金属制品有限公司机械设备统一编号规定
食品接触金属制品法规及规范要求
食品接触金属制品法规及规范要求各国制订的金属制品质量安全规范侧重点有所不同,本节对欧、美、日、韩等我国出口产品的主要贸易国及地区的相关要求进行介绍。
由于金属制品种类很多,各国技术规范都未能完全覆盖,本节也介绍ISO标准中的相关要求,当出口国无具体要求时,可以参照相应的ISO标准。
一、ISO标准中的质量安全要求(一)ISO 8442系列标准中对金属餐具的要求ISO 8442《与食品接触的材料和制品刀具和凹形餐具》系列标准是由欧洲标准化委员会(CEN)与国际标准化组织(ISO)“刀具与餐桌和装饰用金属凹形器皿”技术委员会TC186联合制订的,共由8个部分组成,分别介绍如下:1.ISO 8442-1:1997《与食品接触的材料和制品刀具和凹形餐具第1部分:制备食物用刀具的要求》这个标准对预期用于制备食物及就餐的刀具及相关器具(抹刀、分肉叉等)的材料与性能要求作了规定。
对材料的基本要求是:应能使最终制品满足标准规定的性能要求,且在可预见的使用条件下,不得释放有害健康或造成感官性劣变的物质。
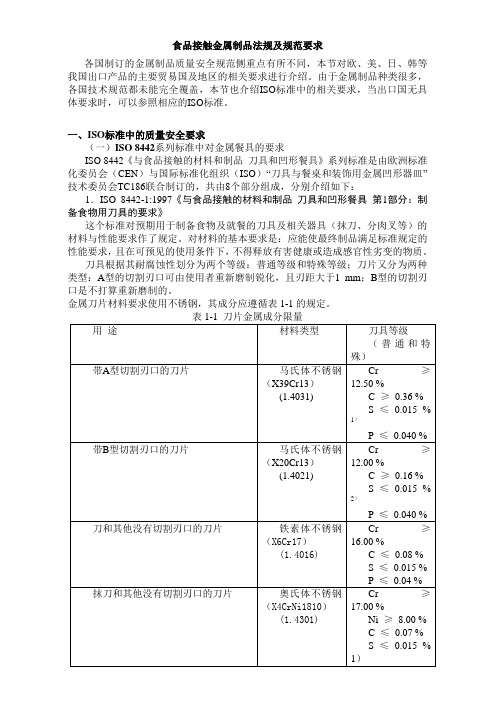
刀具根据其耐腐蚀性划分为两个等级:普通等级和特殊等级;刀片又分为两种类型:A型的切割刃口可由使用者重新磨制锐化,且刃距大于1 mm;B型的切割刃口是不打算重新磨制的。
金属刀片材料要求使用不锈钢,其成分应遵循表1-1的规定。
刀具的非金属部分应由塑料、木塑层压板、浸渍防腐木材或其他能使刀具成品满足标准规定的相关性能要求的合成材料制成。
非金属外表面不应有油漆、清漆或类似涂层,除非这些涂层也能满足标准中的相关性能要求。
ISO 8442-1要求刀具设计应能便于进行清洁处理,以避免污染所制备的食物。
刀具表面不得有鳞片、裂痕、折皱及其他可能导致不适于预期用途的疵点;应具有基本的平直度和匀称性,所有边缘应无披缝、毛刺,刀具坯件的边缘粗糙部分应已除去。
用测隙规测量,刀具零件之间的缝隙不得超过0.3 mm。
ISO 8442-1还规定了刀具的制作结构尺寸,包括刃口形状、包角、厚度等。
公司设备编号原则及管理办法

公司设备编号原则及管理办法有限公司设备编号原则及管理办法永富容器(哈尔滨)有限公司是一家集产、销、售后服务为一体的制罐企业,针对我公司设备种类繁多,型号多样的特点,以及结合公司现已成形的流水线生产作业模式,我们将公司分为多个不同类别的产品生产、加工车间,设备、材料维护加工等车间。
既:冲压车间、制罐车间、印刷车间、机修车间。
根据《设备编号管理办法》规定,以及结合本公司现有特点,我们将永富容器的英文缩写FCP与每个车间名称的第一个开头大写字母组合起来编号。
如:冲压车间FCP-C-01,印刷车间FCP-Y-01,制罐车间FCP-Z-01等。
其中的Z 指未被编入生产线的设备。
针对我公司的生产状况均以流水线作业为主的模式,为了更清晰的了解、掌握每个设备的运行状况,保养状态,我们将车间设备细化到每条线,因此,生产流水线设备按工艺属性分成若干单元,逐个入账,连接部分(传送带、隧道)附属。
既:制罐车间1号线:FCP-Z1-01,2号线:FCP-Z2-01等以此类推,其中Z1,Z2表示一号线,二号线。
印刷一号线、二号线为Y1、Y2。
另外,实验室用字母S表示,既设备编号为:FCP-S-01,机修车间用J 表示,编号为:FCP-J-01等。
由于我公司在生产、管理工作中会涉及到大量的技术文件等,诸如:零件清单、物料请购单、检验标准、管理制度、作业指导书等,将根据公司现有的《程序文件的编号原则》进行编号。
如涉及技术图纸,工程部将自行根据合理方式,有针对性进行编号。
