铝合金窗过程及成品检验记录表
铝合金窗过程及成品检验记录表
工程名称
规格尺寸
构件名称
生产数(支)
抽检数(支)
操作者
生产日期
检验项目
控制标准
首件
检验结果
备注
1、孔径(mm)
D±0.25
D=
2、孔中心距(mm)
L1±0.25
L1=
3、孔边距(mm)
L2±0.5
L2=
4、孔端距(mm)
L3±0.5
L3=
5、装夹表面
无伤痕
6、占孔毛刺(mm)
≤0.2
7、表面清洁
>3500±2.0
高度
2.构造内侧尺寸对边尺寸之差
宽度
<2000≤2.0
≥2000<3500≤3.0
>3500≤3.0
高度
3.槽口对边尺寸之差
≤2000≤2.0
>2000≤3.0
4.杆件接缝高低差
相同截面型材
≤0.3
不同截面型材
≤0.5
5.装配间隙
≤0.2㎜
6.连接
连接牢固不缺件
7.防水衬垫
要求密封
应平直牢靠、接口严密、
无脱槽
11.压条装配
应平直牢靠、与型材无
明显间隙
12.表面质量
表面清洁、无油污、无擦划伤
检验结论
单件检验结论
本批次检验结论
检验员:
日期:
上海西航幕墙装饰有限公司
铝合金窗出厂检验记录QR/XH6.2-06
合同号
工程名称
规格尺寸
窗名称
生产数(镗)
抽检数
操作者
检验员
检验日期
结论
检验项目
±1.0
3.对角线之差(mm)
≤2000
铝合金门窗现场进场质量验收记录

铝合金门窗现场进场质量验收记录
1. 验收目的
本次验收旨在确保铝合金门窗产品的质量符合相关标准和要求,确保产品能够正常使用,并满足工程质量要求。
2. 验收时间和地点
验收时间:[填写验收时间]
验收地点:[填写验收地点]
3. 验收人员
本次验收由以下人员参与:
- 验收人员1:[填写姓名]
- 验收人员2:[填写姓名]
- 验收人员3:[填写姓名]
4. 被验收产品信息
4.1 产品型号
- 门窗型号:[填写产品型号]
- 规格尺寸:[填写规格尺寸]
4.2 产品外观质量
[填写对产品外观质量的验收情况]
4.3 产品功能性能
[填写对产品功能性能的验收情况]
5. 验收结果
本次验收结果如下:
- 铝合金门窗产品质量:[填写验收结果,如合格、不合格等] - 验收意见:[填写验收意见,如需要整改的问题等]
6. 验收结论
根据对铝合金门窗产品的现场进场质量验收,结论如下:
- 铝合金门窗产品质量符合相关标准和要求,可以正常使用;- 验收人员对产品质量提出的意见已整改完毕。
7. 签字确认
- 验收单位(盖章):
- 验收人员1:[填写姓名]
- 验收人员2:[填写姓名]
- 验收日期:[填写日期]
以上内容经过现场查验确认,作为铝合金门窗现场进场质量验收的记录。
备注:本文档仅用于质量验收记录,不作为法律证据使用。
铝合金窗过程和成品检验记录表
铝合金窗过程和成品检验记录表1. 引言本文档为铝合金窗的制作过程和成品检验记录表,旨在记录制作铝合金窗的各个环节,并对成品进行检验,确保产品质量。
2. 制作过程记录2.1 材料准备在制作铝合金窗之前,需要准备的材料如下: - 铝合金型材 - 玻璃 - 玻纤带 - 安装螺丝 - 密封条2.2 切割铝合金型材首先,根据窗户的尺寸要求,采用切割工具将铝合金型材进行切割。
