球阀工艺过程卡片
阀门工艺过程卡片

划
划28-M10螺纹孔线
钳
平台
卷尺
70
钻
钻28-M10-6H螺纹孔
钳
Z3050
钻头¢8.5
卡尺
80
镶圈
将此件及¢6胶条装入阀体,用螺纹钉紧固
钳
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
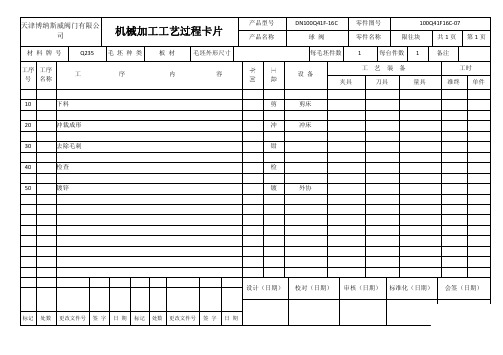
天津博纳斯威阀门有限公司
机械加工工艺过程卡片
卡尺
50
划
划两端法兰空钻孔找正线
钳
平台
60
钻
钻左端面法兰孔
钳
Z3050
钻头¢16
卡尺
70
钻
掉头,钻左端面法兰孔
钳
Z3050
钻头¢18
卡尺
80
钳
去掉尖角无刺,铸件表面凸出物
钳
手砂轮
90
检
检查
检
卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
机械加工工艺过程卡片
产品型号
DN100 Q41F-16C
零件图号
100Q41F16C-02
产品名称
球阀
零件名称
阀体
共1页
第1页
材料牌号
WCB
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
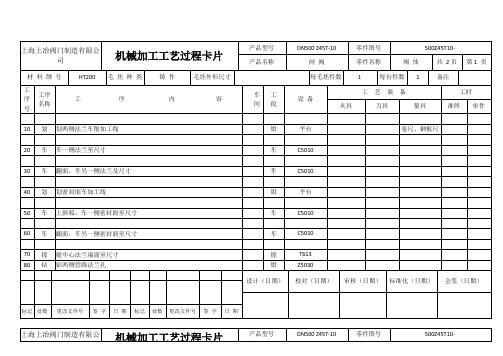
闸阀工艺过程卡片
零件图号 零件名称 1 工
400Z45T10-7 垫片(一) 1 共1 页 备注 工时 量具 准终 单件 第1 页
每台件数 艺 装 备 刀具
车 间
工 段
钳 检
划垫,按四弧椭圆划线 检查尺寸
钳 检
专用刀具
钢板尺 钢板尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记 处数
更改文件号
签 字
车 间
工 段
设 备 夹具
10
划
大平面水平放置, 按两耳及提栏找正, 划中间剖分线及车密封圈槽找 正线
-0.25 上斜胎,车一侧密封圈槽¢408-0.40 ,宽 8-0.04,深 13 至尺寸
钳
平台
钢板尺
20 30 40 50
车 车 钳 检
-0.06
车 车 钳 检
C5010 C5010
YT15 YT15 手砂轮
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记 处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
上海上冶阀门制造有限公 司
材 料 牌 号 工 序 号 工序 名称
机械加工工艺过程卡片
铸 件 内 毛坯外形尺寸 容
产品型号 产品名称
DN400 Z45T-10 闸 阀 每毛坯件数
钳 车
锯床 C610 中心钻
钢板尺
30
车
车
C610
卡尺
40 50 60 70
车 铣 钳 检
车 铣 钳 检 设计(日期)
C610 X5032 分度头
阀门工艺过程卡片
处数
更改文件号
签 字
日 期
天津博纳斯威阀门有限公 司
材 料 牌 号 工序 工序 号 名称 工
机械加工工艺过程卡片
毛 坯 种 类 序 内 毛坯外形尺寸
产品型号 产品名称 续阀体圈 每毛坯件数 车 间 工 段 设 备 夹具
零件图号 零件名称 1 工 每台件数 艺 装 备 1
500D341X10共2页 备注 工时 量具 准终 单件 第2页
车 钳 检
CA6132 Z4020
卡尺 卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
天津博纳斯威阀门有限公 司
材 料 牌 号 工序 工序 号 名称 2Cr13 工
机械加工工艺过程卡片
毛 坯 种 类 序 棒 料 内 毛坯外形尺寸
材 料 牌 号 工序 工序 号 名称 HT1550 工
机械加工工艺过程卡片
毛 坯 种 类 序 铸件 内 毛坯外形尺寸
产品型号 产品名称
DN500D341X-10 蝶 阀 每毛坯件数
零件图号 零件名称 1 工 地脚架 2
500D341X10共1页 备注 工时 量具 准终 单件 第1页
每台件数 艺 装 备
钻一端中心孔 C4 装夹一端,顶另一端,车外园,平大端面至尺寸 调头,平小端面至尺寸,打中心孔 C4 铣大头平面至尺寸 铣小头平面至尺寸 检查各部尺寸
钳 车 车 铣 铣 检
Z3050 C6132 C6132 X5036 X5036 卡尺 卡尺 卡尺 卡尺
设计(日期)
硬密封球阀球体工艺流程