设备及相关文件在制订后将涉及到管理问题,因此我们参照相关办法并制定了如下表单:《文件发放/回收登记表》《文件发放、借阅申请书》《外来文件一览表》《设备变更产品型号流程表》《设备/模具日常维修表》《设备/模具台帐》等加以规范。
注:此《设备编号原则及管理办法》为试行方案,如有不妥之处恳请各位提出批评和建议。
工程部2008年3月10日4.2设备编号4.2.1设备编号的原则4.2.1.1一个编号只能用一次,不管该设备发生任何情况(如调出、报废),该编号保留,不能用其它设备填充。
零部件编号规则

编号/版次:零部件编号规则编制/日期:审核/日期:批准/日期:2010-07-21发布2010—07—21实施北京凯尔斯科技开发有限公司发布1.目的为了确保公司零部件编号、图纸编号的规范,便于查询,特编制本规则.2.范围2.1.本制度规定了公司产品零部件的编号规则。
2.2.本规则适用于本公司采购、生产、供货、试验的所有产品零部件。
3.职责3.1.研发部负责物料编码的规定及编制工作;如果原有物料代码需要变更,研发部负责向相关部门发放更改通知单。
3.2.物控部、生产部、质量部、财务部负责组织实施.4.零部件编号规则零部件编号表达式:○○○○○○○○○○○空格空格空格空格○:表示数字零部件编号说明:○○○○○○○○○○○| | | | || | | | ||| | | || | | | |⑤序列码(排列序号)| | ||| || | ④三级编码(物料特征)|| || | |③二级编码(物料类别)||| | ②一级编码(物料属性)||①产品编号(产品名称)①产品编号(产品名称):只代表公司产品编号,不代表物料其它信息。
如其它产品使用相同一种物料,应以首编产品编号物料码为主.②一级编码(物料属性)功能、性能类别区分码1、产成品——成品整机。
2、半成品——通过零部件加工后的非整机部件(如:焊好元件的电路板、组装完成的电极包、未贴标志的主机等).3、零部件--通过采购或加工后产品所需的全部元器件和零部件。
4、辅助材料-与产品安全、包装、使用等方面有关的材料、资料等(如:包装箱、减震材料、清洁剂、胶粘料等)5、其他—-特殊及杂类部件。
③二级编码(物料类别)1、钣金件—- 通过对标准型材、板材、角钢等金属加工后制成的器件(如:金属机壳、板架、箱盒等).2、机加件——通过车、铣、刨、磨等机械加工制成的器件。
包括金属加工件和非金属加工件等(如:调节阀、工作头、分配器、旋钮等).3、模具件——通过型腔模具制成的器件。
包括玻璃钢件、注塑件、吸塑件等(如:机壳、工作头外壳、面板等)。
钢印标设编号规定

标识方法及移植规定1.总则本规定对企业各种标识编号方法和移植程序作出规定。
2.职责本规定归口技术科,质检等部门配合。
3.标识方法3.1 同型号简单压力容器产品的组批原则(一)组批原则:连续生产时间不超过15天(二)组批数量:对于内直径Di ≤400mm 的,按生产顺序以不超过1000台为一批,对于内直径Di >400mm 的,按生产顺序以不超过500台为一批。
3.2 产品批号方法产品批号由拼音字母XY 及后面数字组成,具体如下:X Y XXXXXX × ×产品批次号产品型号代号,如-A —设计压力0.843.3 样表、样单及报告编号3.3.1 样表、样单及报告表卡编号由表×-××组成、其中×为控制系统拼音字母,××为2位数字(顺序号)。
如C02表示材料系统第2张表卡。
3.3.2 各质控系统拼音字母规定如下:Z —综合表卡、C —材料系统、G —工艺系统、H —焊接系统、S —设备计量系统、J —检验系统。
3.4 材料入库编号3.4.1 材料入库编号由材料代号(拼音字母)和5位数字组成,前2位数字表示年号,后3位数字表示进厂顺序号。