确保切割的长度和角度准确。
2.3 组装窗框将切割好的铝合金型材进行组装,使用螺丝将各个零件连接成窗框的形状。
注意螺丝的紧固度,以确保窗框的稳固性。
2.4 安装玻璃在窗框上安装玻璃,使用玻纤带固定玻璃的位置。
确保玻璃安装平整,不出现倾斜或者松动的情况。
2.5 安装密封条在窗框上安装密封条,确保窗框和玻璃之间的间隙得到有效的密封,防止水和风的渗透。
3. 成品检验记录表序号检验项目是否合格备注1外观检查是2尺寸检查是3玻璃固定是4密封性检查是5功能性检查是3.1 外观检查外观检查主要是对铝合金窗的外观进行观察,确保没有明显的划痕、凹陷或者颜色差异。
3.2 尺寸检查尺寸检查是比对制作铝合金窗时所参考的规格要求,对窗框和玻璃的尺寸进行测量,确认是否与要求一致。
3.3 玻璃固定检查玻璃是否牢固地固定在窗框上,使用轻力按压玻璃,确认是否存在松动或者倾斜的情况。
3.4 密封性检查检查窗框和玻璃之间的密封是否有效,可以通过水压试验或者烟雾测试来确认。
3.5 功能性检查功能性检查包括打开、关闭窗户,检查窗户的开启和关闭是否顺畅,是否存在卡滞或者其他异常情况。
4. 结论通过制作过程记录和成品检验记录表的记录和检查,铝合金窗的制作和检验工作基本完成。
所有的检验项目均合格,产品达到制作要求。
金属门窗安装工程检验批质量验收记录表
1.2 1.3 1.2 1.3 1.6 1.5 2.5 2.1 1.5 1.8 2.9 3.6 1.2 1.3 1.2 1.3 1
2.8 2.5 2.6 1.9 1.8 2.5 2.6 2.8 2.1 0.6 0.8 0.7 0.6 1.1
专业工长(施工员)(签名) 专业承包施工单位 检查评定结果
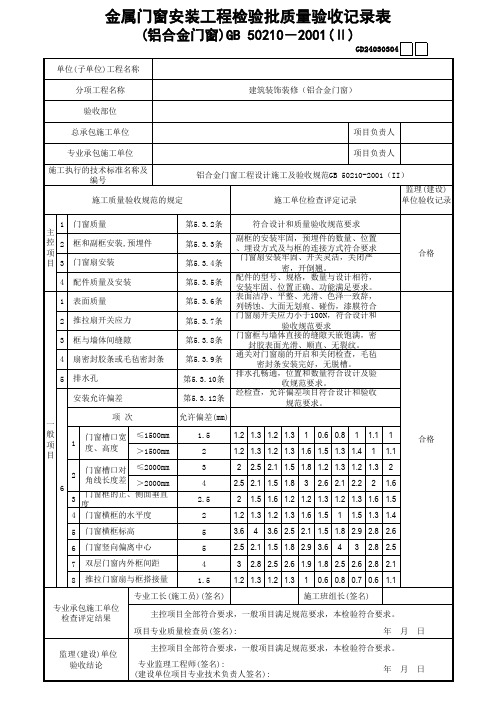
金属门窗安装工程检验批质量验收记录表
(铝合金门窗)GB 50210-2001(Ⅱ)
GD24030304 单位(子单位)工程名称 分项工程名称 验收部位 总承包施工单位 专业承包施工单位 施工执行的技术标准名称及 编号 施工质量验收规范的规定 1 主 控 2 项 3 目 4 1 2 3 4 5 门窗质量 框和副框安装,预埋件 门窗扇安装 配件质量及安装 表面质量 推拉扇开关应力 框与墙体间缝隙 扇密封胶条或毛毡密封条 排水孔 安装允许偏差 一 般 项 目 项 次 1 门窗槽口宽 ≤1500mm 度、高度 >1500mm 门窗槽口对 ≤2000mm 角线长度差 >2000mm 第5.3.2条 第5.3.3条 第5.3.4条 第5.3.5条 第5.3.6条 第5.3.7条 第5.3.8条 第5.3.9条 第5.3.10条 第5.3.12条 允许偏差(mm) 1.5 2 3 4 2.5 2 5 5 4 1.5 项目负责人 项目负责人 铝合金门窗工程设计施工及验收规范GB 50210-2001(II) 施工单位检查评定记录 符合设计和质量验收规范要求 副框的安装牢固,预埋件的数量、位置 、埋设方式及与框的连接方式符合要求 门窗扇安装牢固、开关灵活,关闭严 密,开倒翘。 