台达DTC1000应用案例
台达PLC编程设计实例讲解
台达PLC编程设计实例讲解假设我们有一个饮料自动售货机,需要使用台达PLC来实现其控制逻辑。
该售货机具有以下功能:接收用户选择的饮料种类,将选择的饮料投放到出货口,并且显示剩余数量。
在这个例子中,我们使用台达的PLC编程软件TWINCAT来进行编程设计。
首先,我们需要配置PLC的硬件。
我们需要将输入设备(例如按钮)和输出设备(例如电机)连接到PLC的I/O口上。
这些设备将用于接收用户选择饮料的输入,并且控制饮料的投放和显示剩余数量。
接下来,我们开始进行编程设计。
首先,我们需要定义变量和输入输出端口。
例如,我们可以定义一个整数型变量来表示饮料的种类,用一个布尔型变量来表示按钮的状态,以及一个整数型变量来表示饮料的剩余数量。
我们还需要定义输出端口来控制电机的状态,以及显示剩余数量的设备。
然后,我们需要编写控制逻辑代码。
我们可以使用TWINCAT的类似于Ladder Diagram的编程界面来进行编写。
在这个例子中,我们需要编写一个程序来检测用户的选择,并且根据选择控制电机的状态和显示剩余数量。
我们可以使用IF...ELSE语句来实现控制逻辑。
例如,如果用户选择了饮料A,我们将饮料A对应的值赋给饮料种类变量,将电机状态置为输出,同时显示剩余数量。
如果用户选择了饮料B,我们将饮料B对应的值赋给饮料种类变量,将电机状态置为输出,并且显示剩余数量。
最后,我们还需要添加错误处理逻辑,例如当饮料的数量为零时,我们需要显示“售罄”。
以上是一个简单的台达PLC编程设计实例的讲解。
通过这个实例,我们可以了解到使用台达PLC进行编程的基本步骤和方法。
当然,在实际的工业自动化控制系统中,可能还需要考虑更多的因素,例如安全性、稳定性和可扩展性等。
因此,在进行实际的应用时,还需要结合具体的需求和设备进行更全面的设计和调试。
并条机自动化控制案例

台达机电产品在高速并条机的应用发布:2011-09-05 | 作者: | 来源: lilaohushi | 查看:404次 | 用户关注:摘要:阐述高速并条机原理,台达PLC,人机控制,高速并条机的工艺设计要求和程序概要。
关键词:PLC高速计数条杆检测历史警报1前言棉纺工序关键-并条机能适应纯棉纺、棉型化纤及中长纤维的纯纺与混纺等多种工艺的并合牵伸,以提高棉条长片段均匀度及纤维的伸直平行,使不同质量的纤维在棉条中的混合更均匀。
可用于精梳后一道并条,缩短了流程,具有较好的熟条质量,尤其是降低重量不匀率,改善条干CV值均有明显效果,其质量指标能达摘要:阐述高速并条机原理,台达PLC,人机控制,高速并条机的工艺设计要求和程序概要。
关键词:PLC 高速计数条杆检测历史警报1 前言棉纺工序关键-并条机能适应纯棉纺、棉型化纤及中长纤维的纯纺与混纺等多种工艺的并合牵伸,以提高棉条长片段均匀度及纤维的伸直平行,使不同质量的纤维在棉条中的混合更均匀。
可用于精梳后一道并条,缩短了流程,具有较好的熟条质量,尤其是降低重量不匀率,改善条干CV值均有明显效果,其质量指标能达到相关乌斯特统计值25%水平。
国产新型高速并条机设计速度在600-800m/min或以上,实开车速应达到400m /min,国产新型高速并条机大多为双眼,单眼并条机已研制成功。
2 传动系统2.1主电机可为双速电机,大多均为变频电机,其调速方便、准确,启动平稳,开速时间可调且节电效果明显。
一般电机带电磁制动,制动过程平稳可靠,制动时间≤0.3秒。
2.2牵引系统均用同步齿形带、导条罗拉采用平皮带传动,减少了传动级数,提高了传动精确性、柔韧性和可靠性,稳定了牵伸效果,降低了噪声,能消除由于开关车造成的粗细节,给纺纱质量提供了保证。
2.3主传动齿轮普遍采用斜齿,提高了齿面精度,并置于车头齿轮箱内,实行油浴,减少了保养时间,控制了噪声,增加了使用寿命。
3牵伸机构3.1牵伸形式。
台达PLC的原理与应用(2)
