工艺流程与生产设备
焦化厂工艺流程及设备
焦化厂工艺流程及设备焦化厂是煤炭加工的重要环节,其工艺流程和设备对于生产效率和产品质量有着重要影响。
本文将对焦化厂的工艺流程及设备进行详细介绍,以便读者对焦化厂有更深入的了解。
一、煤炭预处理。
在焦化厂工艺流程中,煤炭预处理是非常重要的一环。
煤炭经过破碎、筛分、除铁等工序,使其达到适合焦炉炼焦的要求。
在这一过程中,常用的设备有破碎机、振动筛、磁选机等。
二、煤气化。
煤气化是焦化厂的关键环节,通过高温、高压条件下将煤炭转化为一氧化碳和氢气,为后续焦炉提供燃料。
在煤气化过程中,需要使用气化炉、气化反应器等设备。
三、焦炭生产。
在焦化厂工艺流程中,焦炭生产是最核心的环节。
在焦炉中,经过干馏和热解,煤炭中的挥发分和焦油被释放,形成焦炭。
焦炉是焦化厂中最重要的设备,其结构和运行状态对焦炭质量有着直接影响。
四、焦炭处理。
焦炭处理是指对焦炭进行冷却、除尘、筛分等工序,以得到符合要求的焦炭产品。
在这一过程中,需要使用焦炉冷却设备、焦炭筛分机、焦炭除尘设备等。
五、余热回收。
在焦化厂工艺流程中,余热回收是非常重要的环节。
通过余热锅炉等设备,将焦炉产生的余热转化为蒸汽或热水,用于工厂的供热和发电,提高能源利用效率。
六、环保设备。
焦化厂作为重要的能源化工企业,环保设备的安装和运行至关重要。
除尘设备、脱硫设备、脱硝设备等的使用,可以有效减少焦化过程中产生的污染物排放,保护环境。
总结。
焦化厂工艺流程及设备是一个复杂而又精密的系统工程,其中的每一个环节和设备都有着重要的作用。
只有通过科学合理的设计和运行,才能保证焦化厂的生产效率和产品质量,同时做好环保工作,实现可持续发展的目标。
希望本文对焦化厂工艺流程及设备有所帮助,让读者对焦化厂有更清晰的认识。
生产工艺流程及设备介绍
生产工艺流程及设备介绍在制造业中,动力区是一个关键的部分,它提供了所需的能源和动力设备来驱动整个生产线。
本文将介绍一个typical的生产工艺流程及其中涉及的设备。
一般来说,生产工艺流程的开始是原材料的准备和加工。
原材料包括各种金属、塑料、橡胶等。
这些原材料需要从供应商处采购,并进行质量检验和储存。
针对不同的材料,可能需要不同的加工方法,比如切割、打孔、拉伸等。
这些加工可以通过手工操作或使用一些基本的设备来完成,比如切割机、打孔机、拉伸机等。
接下来,对原材料进行成型或成型。
成型方法可以是热压、冷压、注塑等。
其中,注塑是一种常见的成型方法,它通过将熔融的材料注入模具中,并在冷却后得到所需的形状。
注塑设备主要包括注塑机、模具和冷却系统。
完成成型后,可能需要进行加工和表面处理。
加工可能涉及到钻孔、磨削、切割等工艺。
这些加工工艺可以通过钻孔机、磨床、切割机等设备完成。
表面处理可以通过喷涂、电镀、抛光等方法进行。
对于不同的表面处理方法,会有相应的设备,比如喷涂机、电镀设备、抛光机等。
完成加工和表面处理后,还需要进行装配。
这包括将不同的部件组装在一起,以形成最终的产品。
装配过程可以手工操作,也可以使用一些辅助设备,比如螺丝刀、焊接机、激光切割机等。
最后,对成品进行质量检验和包装。
质量检验可以包括尺寸测量、性能测试等。
质量检验设备可以是定制的,也可以是通用的,比如千分尺、矢量网络分析仪等。
包装可以是简单的包装、盒装或托盘包装,以便运输和储存。
以上是一个typical的生产工艺流程及其中涉及的设备。
需要注意的是,随着技术的进步和生产需求的变化,生产工艺流程及其设备可能会有所不同。
因此,在实际应用中,需要根据具体需求和条件进行调整和优化。
工艺流程与生产设备