3.4.2 材料代号规定为:B —钢板、HT —焊条、HS —焊丝、HJ —焊剂、WG —外购件、WX —外协件。
如B06001表示2006年第一批进厂的钢板入库编号。
3.5 焊接工艺评定及焊评试板编号3.5.1焊接工艺评定编号为HP 加2位数字(顺序号)组成。
3.5.2 焊接工艺评定试板编号在焊接工艺评定编号后加S 构成。
下料日期,以年月日表示,如070720 单位代号:表示“新耀精”3.6 焊缝编号焊缝编号由焊缝代号A(B、C、D)加一位数字(顺序号)组成。
3.7 材料标识3.7.1 钢板、封头钢板、封头标识应有:名称(牌号)、生产标准、规格、入库编号、日期、检验员确认标记。
3.7.2 焊材(焊条、焊丝、焊剂)焊材标识应有:名称、生产标准、规格型号、入库编号、日期、检验员确认标记以及箱(包、盘)标识。
安全工器具编号原则

安全工器具、电动工器具、手持工器编号原则编号原则规定如下:XX-----XX ----XXX------XXX编写说明:电厂各部门代号用本部门汉语拼音前两个大写字母电厂各部门班组代号: 由各单位自己制定编号原则。
工器具名称代号用工器具汉语拼音前大写字母电力安全工器具编号规范班组所有安全工器具必须统一名称编号,同一类型安全工器具名称编号不能重复,验电器、绝缘棒名称编号应标明电压等级。
接地线编号不分电压等级,编号牌悬挂于接地端。
若500kV、220kV接地线为单相接地式,则编号原则为1-1、1-2、1-3;2-1、2-2、2-3;以此类推(详见编号方式)。
一、安全工器具的编号安全工器具的编号方式:#电压等级—班组内同类安全工器具的顺序号—分序号其中:(一)电压等级:为便于安全工器具的管理,10kV及以上电压等级的接地线、验电器和绝缘制棒(拉闸杆)按电压等级进行分类,参照调度规程有关编号的原则,使用代表电压等级的数字进行编号:500kV用数字“5”;220kV用数字“2”;110kV用数字“1”;35kV用数字“3”;10kV用数字“0”;其他安全工器具不分电压等级,按班组内同类安全工器具的顺序号进行编号。
(二)分序号分序号是指当安全工器具由多个同类的组件组成(如三相接地线的各杆接地操作棒、一双绝缘手套中的每只手套、一双绝缘靴中的每只靴),各组件还要加上代表具体组件的分序号。
二、安全工器具的具体编号方法(一)接地线具体以导线为基准进行编号,其他组件参照基准编号进行编排。
1、接地线的编号(1)导线编号①按安全工器具的编号方式进行编号。
②若500kV、220kV接地线为单相接地式,以每三相为一组进行编号,如:500kV接地线:#51-1、#51-2、#51-3;#52-1、#52-2、#52-3;220kV接地线:#21-1、#21-2、#21-3;#22-1、#22-2、#22-3;……以此类推。
建筑行业机械设备统一编号规定

机械设备统一编号规定一、机械设备编号要求1、编号形式:江苏省苏中建设集团股份有限公司代号区域公司简称合同台帐中工程项目的序号(年份+顺序号)S 鲁X -X X X(设备出厂编号)设备顺序号(两位数)设备名称代号(两位数)设备类别代号(一位数)2、区域公司简称:山东公司:鲁3、设备类别代号:用一位数字表示,规定如下:起重和运输机械一1;混凝土机械一2;钢筋加工机械一3;木工机械一4;土石方机械一5;铆焊设备一6;桩工及水工机械一7;动力和电气装置一8;其它机械(包括装修机械、钣金和管工机械)一9。
4、设备名称代号:用两位数字表示,规定如下:(1)起重和运输机械塔吊01;施工升降机02;龙门架03;井架04;机动翻斗车05;货车06;卷扬机07;叉车08 汽车、轮胎式起重机09;皮带输送机10。