配件的型号、规格,数量与设计相符, 安装牢固、位置正确、功能满足要求。 表面洁净、平整、光滑、色泽一致辞, 列锈蚀、大面无划痕、碰伤,漆膜符合 门窗扇开关应力小于100N,符合设计和 验收规范要求 门窗框与墙体直接的缝隙天嵌饱满,密 封胶表面光滑、顺直、无裂纹。 通关对门窗扇的开启和关闭检查,毛毡 密封条安装完好,无脱槽。 排水孔畅通,位置和数量符合设计及验 收规范要求。 经检查,允许偏差项目符合设计和验收 规范要求。 合格 监理(建设) 单位验收记录 建筑装饰装修(铝合金门窗)
( 铝合金门窗 )安装检查记录(通用表)
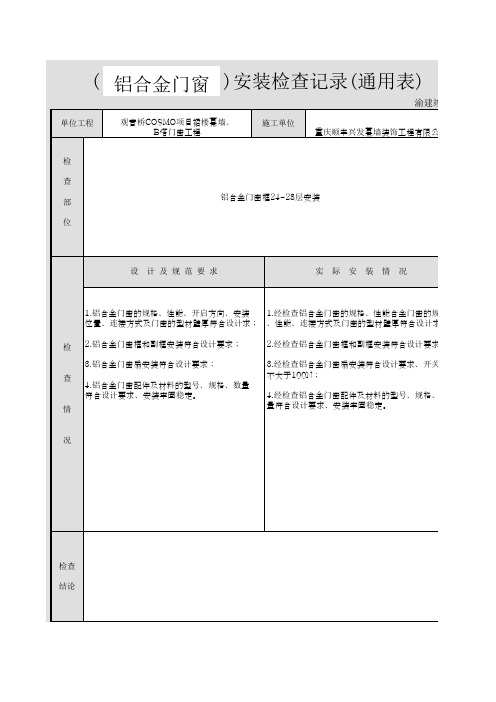
渝建竣-80
单位工程 观音桥COSMO项目裙楼幕墙、 B塔门窗工程 施工单位 重庆顺丰兴发幕墙装饰工程有限公司
检 查 部 位 铝合金门窗框24-28层安装
设 计 及 规 范 要 求
实
际
安
装
情
况
1.铝合金门窗的规格、性能、开启方向、安装 1.经检查铝合金门窗的规格、性能合金门窗的规格 位置、连接方式及门窗的型材壁厚符合设计求; 、性能、连接方式及门窗的型材壁厚符合设计求; 检 2.铝合金门窗框和副框安装符合设计要求; 3.铝合金门窗扇安装符合设计要求; 查 4.铝合金门窗配件及材料的型号、规格、数量 符合设计要求、安装牢固稳定。 2.经检查铝合金门窗框和副框安装符合设计要求; 3.经检查铝合金门窗扇安装符合设计要求、开关力 不大于100N; 4.经检查铝合金门窗配件及材料的型号、规格、数 量符合设计要求、安装牢固稳定。
情况 Biblioteka 检查 结论技术负责人: 监理 施工 记录人: 单位 单位 年 月 日 (建设)
监理工程师(建设单位代表):
代表:
其它 单位
年
月
日
年 月 日
用表)
渝建竣-80
饰工程有限公司
况
合金门窗的规格 厚符合设计求;
符合设计要求;
计要求、开关力
型号、规格、数
:
年
月
日
铝合金门窗检验批分项检验

表 B.0.7
门窗套制作与安装报审/验表工程名称:编号:
填报说明:本表一式二份,项目监理机构、施工单位各一份。
门窗套制作与安装工程检验批质量验收记录
表 B.0.7
门窗玻璃安装报审/验表工程名称:编号:
填报说明:本表一式二份,项目监理机构、施工单位各一份。
门窗玻璃安装检验批质量验收记录
表 B.0.7
铝合金门窗安装报审/验表工程名称:编号:
填报说明:本表一式二份,项目监理机构、施工单位各一份。
铝合金门窗安装检验批质量验收记录
山东省建设工程质量监督总站监制
铝合金门窗安装分项工程质量验收记录
山东省建设工程质量监督总站监制
门窗玻璃安装分项工程质量验收记录
(
山东省建设工程质量监督总站监制
门窗套制作与安装分项工程质量验收记录
山东省建设工程质量监督总站监制。
铝合金窗安装工程检验批质量验收记录表
铝塑复合窗安装工程报验申请表工程名称:编号:
金属门窗安装工程检验批质量验收原始记录表
(铝塑门窗)
特种门安装工程报验申请表工程名称:编号:
特种门安装工程检验批质量验收记录表
GB50210-2001