硬密封球阀球体工艺流程英文回答:The manufacturing process of a hard-sealed ball valve involves several steps to ensure the quality and functionality of the valve. Here, I will walk you through the process in detail.1. Material Preparation: The first step is to prepare the materials required for the ball valve. This typically involves selecting a suitable metal alloy for the valve body and ball, such as stainless steel or carbon steel. The materials are then cut and shaped into the desired sizes.2. Machining: Once the materials are prepared, machining processes are carried out to create the necessary features on the valve body and ball. This includes drilling holes for the inlet and outlet ports, as well as machining the ball to achieve the desired shape and dimensions.3. Welding: In some cases, the valve body and ball may need to be welded together. This is done using specialized welding techniques to ensure a strong and leak-proof joint. The welded parts are then carefully inspected for any defects.4. Surface Treatment: After the machining and welding processes, the valve body and ball undergo surface treatment to enhance their corrosion resistance and improve their appearance. This may involve processes such as polishing, plating, or coating.5. Assembly: Once all the individual components are ready, they are assembled together to create the complete ball valve. This includes attaching the valve stem, handle or actuator, and any necessary seals or gaskets. The assembly is done with precision to ensure smooth operation and proper sealing.6. Testing: Before the ball valves are ready for use, they undergo rigorous testing to ensure their performance and reliability. This includes pressure testing to checkfor leaks, as well as functional testing to ensure smooth operation and proper sealing.7. Packaging and Shipping: Finally, the finished ball valves are packaged and prepared for shipping to the customers. They are carefully packed to prevent any damage during transportation.中文回答:硬密封球阀的制造过程包括多个步骤,以确保阀门的质量和功能。
硬密封球阀球体工艺流程

硬密封球阀球体工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!硬密封球阀球体工艺流程。
1. 原材料准备。