台达PLC原理与应用符号操作数功能CMP比较指令s1s2Ds1指令说明比较参数s2比较参数n比较结果M0CMP K10D10Y0Y0: D10<K10时,Y0=ON;Y1: D10=K10时,Y1=ON;Y2: D10>D10时,Y2=ON符号操作数功能ZCP区间比较指令s1s2Ds1指令说明区间比较的下限值s2区间比较的上限值S 比较值SD比较结果X0ZCPK10K100D0Y0Y0: D0<K10时,Y0=ON;Y1: K0<=D10<=K100时,Y1=ON;Y2: D0>K100时,Y2=ON水塔水位控制当前水位信号K0~K40000~10VDC控制要求:z当水塔剩余水量少于1/4时,打开给水阀开关,进行给水动作;z当水塔水位正常时,正常水位指示灯点亮;z当水塔水位超过上限时,警报指示灯点亮给水阀关闭。
PLC元件元件说明D0水位高度测量值Y0给水阀开关Y1正常水位指示灯Y2水位上限警报灯应用指令-FMOV指令符号操作数功能FMOV多点传送指令SDS 指令说明数据的来源D 目标装置n数据长度nX0FMOVK10D10K5K10K10D10D11D12D13D14K10K10K10K10n=5S D单笔数据多点传送使用PLC控制多台变频器时,有时需要多台变频器运行于统一的频率。
如左图所示,只需要旋转旋钮,即可切换4台变频器的频率切换。
假设4台变频器的频率寄存器分别对应D10,D11,D12,D13。
PLC元件元件说明PLC元件元件说明X1选择0Hz频率X4选择50Hz频率X2选择30Hz频率D10~D134台变频器的驱动频率X3选择40Hz频率应用指令-BMOV指令符号操作数功能BMOV全部传送指令SDS 指令说明数据的来源D 目标装置n数据长度nX0BMOVD0D10K5D10D11D12D13D14n=5D0D1D2D3D4S D应用指令-BMOV指令范例多笔历史数据备份启动停止控制要求:z对待测设备的数据进行记录,将测试数据依次存入D0~D99中。
台达DTC1000C系列温度模块地址设定及温度补偿说明

一、温度模块的地址设定说明1、准备工具(1) 装有DTC调试软件的笔记本电脑一台,图标;(2) 台达DTC1000温控模块及台达DTC2000附属温控模块,如图1-1所示;图1-1(3) 小一字螺丝刀;(4) 24VDC开关电源;(5) USB转RS485通讯线并在笔记本电脑装有该驱动程序;通讯线样式参考如图1-2所示:图1-22、操作步骤(1) 硬件的接线用小一字螺丝刀接线,温控模块按照如下列图2-1所示接线;RS485+ RS485-连接至USB转RS485通讯线上;RS485通讯线的USB口插到笔记本电脑的USB口。
TS1、TS2表示2个K型热电偶传感器,然后送上电源,给温控模块供电。
图2-1(2) 软件操作设定A、在笔记本上点击DTC调试软件图标,翻开温控模块的调试软件如图2-2所示;图2-2软件界面上的这三个图标对温控器的参数设定常用。
B、温控模块的通讯参数侦测在对温控模块进展参数、地址修改之前先侦测温控模块的通讯参数,以确保模块和电脑能进展正常连接通讯。
侦测的通讯参数有波特率、校验位、位长度、停顿位以及通讯格式。
台达DTC1000的温控模块默认的通讯参数是9600kbps、Even、7、E、Ascll码。
点击图标弹出通讯参数侦测窗口,如图2-3所示;图2-3按照下面样例所设的参数进展选择,然后点击侦测通讯协议按钮,如图2-4所示;图2-4翻开侦测通讯协议窗口,对通讯地址、传输速率、位长度、同步位、停顿位、传输格式进展选择,如图2-5、图2-6所示;图2-5图2-6点击“开场〞按钮,软件自动搜索温控模块,搜索到的模块会显示在表格中,如图2-7所示;图2-7点击“关闭〞按钮,关闭窗口回到侦测通讯协议窗口,点击“存储〞按钮。
完成温控模块的通讯协议侦测操作。
C、温控模块的通讯参数地址修改操作在温控模块的软件界面点击,翻开温控器通讯协议设定对话框。
如图2-8所示;图2-8在该画面中,上层是旧的温控模块的通讯协议参数,下面是需要变更的DTC通讯协议参数。
台达伺服定位控制案例
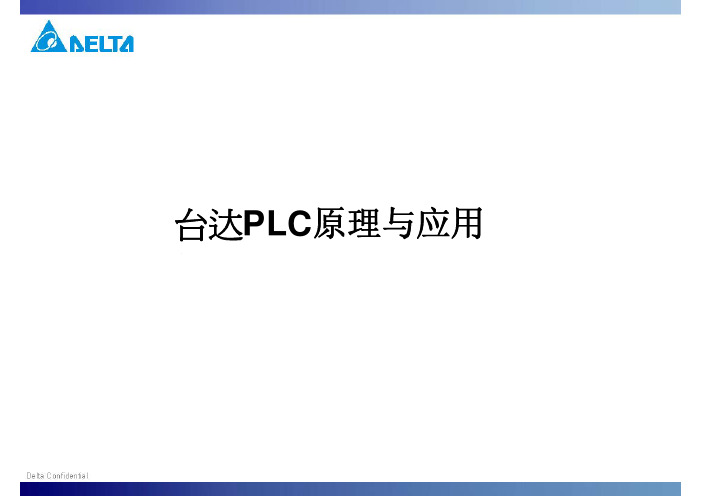