防盗门安装报验申请表工程名称:编号:
本表一式三份,由承包单位填写,经监理审批后。
建设、承包、监理单位各存一份。
防盗门安装工程检验批质量验收记录表
GB50210-2001
门窗玻璃安装工程报验申请表工程名称:编号:
本表一式三份,由承包单位填写,经监理审批后。
建设、承包、监理单位各存一份。
门窗玻璃安装工程检验批质量验收记录表
GB50210-2001
(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注!)。
铝合金窗出厂检验记录
铝塑复合窗成品入库检验记录
工程名称安康规格型号×楼号号楼班组
窗型代号 C —樘数检验日期09年月日
序号检验项目技术要求使用工具检验结果结论
1 窗框槽口高度偏差
L≤2000mm
L>2000mm
±2.0
±2.5
卷尺
2 窗框槽口宽度偏差
W≤2000mm
W>2000mm
±2.0
±2.5
卷尺
3 窗框槽口对中梃尺寸偏
差
≤2000mm
>2000mm
±1.5
±2.5
卷尺
4 窗框对角线尺寸偏差
≤2000mm
>2000mm
±2.0
±3.5
卷尺
5 窗框、扇搭接宽高度偏差±1.0 卷尺
6 同一平面高低差≤0.3mm 刀尺、塞尺
7 装配间隙≤0.2mm 塞尺
8 中梃与中框尺寸偏差≤2.0mm 卷尺
9 外观质量
表面无铝
屑、毛刺、油污、
或其他缺口连
接,无外溢胶粉
剂,表面平整无
色差凹凸不平,
划伤、投伤、碰
伤等缺陷。
目测
10 玻璃压条装配间隙≤1 mm 卷尺塞尺
11 不得对接使用胶条装配,压入时要保证其不
收缩,对接合理目测
12 五金件装配(各种孔位置合理开关灵活)
13 组角胶喷打铝型材腔体、截面喷打均匀
结论平方数统计批准审核检验注:检验合格用“√”在检验结果中表示。
铝合金门窗安装工程检验批质量验收记录表
2
5
3
2
3
1
1
5
4
3
7)
双层门窗内外框间距
4
2
3
1
4
2
2
3
4
2
1
8)
推拉门窗框扇与框搭接量
1.5
1
1
0
0
1
2
1
0
1
0
施工单位检查
评定结果
专业工长(施工员)
施工班组长
经检查,主控项目、一般项目均符合设计和《建筑装饰装修工程质量验收规范》(GB50210—2001)的规定,评定合格。
项目专业质量检查员:
2009年1月10日
监理(建设)单位验收结论
同意施工单位评定结果,验收合格,同意进行下道工序施工。
专业监理工程师:
(建设单位项目专业技术负责人)
2006年月日
监理(建设)单位验收记录
主
控
项
目
1
门窗品种、位置、连接、型材壁厚
5.3.2条
有产品合格证书、性能检测报告、进场验收记录和复检报告、隐藏验收记录等符合设计要求
窗品种、规格、铝合金型材等符合规范及设计要求
2
门窗框、副框、预埋件等
5.3.3条
经检查,窗框和副框安装牢安装牢固,预埋件数量、位置、埋设方式与框的连接方式符合设计要求
5.3.7条
经弹簧称检查,实测值为90N,符合要求
3
门窗框与墙体缝隙
5.3.8条
经检查,缝隙填嵌饱满,采用密封胶封闭,密封胶表面光滑、顺直、无裂纹
4
门窗扇橡胶密封条或毛毡密封条安装