选择符合技术要求的优质合金钢或不锈钢材料。
球 阀工艺工序流程卡

磨 磨阀杆外圆及,检(1)阀杆最小直径 (2)阀杆表面硬度HB200-275 (3)阀杆表面及锥面粗糙度1.6
检验记录)
验结果
完工检 操作人/日期检验员/日期 判 定
XXXXX阀门有限公司
球阀 阀门工序流程卡(过程检验记录)
编号:JXJLTB224-02
产品(零件)名称 产品(零件)材料
阀杆 20Cr13
生产批号 炉号/进货批号
数
量
产Байду номын сангаас型号/规格
工序
工序内容(技术要求按图纸规定)
首检
检验结果 巡检 巡检
车 车阀杆各级外圆、端面,检阀杆总长
铣 铣阀杆头部尺寸与球体相配及方形尺寸与手柄相配 (1)检与球相配的阀杆截面宽度 (2)检与手柄相配的方形尺寸
截止阀 寸产品零件加工工艺过程卡片
锻件 材
1
料
夹具
编
号
4J961Y-1500LB
名称牌号:A105
单件毛重: ㎏ 净重: ㎏
工艺装备名称及编号
刃具
量具
下料规格: 可制件数:1
辅助工具
10 金工 车工 车面镗孔φ96
车床
三爪卡盘
车刀
卡尺
第1页 共1页
定额工时
20
金工
车工
车
210
0.1 0.2
拉面取长15
车床
三爪卡盘
车刀
卡尺
30 金工 辅助工 清洗涂油入库
更改 记录
编
校
制 年月日
对
年月日
审
会
批
核 年月日 签 年 月 日 准
年月日
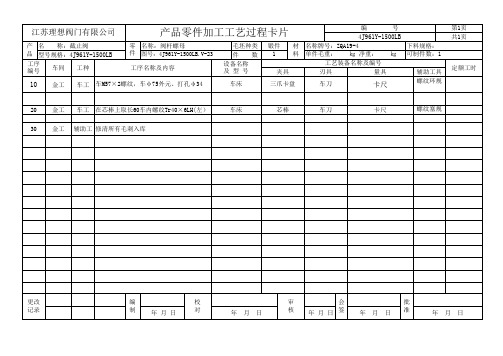
江苏理想阀门有限公司
产品零件加工工艺过程卡片
产 名 称:截止阀 品 型号规格:4J961Y-1500LB
工序 编号
车间
工种
零 名称:压盖 件 图号:4J961Y-2500LB.V-18
工序名称及内容
毛坯种类 件数 设备名称 及型号
车床
锻件 材
1
料
夹具 三爪卡盘
4J961Y-1500LB
名称牌号:A105
单件毛重: ㎏ 净重: ㎏
工艺装备名称及编号
刃具
量具
车刀
卡尺
下料规格: 可制件数:1
辅助工具
共1页 定额工时
20 金工 车工 在芯棒上调面车φ188外元
30
装配
钳工
在钻模上打孔攻丝4-M20,中心距φ150, 打活节肖孔2-φ16,中心高46 中心距150
车床C630
球阀生产流程图
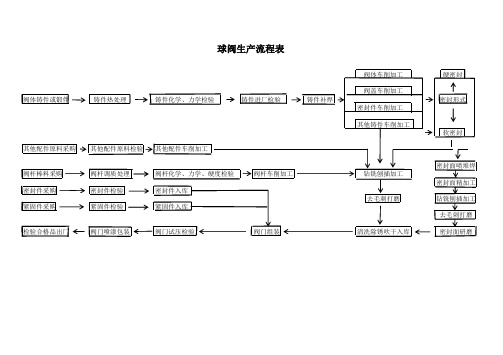
球阀生产流程表
阀体车削加工 硬密封
阀盖车削加工
阀体铸件或锻件 铸件热处理铸件化学、力学检验铸件进厂检验铸件补焊 密封形式
密封件车削加工
其他铸件车削加工
软密封
其他配件原料采购其他配件原料检验其他配件车削加工
密封面喷堆焊阀杆棒料采购阀杆调质处理阀杆化学、力学、硬度检验阀杆车削加工 钻铣刨插加工
密封面精加工密封件采购密封件检验密封件入库
去毛刺打磨钻铣刨插加工紧固件采购紧固件检验紧固件入库
去毛刺打磨检验合格品出厂阀门喷漆包装阀门试压检验阀门组装清洗除锈吹干入库 密封面研磨。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日 期
标记
处数
更改文件号
签 字
日 期
上冶阀门制造
机械加工工艺过程卡片
产品型号
DN100 Q41F-16C
零件图号
100Q41F16C-04
产品名称
球 阀
零件名称
球 体
共1页
第1页
材 料 牌 号
ZCr13
毛 坯 种 类
铸
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工序号
工序
名称
工 序 容
车 间
工 段
设 备
上冶阀门制造
机械加工工艺过程卡片
产品型号
DN100Q41F-16C
零件图号
100Q41F16C-07
产品名称
球 阀
零件名称
限往块
共1页
第1页
材 料 牌 号
Q235
毛 坯 种 类
板 材
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工序号
工序
名称
工序容
车间
工段
设备
工 艺 装 备
工时
夹具
刀具
量具
准终
单件
10
下料
剪
车
CA6140
卡尺
50
划
划两端法兰空钻孔找正线
钳
平台
60
钻
钻左端面法兰孔
钳
Z3050
钻头¢16
卡尺
70
钻
掉头,钻左端面法兰孔
钳
Z3050
钻头¢18
卡尺
80
钳
去掉尖角无刺,铸件表面凸出物
钳
手砂轮
90
检
检查
检
卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
上冶阀门制造
机械加工工艺过程卡片
产品型号
DN100 Q41F-16C
零件图号
100Q41F16C-06
产品名称
球 阀
零件名称
填料压盖