X1Y0脉冲输出Y1正转/反转Y 脉冲清除4DOP-A 人机ASDA 伺服驱动器【控制要求】● 由台达PLC 和台达伺服,台达人机组成一个简单的定位控制演示系统。
通过PLC 发送脉冲控制伺服,实现原点回归、相对定位和绝对定位功能的演示。
● 下面是台达DOP-A 人机监控画面:原点回归演示画面相对定位演示画面绝对定位演示画面【元件说明】【PLC 与伺服驱动器硬件接线图】台达伺服驱动器码器DO_COMSRDY ZSPD TPOS ALAM HOME【ASD-A伺服驱动器参数必要设置】当出现伺服因参数设置错乱而导致不能正常运行时,可先设置P2-08=10(回归出厂值),重新上电后再按照上表进行参数设置。
【控制程序】M1002MOVK200D1343Y7Y10Y11M20M21M22M23M24M1334Y12M1346M11X0X1X3X4X5X6X7M12M13设置加减速时间为 200msY6M10伺服启动伺服异常复位M0M1M2M3M4M1029DZRN DDRVI DDRVI DDRVA DDRVA ZRSTK10000K100000K-100000K400000K-50000K5000K20000K20000K200000K200000X2Y0Y0Y0Y0Y0Y1Y1Y1Y1M1M0M0M0M0M2M2M1M1M1M3M3M3M2M2M4M4M4M4M3M0M4原点回归正转圈10跑到绝对坐标,处400000跑到绝对坐标,处-50000定位完成后自动关闭定位指令执行伺服计数寄存器清零使能反转圈10伺服电机正转禁止伺服电机反转禁止PLC 暂停输出脉冲伺服紧急停止伺服启动准备完毕伺服启动零速度检出伺服原点回归完成伺服定位完成伺服异常报警【程序说明】●当伺服上电之后,如无警报信号,X3=ON,此时,按下伺服启动开关后,M10=ON,伺服启动。
●按下原点回归开关时,M0=ON,伺服执行原点回归动作,当DOG信号X2由Off→On变化时,伺服以5KHZ的寸动速度回归原点,当DOG信号由On→Off变化时,伺服电机立即停止运转,回归原点完成。
仪表台达温控说明书
中达电通公司版权所有1. 输入部分1.1 热电阻输入 11.2 热电偶输入 21.3 模拟量输入 21.4 模拟量定义 32. 输出部分2.1 继电器输输出 42.2 电压脉冲输出 42.3 固态继电器介绍 52.4 模拟量输出控制 52.5 调功调压器简介 62.6 模拟量输出调整 72.7 P 变送的实现 73. 控制方式3.1 PID 控制概念 93.1.1 输出量 93.1.2 P 比例控制念 11 3.1.2 I 积分控制概念 113.1.3 D 微分控制概念 123.1.4 自整定(AT) 13目录V目录3.1.5 自整定原理 133.1.6PID参数微调 143.1.7 阀门,变频器的设定 153.1.8PID双向输出 153.2ONOFF控制 153.3 手动控制 163.4 程序控制 163.5 程序控制原理 193.6DTB程序控制断电保持功能激活 194. 报警输出4.1DTE的报警 214.2 超温报警的定义方法 214.3 加热器断线报警 224.4 程序控制报警 235.RS485通讯5.1DTA通讯 245.2DTB通讯 245.3DTC通讯 255.4 温控器与台达人机通讯范例 265.5 温控器与台达PLC通讯范例 326.DTCOM软件6.1DTCOM软件下载 346.2DTCOM的使用 356.3 单一指令测试 386.4 通过DTCOM软件实现程序规划 387.DTE软件的操作7.1更改DTE主机通讯协议 417.2DTE程序规划设定 428. 恢复出厂值的方法8.1D TA恢复出厂值 438.2D TB系列恢复出厂值 458.3D TC系列恢复出厂值 468.4DTE10T,DTE10P主机恢复出厂值 469. 实际应用案例9.1 塑料挤出机-1 479.2 塑料挤出机-2 489.3 热流道控制系统 509.4 油田数据采集 539.5 中空成型机CT检测功能 55目录目录9.6 真空镀膜生产线 569.7 真空镀膜生产线 6010. 一般故障排除方法10.1 故障代码说明 6210.1.1 输入未接 6210.1.2 输入信号错误 6310.1.3 超出上下限 6310.1.4P值闪烁 6310.2 测量偏差排除方法 6310.3 无输出排除方法 6410.4 按键失灵 6410.5 通讯无法写入 64根导线可任意接。