工艺流程与生产设备工艺流程:1.原料准备:首先需要准备陶瓷制作所需的原料,包括陶土、釉料等。
2.制作坯料:将陶土经过清洗、过滤等处理后,与一定比例的釉料混合,形成均匀的坯料。
3.制作花瓶坯体:将坯料装入花瓶模具中,通过压坯、拉坯、挤坯等方式,将坯料制成花瓶的初始形状。
4.敲模:将从模具中取出的花瓶坯体放置在敲模机上,用敲模机进行敲制,以去除坯体表面的气泡和毛刺。
5.干燥:将敲模后的花瓶坯体放在通风干燥室中,逐渐去除水分,使其成为干燥的坯体。
6.制作花瓶尺寸与形状:将干燥的坯体放入转盘车床等设备上,通过旋转坯体并利用刀具进行修整,使得花瓶的尺寸与形状达到要求。
7.烧成:将修整后的花瓶坯体放入烧窑中进行烧成。
烧成过程中需要控制温度、时间以及气氛等因素,并根据需要进行釉料上釉。
8.修饰:烧成后的陶瓷花瓶可以进行装饰加工,包括绘画、贴花、雕刻等工艺,以使花瓶外观更美观。
9.二次烧成:将修饰后的花瓶再次放入烧窑中进行烧成,以使装饰更加牢固,并增加光亮度。
10.检验和包装:对烧制后的花瓶进行质量检验,符合要求的花瓶进行包装,包括泡沫包装、纸箱包装等。
11.销售与配送:将包装好的陶瓷花瓶进行销售和配送,以满足市场需求。
生产设备:1.清洗设备:包括清洗池、清洗喷枪等,用于清洗原料中的杂质和污渍。
2.过滤设备:包括筛网、滤网等,用于过滤陶瓷原料中的杂质。
3.敲模机:用于敲制花瓶坯体,除去表面的气泡和毛刺。
4.干燥设备:包括通风干燥室、干燥箱等,用于去除花瓶坯体中的水分。
5.转盘车床:用于修整花瓶坯体,使其尺寸和形状达到要求。
6.烧窑设备:包括电窑、气窑等,用于对花瓶坯体进行高温烧成。
7.绘画设备:包括绘画刀、刷子等,用于对烧制后的花瓶进行装饰。
8.装饰设备:包括贴花机、雕刻机等,用于对陶瓷花瓶进行贴花、雕刻等加工。
9.包装设备:包括泡沫包装机、封箱机等,用于对花瓶进行包装。
10.销售与配送设备:包括货车、仓储设备等,用于将陶瓷花瓶销售给客户并进行配送。
工艺流程及设备选型
工艺流程及设备选型工艺流程及设备选型工艺流程是指将产品从原材料到最终成品的整个生产过程。
在制定工艺流程时,需要考虑到产品的特点、工艺的合理性和设备的选型。
本文以某种产品的生产为例,介绍其工艺流程及设备的选型。
该产品是一种塑料瓶,生产工艺流程如下:1. 原料准备:首先,将用于制造塑料瓶的原料进行准备和配比。
原料主要由聚乙烯和聚丙烯组成,需要按照一定的比例混合,并加入一些添加剂,如增塑剂、着色剂等。
2. 挤出成型:将原料放入挤出机中,通过加热和高压挤出口,将原料熔化并挤出。
这一步主要是将原料转化为塑料管材的形状。
3. 模具冷却:挤出的塑料管材通过冷却装置冷却,在这一过程中,塑料管材逐渐固化并保持一定的形状。
4. 模具整形:经过冷却的塑料管材进一步被带入成型模具中。
模具的形状应与所需的塑料瓶形状相匹配,通过加热和压力,塑料被挤压成瓶形。
5. 瓶口整形:塑料瓶的瓶口需要进一步加工,如修剪、烧瓶口等,以使其符合所需规格。
6. 检测质量:在整个生产过程中,需要进行质量检测,以确保产品符合相关标准和要求。
质量检测可以包括外观检验、容量检测、瓶口密封性检测等。
7. 包装:最后,经过质检合格的塑料瓶,需要进行包装,以保护产品在运输和储存过程中不受损坏。
根据以上的工艺流程,选取适合的设备是非常重要的。
下面是一些设备的选型建议:1. 挤出机:挤出机是生产中最关键的设备之一。
应选用技术先进、稳定性好的挤出机,以提高生产效率和产品质量。
2. 冷却装置:冷却装置需要具备良好的制冷和温度控制功能,以确保塑料瓶在冷却过程中的固化和成型效果。