5.3.9条
符合规范规定要求
金属门窗安装工程检验批质量验收记录表(铝合金门窗)
3
框与墙体间缝隙
第5.3.8条
饱满,密封胶面表面光滑,顺直,无裂纹
4
扇密封胶条或毛毡密封条
第5.3.9条
符合规范规定要求
5
排水孔
第5.3.10条
符合要求
6
安装允许偏差
第5.3.12条
符合规范规定要求
验收记事
施工
单位
Hale Waihona Puke 检查评定结果专业工长
(施工员)
施工班
组 长
监理
(建设)
单位
验收
结论
专业监理工程师(建设单位
门窗质量
第5.3.2条
符合设计要求
2
框和副框安装,预埋件
第5.3.3条
安装牢固,符合设计要求
3
门窗扇安装
第5.3.4条
牢固,开关灵活,关闭严密,无倒翘,符合要求
4
配件质量及安装
第5.3.5条
安装牢固,位置正确,满足使用功能要求
一
般
项
目
1
表面质量
第5.3.6条
洁净,平整,光滑,
2
推拉扇开头应力
第5.3.7条
项目专业技术负责人):
年 月 日
主控项目全部合格,一般项目均满足
规范规定要求
项目专业质量检查员: 年 月 日
金属门窗安装工程检验批质量验收记录表(铝合金窗)
单位(子单位)工程名称
检验批部位
总承包施工单位
项目
经理
分包施工单位
施工执行标准名称及编号
建筑装饰装修工程施工质量验收规范GB50201-2001
施工质量验收规范 (GB50210-2001) 的规定
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
≤0.3
不同截面型材
≤0.5
5.装配间隙
≤0.2㎜
6.连接
连接牢固不缺件
7.防水衬垫
要求密封
8.表面质量
表面清洁、无油污、无擦划伤
检验结论
单件检验结论
本批次检验结论:
检验员:
日期:
上海西航幕墙装饰有限公司
铝合金窗组扇(关键)工序检验记录QR/XH 6.2-05
合 同 号
工程名称
规格尺寸
窗 名 称
滑动灵活、无卡阻现象
7.平页铰链、滑撑铰链
位置正确牢固、无卡阻现象
8.附件安装
牢固
9.玻璃垫块数
玻璃搭接量
按设计要求
按设计要求
10.橡胶条毛刷条装配
应平直牢靠、接口严密、
无脱槽
11.压条装配
应平直牢靠、与型材无
明显间隙
12.表面质量
表面清洁、无油污、无擦划伤
检验结论
单件检验结论
本批次检验结论
检验员:
首件
检 验 结 果
1
2
3
4
5
1.构造内侧
尺寸
宽度
<2000 ±1.5
≥2000<3500 ±2.0
>3500 ±2.0
高度
2.构造内侧尺寸对边尺寸之差
宽度
<2000 ≤2.0
≥2000<3500 ≤3.0
>3500 ≤3.0
高度
3.槽口对边尺寸之差
≤2000 ≤2.0
>2000 ≤3.0
4.杆件接缝高低差
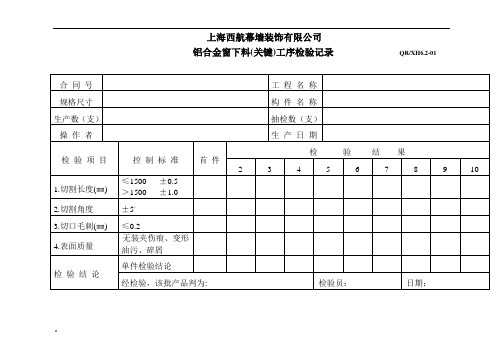
±5,
3.切口毛刺(㎜)
≤0.2
4.表面质量
无装夹伤痕、变形
油污、碎屑
检 验 结 论
单件检验结论
经检验,该批产品判为:
检验员:
日期:
上海西航幕墙装饰有限公司
铝合金窗加工工序检验表1QR/XH 6.2-02