台达PLC经典案例

台达PLC经典案例案例一:电梯控制系统电梯控制系统是台达PLC应用的一个典型例子。
在电梯的控制系统中,PLC可以用于控制电梯的运行、停止、开关门等动作。
PLC通过接收来自电梯按钮的输入信号来决定电梯的移动方向和运行状态。
当乘客按下相应的按钮时,PLC会根据按钮的信号来判断电梯的当前状态并做出相应的动作。
例如,当乘客按下上行按钮时,PLC会判断当前电梯的位置和运行状态,决定是否向上运行并控制电梯上升。
通过使用台达PLC,电梯控制系统可以实现高效、稳定和可靠的运行。
案例二:包装机控制系统包装机控制系统是另一个台达PLC应用的典型案例。
在包装机控制系统中,PLC可以用于控制包装机的运行、停止、计数等功能。
通过接收来自传感器和其他设备的输入信号,PLC可以根据预设的程序和逻辑来控制包装机的运行。
例如,当传感器检测到待包装物品的到达时,PLC会启动包装机并进行包装操作。
当包装数量达到预设的数量时,PLC会停止包装机,并发送出相应的信号来提醒操作员。
通过使用台达PLC,包装机控制系统可以实现高效、自动化和精确的包装操作。
案例三:生产线控制系统生产线控制系统是另一个台达PLC应用的典型案例。
在生产线控制系统中,PLC可以用于控制整个生产线的运行和协调各个设备的工作。
通过接收来自传感器和其他设备的输入信号,PLC可以根据预设的程序来控制生产线上各个设备的启停、速度调节等操作。
例如,在汽车制造生产线中,PLC可以根据车体的位置和生产进度来决定每个工位的工作内容和工作速度。
通过使用台达PLC,生产线控制系统可以实现高效、连续和精确的生产操作。
总结台达PLC在工业自动化领域有着广泛的应用,上述案例只是其中的一部分。
通过使用台达PLC,可以实现工业设备的自动化和智能化,提高生产效率和质量。
台达PLC的优势在于其稳定性、可扩展性和易于编程的特点,使得其成为工业自动化领域的首选控制器。
台达DTC1000应用案例

HMI及DTC温控器之应用案例一、前言透过此HMI人机界面可直接更改温控器参数设定,并可同时监控其温度曲线及面版灯号图一电脑端DTC COM监控软件画面图二人机端监控画面二、联机架构图三为HMI与DTC之联机示意图,HMI透过RS-485与DTC1000主机联机,一台主机至多可再扩充7台DTC2000从机。
图三联机示意图三、温控器设定DTC温控器是模块化的硬件设计,所以在DTC上并没有按键与显示可使用,因此使用软件设定通讯格式是必要的,DTC软件除了有计算机与温控器的通讯格式设定,更增加控制器通讯格式自动侦测功能,在软件的主画面中点选之后显示通讯设定画面,如图四所示,如果你已经知道DTC所设定的通讯格式,则可在画面中直接设定,如果不知道,则可利用侦测通讯协议的功能自动侦测。
使用软件自动侦测功能,“侦测通讯协定”如图五,选择预侦测的站号范围(16进制),例如11H~20H,则为站号17~32,传输格式ASCI/RTU等等,选择条件愈多,侦测时间愈短。
侦测成功后,通讯地址与格式,显示于表格中,若有5台,则显示5个帐号与格式,用鼠标点侦测成功的帐号(例如:H15),“设定”则显示设定按钮,按设定按钮一次后,主机的通讯格式则可写入计算机对温控器通讯格式的默认值,再按“关闭”一次,回到前一画面,点选“储存”即可。
注:DTC出厂预设通讯协议为9600、7、E、1、通讯地址1。
如果要修改温控器的通讯格式与站号,点选之后显示,画面如图六所示,将欲修改的站号与格式,填入变更通讯协议的表格中,按下“设定”按钮,当数据传输BAR显示为100%,表示设定完成。
在此应用案例中我们将通讯协议设定为RS-485、鲍率38400、<7,E,1>。