3. 成型模具:成型模具应根据所需产品的形状和尺寸进行定制,以确保塑料瓶的成型和质量。
4. 质检设备:质检设备在产品生产环节中非常重要,应选用精准度高、稳定性好的设备,以确保产品的质量达到标准。
5. 包装设备:包装设备应根据产品的规格和包装要求进行选择,以提高包装效率和产品的外观质量。
综上所述,了解工艺流程并选择适合的设备对于产品的生产至关重要。
生产部工艺流程与设备使用规定

生产部工艺流程与设备使用规定一、前言在一个企业的生产过程中,工艺流程和设备使用规定起着至关重要的作用。
本文将详细介绍生产部的工艺流程以及设备使用规定,确保生产过程的规范和高效。
二、工艺流程1. 前期准备在生产前,必须进行充分的前期准备工作。
包括:(1)确定产品需求和规格;(2)编制生产计划,包括生产数量、时间安排等;(3)准备生产所需的原材料和工具。
2. 加工阶段(1)工艺制定:根据产品需求,制定详细的加工工艺方案。
方案中应包括所需的加工设备和工具。
(2)设备准备:确认所需的加工设备是否正常运转,必要时进行检修和保养。
(3)材料准备:检查原材料的数量和质量,确保符合产品要求。
(4)加工执行:按照工艺方案进行加工操作,仔细遵守操作规程。
(5)质量控制:定期抽检产品质量,确保处于合格范围内。
3. 成品检验生产完成后,进行成品检验以确保产品质量。
包括以下步骤:(1)外观检查:检查产品的外观是否完好,无变形、划痕等问题。
(2)尺寸检测:使用尺寸测量仪器进行各项尺寸参数的测量,确保符合标准。
(3)性能测试:根据产品要求进行相应的性能测试,如强度测试、电气性能测试等。
(4)记录结果:将检验结果记录在相关的检验表格中,方便后续的追溯和统计分析。
4. 设备使用规定(1)设备操作前需了解和熟悉设备的使用说明书,并接受相关培训。
(2)设备的操作必须由经过培训与考核合格的人员进行,严禁未经授权的人员擅自操作设备。
(3)设备的维护保养应遵循制定的计划,定期进行清洁和润滑,确保设备的正常运转。
(4)设备出现故障时,应立即报修,并等待经过维修人员确认后方可继续使用。
(5)设备停用时,应遵循相关程序,进行设备的封存和标识,防止误用和损坏。
三、结语生产部的工艺流程和设备使用规定对于保证产品的质量和生产效率至关重要。
严格遵守规定,加强对工艺流程和设备操作的管理,将有助于提升生产部的整体运营水平。
注塑生产工艺流程和设备

注塑生产工艺流程和设备注塑生产是一种常见的塑料加工方法,通过熔化塑料并注入模具中,最终制造出各种塑料制品。
在注塑生产过程中,涉及到多个环节和设备的运作。
本文将介绍注塑生产的工艺流程和相关设备。
注塑生产的工艺流程一般包括以下几个步骤:模具装配、原料预处理、注塑成型、冷却固化、脱模、整形修整、检验包装等。
下面将逐一介绍这些步骤。
首先是模具装配。
模具是注塑生产中至关重要的设备,它决定了最终产品的形状和尺寸。
在模具装配过程中,需要根据产品的要求将模具的各个零部件安装好,确保模具的正常使用。
接下来是原料预处理。
塑料原料一般以颗粒或粉末的形式存在,需要经过预处理才能进行注塑成型。
预处理包括干燥原料、混合配料和染色等操作,确保原料质量稳定。
然后是注塑成型。
在注塑机的作用下,将预热好的塑料原料加热熔化,然后通过注射装置将熔融的塑料注入模具中。
注塑机具有一定的压力和温度控制系统,确保塑料充分熔化且填充模具。
注塑成型后,进入冷却固化阶段。
在模具中注入的熔融塑料会在模具中进行冷却,使其固化成为所需的形状。
冷却时间一般根据塑料的性质和产品的尺寸来确定。
固化完成后,需要进行脱模。
脱模是将模具中固化的塑料制品取出的过程。
