检员:
表单编号:OLE-FM-CP19-01/A0
olefmcp1901a0检验时间异常记录产品料号工序外观尺寸1尺寸2异常原因分析处理措施异常修正后数值记录人生产主管确认品管主管确认备注制程检验记录表生产日期
制程检验记录表
生产日期:
检验 时间 产品料号 工序 外观
制程别:
检验项目 尺寸1 尺寸2 尺寸3 尺寸4
班别:
尺寸5 缺陷 程度 检验类别
首件 检验 过程 自检 过程 巡检
设备编号:
检验 检验 数量 结果 处理方法 操作员 QC确认
(OK/NG)
时间 异常 记录ຫໍສະໝຸດ 异常原因分析处理措施
异常修正后数 值
记录人
生产主管确认
品管主管确认
备注
表单填写标准: 1.各项目必须完整填写,填写内容需清晰明了;2.检验项目栏尺寸位必须测出实际尺寸填入对应空格内;3.首件确认时如检验结果NG,请在异常记录中填写临时处理方法,并且需再次做首件确认4.员工自主做完首件确认OK后需通知PQC再 次确认OK后方可批量量产,如没有QC在首件栏签名确认就量产一经发现提报小过处份。5.检验频率:A、统一依工艺卡上的标准自主检验并做好记录;B、如工艺卡上没有明确自检频率统一依加工半小时做产品自检,每次至少检测3PCS并至 少每班2次记录于报表中,巡检每小时一次,每次3pcs,并将结果记录于表中.6.每班均有PQC做制程巡检,针对首件、自检、工艺标准执行状况做稽查,如有违反作业标准的记录备案,将作为当绩效评价依据。