共1页
第1页
材 料 牌 号
WCB
毛 坯 种 类
铸件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工序号
工序
名称
工 序 容
车 间
工 段
设 备
工 艺 装 备
50
划
划两端法兰空钻孔找正线
钳
平台
60
钻
钻左端面法兰孔
钳
Z3050
钻头¢16
卡尺
70
钻
掉头,钻左端面法兰孔
钳
Z3050
钻头¢18
卡尺
80
钳
去掉尖角无刺,铸件表面凸出物
钳
手砂轮
90
检
检查
检
卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
工 艺 装 备
工时
夹具
刀具
量具
准终
单件
10
划
按外圆找正,划孔正线及铣端面线
钳
平台
20
铣
铣左端面至尺寸
铣
X5032
卡尺
30
铣
铣右端面至尺寸
铣
X5032
卡尺
40
铣
铣开口槽至尺寸
铣
X5032
卡尺
50
车
车孔至尺寸
车
C6120
卡尺
60
车
车外圆至尺寸(留量0.1~0.15)
车
专用车库
专用工具
外径千分尺
70
磨
磨外圆至尺寸
磨
专用车床
专用刀具
外径千分尺
90
钳
去除毛刺
钳
100
检
检
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
上冶阀门制造
机械加工工艺过程卡片
产品型号
DN100 Q41F-16C
零件图号
100Q41F16C-03
产品名称
球 阀
零件名称
毛 坯 种 类
铸 件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工序号
工序
名称
工 序 容
车 间
工 段
设 备
工 艺 装 备
工时
夹具
刀具
量具
准终
单件
10
划线
划找正加工线
钳
平台
20
车
夹右端,找正,车左端面各部分尺寸
车
CA6140
卡尺
30
检
检查已加工尺寸
40
车
掉头找正,车右端面各部分尺寸,测量尺寸
车
CA6140
卡尺
签 字
日 期
剪床
20
冲裁成形
冲
冲床
30
去除毛刺
钳
40
检查
检
50
镀锌
镀
外协
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
上冶阀门制造
机械加工工艺过程卡片
产品型号
DN100 Q41F-16C
零件图号
100Q41F16C-01
产品名称
手 动 球 阀
零件名称
阀盖
共1页
第1页
材 料 牌 号
WCB
毛 坯 种 类
铸 件
毛坯外形尺寸
每毛坯件数
每台件数
1
备注
工序号
工序
名称
工 序 容
车 间
工 段
设 备
工 艺 装 备
工时
夹具
刀具
量具
准终
单件
10
划线
划找正加工线
钳
平台
20
车
夹右端,找正,车左端面各部分尺寸
车
CA6140
卡尺
30
检
检查已加工尺寸
40
车
掉头找正,车右端面各部分尺寸,测量尺寸
卡尺
40
检
检查
检
卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
上冶阀门制造
机械加工工艺过程卡片
产品型号
DN100 Q41F-16C
零件图号
100Q41F16C-02
产品名称
球 阀
零件名称
阀 体
共1页
第1页
材 料 牌 号
WCB
阀 座
共1页
第1页
材 料 牌 号
PTEF
毛 坯 种 类
棒料/管材
毛坯外形尺寸
¢130
每毛坯件数
每台件数
2
备注
工序号
工序
名称
工 序 容
车 间
工 段
设 备
工 艺 装 备
工时
夹具
刀具
量具
准终
单件
10
车
装夹,车外圆径及右端面至尺寸
车
C6120
卡尺
20
车
切断
车
C6120
卡尺
30
车
调头装夹,车左端面至尺寸
车
C6120
钳
Z3050
20
车
装夹一端,顶另一端,车外园,平大端面至尺寸
车
C6132
卡尺
30
车
调头,平小端面至尺寸,打中心孔C4
车
C6132
卡尺
40
铣
铣大头平面至尺寸
铣
X5036
卡尺
50
铣
铣小头平面至尺寸
铣
X5036
卡尺
60
检
检查各部尺寸
检
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
工时
夹具
刀具
量具
准终
单件
10
车
四瓜卡盘,装夹,车空外圆至尺寸
车
CA6132
卡尺
20
钻
钻2-¢14至尺寸
钳
Z4020
卡尺
30
检
检查各部尺寸
检
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
上冶阀门制造
机械加工工艺过程卡片
产品型号
DN100 Q41F-16C