脱模可以通过机械方式或气动方式进行,确保产品顺利脱离模具。
脱模后,产品可能需要进行整形修整。
一些产品在注塑成型后可能会有一些毛刺或凹凸不平的地方,需要进行修整。
修整可以通过切割、打磨、抛光等方式进行,使产品的表面光滑平整。
最后是检验包装。
注塑生产的最终产品需要经过严格的检验,确保产品质量符合要求。
合格的产品会进行包装,以便存储和运输。
在注塑生产过程中,涉及到多个设备的使用。
主要的设备包括注塑机、模具、干燥机、混色机、冷却装置、脱模装置、整形修整机械、检验设备和包装设备等。
这些设备的运作和配合,确保了注塑生产的顺利进行。
注塑生产工艺流程和设备的合理运用,对于提高产品质量、提高生产效率具有重要意义。
在实际生产中,需要根据具体产品的要求和生产规模选择合适的工艺流程和设备,并进行合理的操作和维护,以确保生产过程的稳定性和产品的质量。
生产工艺流程、设备、技术介绍、特色
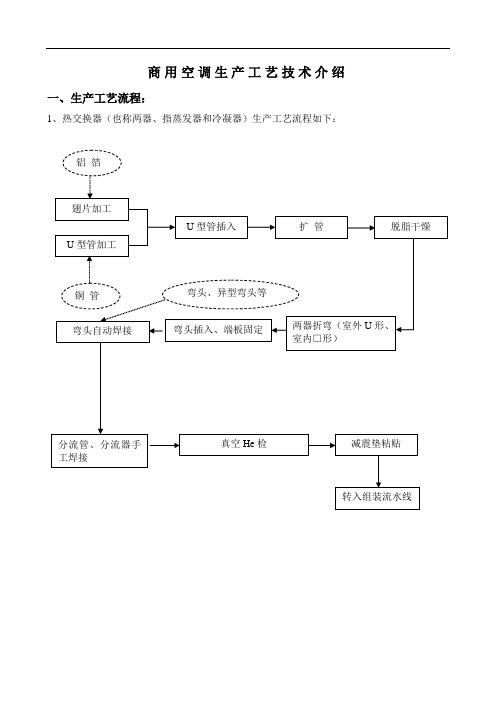
商用空调生产工艺技术介绍一、生产工艺流程:1、热交换器(也称两器、指蒸发器和冷凝器)生产工艺流程如下:2、空调产品组装生产工艺如下:(1).室外机组装生产工艺:二、生产工艺特色:青岛日立商用空调生产车间采用从日立引进的成熟先进的生产工艺技术,主要生产设备及检测设备均为日本进口。
(一)、热交换器(也称两器)生产设备及工艺:1、冲片机和冲片模具:本设备和模具为全部为日本进口,设备模具厂家日高精机株式会社是日本专业生产冲片模具的厂家,其生产的冲片模具技术水平(技术优势)在世界同行业中处于领先水平。
本工序采用亲水铝箔,经精密模具高速冲片,形成波纹形双面桥形翅片,此种材料的片型技术先进,有利于提高换热器的换热效率和整机性能,同时可提高空调的使用寿命。
2、长U弯管机:本设备主要是日本进口设备,其技术水平在世界处于领先地位。
本工序采用薄壁内螺纹铜管加工U型管,此种内螺纹铜管能改善制冷剂在管路系统中的流动状态,从而提高其换热效率,它比一般光滑管可提高换热效率20%~30%左右。
3、胀管机:本设备主要是日本进口设备,其技术水平在世界处于领先地位。
本设备采用高光洁度球型胀头对工件进行胀管,保证了铜管与翅片孔之间的合理过盈量,同时避免了胀管过程中胀头对铜管内螺纹部分的破坏,保证了胀管后产品的质量。
4、脱脂干燥炉:由于产品循环系统中的残留油分会对空调的性能存在一定的影响,所以需对热交换器进行脱脂干燥,本工序就是对胀管完成的热交换器半成品进行高温脱脂干燥(脱脂温度为150~160℃),以去除工件翅片表面和铜管内部的挥发油,工件经过脱脂干燥后,可使其铜管内部的残油量在3mg/m2以下。
5、热风干燥炉:由于空调循环系统内部冷媒中如果混入过多的水分,会严重影响到空调的整机性能,本工序的作用就是去除油分离器、气液分离器、热交换器组件、配管等系统零部件内部的水分,零部件经本工序去水干燥后,可保证工件内部残留水分量60ppm在以下。
生产工艺流程、设备、技术介绍、特色
商用空调生产工艺技术介绍一、生产工艺流程:1、热交换器(也称两器、指蒸发器和冷凝器)生产工艺流程如下:2、空调产品组装生产工艺如下:(1).室外机组装生产工艺:二、生产工艺特色:青岛日立商用空调生产车间采用从日立引进的成熟先进的生产工艺技术,主要生产设备及检测设备均为日本进口。
(一)、热交换器(也称两器)生产设备及工艺:1、冲片机和冲片模具:本设备和模具为全部为日本进口,设备模具厂家日高精机株式会社是日本专业生产冲片模具的厂家,其生产的冲片模具技术水平(技术优势)在世界同行业中处于领先水平。