图四温控器的联机设定图五自动侦测通讯设定图六变更DTC通讯设定四、人机联机说明本应用案例是以HMI透过RS-485与DTC温控器通讯,图七为HMI系统设定画面,长按HMI面版右下角SYS按钮即可进入此设定画面,透过此画面可设定时间、背光、定位校准、设定等功能,选择画面中央Settings按键,即可进入设定画面,如图八所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HMI及DTC温控器之应用案例
一、前言
透过此HMI人机界面可直接更改温控器参数设定,并可同时监控其温度曲线及面版灯号
图一电脑端DTC COM监控软件画面
图二人机端监控画面
二、联机架构
图三为HMI与DTC之联机示意图,HMI透过RS-485与DTC1000主机联机,一台主机至多可再扩充7台DTC2000从机。
图三联机示意图
三、温控器设定
DTC温控器是模块化的硬件设计,所以在DTC上并没有按键与显示可使用,因此使用软件设定通讯格式是必要的,DTC软件除了有计算机与温控器的通讯格式设定,更增加控制器
通讯格式自动侦测功能,在软件的主画面中点选之后显示通讯设定画面,如图四所示,
如果你已经知道DTC所设定的通讯格式,则可在画面中直接设定,如果不知道,则可利用侦测通讯协议的功能自动侦测。
使用软件自动侦测功能,“侦测通讯协定”如图五,选择预侦测的站号范围(16进制),例如11H~20H,则为站号17~32,传输格式ASCI/RTU等等,选择条件愈多,侦测时间愈短。
侦测成功后,通讯地址与格式,显示于表格中,若有5台,则显示5个帐号与格式,用鼠标点侦测成功的帐号(例如:H15),“设定”则显示设定按钮,按设定按钮一次后,主机的通讯格式则可写入计算机对温控器通讯格式的默认值,再按“关闭”一次,回到前一画面,点选“储存”即可。
注:DTC出厂预设通讯协议为9600、7、E、1、通讯地址1。
如果要修改温控器的通讯格式与站号,点选之后显示,画面如图六所示,将欲修改的站
号与格式,填入变更通讯协议的表格中,按下“设定”按钮,当数据传输BAR显示为100%,表示设定完成。
在此应用案例中我们将通讯协议设定为RS-485、鲍率38400、<7,E,1>。
图四温控器的联机设定
图五自动侦测通讯设定
图六变更DTC通讯设定
四、人机联机说明
本应用案例是以HMI透过RS-485与DTC温控器通讯,图七为HMI系统设定画面,长按HMI面版右下角SYS按钮即可进入此设定画面,透过此画面可设定时间、背光、定位校准、设定等功能,选择画面中央Settings按键,即可进入设定画面,如图八所示。
在图八设定画面中,选择右侧COM2按键即可进入图九通讯设定画面。
图九为通讯设定画面,透过此画面,使用者可以设定更改HMI与温控器的通讯协议,包括通讯模式、鲍率、停止位、资料长度、同位设定等参数。
在此应用案例中我们将通讯协议设定为RS-485、鲍率38400、<7,E,1>。
图七系统设定画面图八设定画面
图九通讯设定画面
五、操作说明
图十为人机界面的开机画面,透过此画面可选择操作语言。
选择语言选择按键可选择界面语言,目前提供繁体中文和英文两种,选择开始可进入DTC的操作画面。
如图十一所示,图十一为主要操作画面,画面主要分为上下两大部分,画面上方为DTC状态显示区,从此部分可实时得到温控器上的数值、灯号及温度曲线图。
画面下方则是参数设定区,参数设定分别为基本参数设定、控制参数设定、以及警报参数设定三个区域,可由参数设定区得到DTC所有参数设定值,并可进行设定,也可利用面版右方的辅助键进行语言之切换(F1-中文、F2-英文)。
在温控器控制参数设定部分,点选控制方式(Control method),可切换四种不同的控制模式,分别为PID、ON/OFF、手动控制(Manual)、及PID程控(Program)。
各种不同的模式设定的人机画面如图十二至十五所示。
而如图十六所示,使用者可利用此子窗口进行程控,包括时间、温度、步骤、循环、连结步骤等参数,以达到程控的目的。
图十DTB HMI开机画面图十一操作画面
图十二PID控制图十三ON/OFF控制
图十五PID程控
图十六PID程序规划。