合同号
工程名称
规格尺寸
构件名称
生产数(支)
抽检数(支)
操作者
生产日期
检验项目
控制标准
首件
检验结果
上海西航幕墙装饰有限公司
铝合金窗加工工序检验表2QR/XH 6.2-03
合同号
工程名称
规格尺寸
构件名称
生产数(支)
抽检数(支)
操作者
生产日期
检验项目
控制标准
首件
检验结果
备注
1、孔径(mm)
D±0.25
D=
2、孔中心距(mm)
L1±0.25
L1=
3、孔边距(mm)
L2±0.5
L2=
4、孔端距(mm)
L3±0.5
日期:
上海西航幕墙装饰有限公司
铝合金窗出厂检验记录QR/XH 6.2-06
合 同 号
工程名称
规格尺寸
窗 名 称
生产数(镗)
抽 检 数
操 作 者
检 验 员
检验日期
结 论
检 验 项 目
控 制 标 准
检 验 结 果
1
2
3
4
5
1.窗 构 造
内侧尺寸
宽度
框
<2000 ±1.5
≥2000<3500 ±2.0
>3500±2.0
生 产 数
抽 检 数
操 作 者
生产日期
检 验 项 目
控 制 标 准
首件
检 验 结 果
1
2
3
4
5
6
1.宽度B (mm)
±1.0
2.高度H (mm)
±1.0
3.对角线之差(mm)
≤2000
≤2.5
>2000
≤3.5
4.杆件接缝高低差 (㎜)
相同截面型材
≤0.3
不同截面型材
≤0.5
5.装配间隔
≤0.2㎜
6.滑轮
L3=
5、装夹表面
无伤痕
6、占孔毛刺(mm)
≤0.2
7、表面清洁
无油污、碎屑
检验结论:
单件检验结论
本批次检验结论
检验员:
日期:
上海西航幕墙装饰有限公司
铝合金窗组框(关键)工序检验记录QR/XH 6.2-04
合 同 号
工程名称
规格尺寸
构件名称
生 产 数
抽 检 数
操 作 者
生产日期
检 验 项 目
控 制 标 准
扇
高度
框扇Βιβλιοθήκη 2.窗构造内侧尺寸对边尺寸之差
宽度
框
<2000 ≤2.0
≥2000<3500 ≤3.0
>3500≤3.0
扇
高度
框
扇
3.框、扇杆件装配间隙
≤0.3
4.框、扇杆件接缝高低差
相同截面型材
≤0.3
不同截面型材
≤0.5
5.窗框与扇搭接宽度偏差
±1.0
6.启闭力(N)
≤50
单件检验结论
备注
1、孔径(mm)
D±0.25
D=
2、孔距(mm)
L1±0.25
L1=
3、加工小筋(mm)
L2±0.5
L2=
4、铣榫肩(mm)
b/a±0.2
5、排水槽
L≤1500
2~3个
L>1500
>3个
6、毛刺(mm)
≤0.2
7、表面质量
无伤痕和变形、无油污、碎屑
检验结论:
单件检验结论
本批次检验结论
检验员:
日期:
上海西航幕墙装饰有限公司
铝合金窗下料(关键)工序检验记录QR/XH6.2-01
合 同 号
工 程 名 称
规格尺寸
构 件 名 称
生产数(支)
抽检数(支)
操 作 者
生 产 日 期
检 验 项 目
控 制 标 准
首 件
检 验 结 果
2
3
4
5
6
7
8
9
10
1.切割长度(㎜)
≤1500 ±0.5
>1500 ±1.0
2.切割角度