本工序采用亲水铝箔,经精密模具高速冲片,形成波纹形双面桥形翅片,此种材料的片型技术先进,有利于提高换热器的换热效率和整机性能,同时可提高空调的使用寿命。
2、长U弯管机:本设备主要是日本进口设备,其技术水平在世界处于领先地位。
本工序采用薄壁内螺纹铜管加工U型管,此种内螺纹铜管能改善制冷剂在管路系统中的流动状态,从而提高其换热效率,它比一般光滑管可提高换热效率20%~30%左右。
3、胀管机:本设备主要是日本进口设备,其技术水平在世界处于领先地位。
本设备采用高光洁度球型胀头对工件进行胀管,保证了铜管与翅片孔之间的合理过盈量,同时避免了胀管过程中胀头对铜管内螺纹部分的破坏,保证了胀管后产品的质量。
4、脱脂干燥炉:由于产品循环系统中的残留油分会对空调的性能存在一定的影响,所以需对热交换器进行脱脂干燥,本工序就是对胀管完成的热交换器半成品进行高温脱脂干燥(脱脂温度为150~160℃),以去除工件翅片表面和铜管内部的挥发油,工件经过脱脂干燥后,可使其铜管内部的残油量在3mg/m2以下。
5、热风干燥炉:由于空调循环系统内部冷媒中如果混入过多的水分,会严重影响到空调的整机性能,本工序的作用就是去除油分离器、气液分离器、热交换器组件、配管等系统零部件内部的水分,零部件经本工序去水干燥后,可保证工件内部残留水分量60ppm在以下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.整经: 在整经工序中,纱线从一定数量的筒子上退
绕下来,以工艺规定的长度卷绕到织轴上去。 它是十分重要的织前准备工序,它的加工质量 将直接影响后道加工的生产效率和织物质量。
目的:为织造工序提供合格的经轴。
所用设备:整经机。
6.掏综、掏筘
目的:使用工具(穿综钩)使纱线穿入指定 的综丝和钢筘,为织轴上机做准备。
验布目的:针对下机布进行评分打等,从而为有 针对性修补做准备。
修布:将坯布上存在的疵点进行修理,从而达到 要求,并为下一步定型做准备。
9.定型:
目的:固定尺寸,增强手感从而到要求的内、 外在质量。
10.轧光:
目的:通过轧光来改变织物的透气量和风格,从 而来满足产品的要求。
10.后期制作:包括量布、裁剪、缝纫、刷胶等。
工艺流程与生产设备
目的:
1.了解产品的制作过程 2.了解各工序的加工设备 3.了解各工序加工的目的
一、工艺流程和生产设备
1.工艺流程 原料进厂→(合股)→(捻线)→整经→掏综、
掏筘→织造→验布→修布→定型→(轧光) →后期制作(裁剪、制作) →检验→打包→出 厂
备注:带()的工序不一定每种产品都经过该工 序。
带式:按客户要求加工成一定幅宽和长度的滤布, 该工序是带式滤布出厂前的最后一道工序。
板框滤袋:
目的:制作成符合要求的板框过滤袋,是板框滤 袋出厂前的最后一道工序。
11.打包:成品出厂前的包装,以备运输。
2.原料进厂:目的是检测原料是否符合要求。
检测项目:线密度、线密度不匀率、纱线分类 与鉴别、强力、外观疵点、捻度与捻向、热缩 率等。
3.合股: 目的:把单股的原料并成两股或多股的原料, 为捻线或络纬工序提供合格的半成品。
所用设备名称:络丝机。
4.捻线: 目的:把原料或合股后的线按照工艺要求进行 加捻,使纱线达到一定的强力,为经、纬线做 准备。
7.织造
由经、纬两个系统的纱线呈直角方向交织成 布。在此过程中,纵向经纱(织轴上的纱线) 必先按织物组织规律分成上、下两层,以便形 成横向纬纱的通道,让引出的纬纱通过,接着 打紧纬纱,于是经纬纱在一定张力条件下彼此 弯曲变形抱合交错,形成一定空间的几何形态。
目的:织造出质量符合要求的坯布。
8.验布、修布