(2)混凝土机械搅拌机01;砼输送泵02;搅拌站03;插入式振动器04;附着式、平板式振动器05。
(3)钢筋加工机械钢筋调直切断机01;钢筋切断机02;钢筋弯曲机03;钢筋冷拉机04;钢筋冷拔机05;钢筋冷挤压连接机06;冷镦机07;预应力钢丝拉伸设备08。
(4)木工机械圆盘锯01;刨板机02;平刨03。
(5)土石方机械轮胎式装载机01;蛙式夯实机02;推土机03;挖掘机04。
(6)铆焊设备交流电焊机01;旋转式直流电焊机02;硅整流直流焊机03;氩弧焊机04;二氧化碳气体保护焊05;等离子切割机06;埋弧焊机07;竖向钢筋电渣压力焊机08;对焊机09;点焊机10;气焊设备11。
(7)桩工及水工机械柴油打桩锤01;振动桩锤02;静力压桩机03;离心水泵04;潜水泵05;深水泵06;泥浆泵07;(8)动力和电气装置空气压缩机01;发电机02;电钻03;电锤04:瓷片切割机05;角向磨光机06;电剪07;射钉枪08。
(9)其它机械砂浆机01;水磨石机02;混凝土切割机03;高压无气喷涂机04;喷浆机05;圆盘下料机06;套丝切管机07;弯管机08。
《商品名称及编码协调制度》

一、《商品名称及编码协调制度》介绍《商品名称及编码协调制度》简称“协调制度”,又称“HS” (The Harmonized Commodity Description and Coding System的简称)。
是指在原海关合作理事会商品分类名目和国际贸易标准分类名目的根底上,协调国际上多种商品分类名目而制定的一部多用途的国际贸易商品分类名目。
1983年6月海关合作理事会(现名世界海关组织)主持制定的一部供海关、统计、进出口治理及与国际贸易有关各方共同使用的商品分类编码体系。
HS编码“协调”涵盖了《海关合作理事会税则商品分类名目》(CCCN)和联合国的《国际贸易标准分类》(SrrC)两大分类编码体系,是系统的、多用途的国际贸易商品今—类体系。
它除了用于海关税则和贸易统计外,对运输商品的计费、统计、计算机数据传递、国际贸易单证简化以及普遍优待制税号的利用等方面,都供给了一套可使用的国际贸易商品分类体系。
HS于1988年1月1 日正式实施,每4年修订1次.世界上已有150多个国家使用HS,全球贸易总量90%以上的货物都是以HS分类的。
在现实工作中,为了适用于海关监管、海关征税及海关统计,需要依据进出口商品的性质、用途、功能或加工程度等将商品准确地归入《协调制度》中与之对应的类别和编号。
二、《商品名称及编码协调制度》的根本构造《协调制度》的主要内容是品目和子目,即代表各种各样商品名称及其规格的列目,2022年版HS的分布于21类、97章(其中77章是空章)中、为使各个品目和子目之间界限清楚,不会发生穿插归类的状况,它在很多类、章下加有注释,有的注释是特地针对某个子目的,叫子目注释。
对于涉及到整个《协调制度》各类、章商品分类的一些规章,《协调制度》将其单独列出,称为归类总规章。
总规章共有6条,作为指导整个《协调制度》商品分类的总原则。
《协调制度》是一部系统的国际贸易商品分类名目,所列商品名称的分类和编排是有肯定规律的。
XXXXX有限公司设备编号规则
XXXXXX热电有限公司设备编号规则1.总则:1.1公司所属生产设备均采用双重编号进行标识。
1.2 电气一次设备双重编号由中文编号和设备代码组成,其它生产设备的双重编号由中文编号和KKS码编号组成。
1.3 KKS编码规则参照设计院提供的《QDG 1-A003-2007 电厂标识系统编码规定》执行。
2.设备中文编号通则2.1 机组编号为1号机、2号机; 1号炉、2号炉。
2.2 属同一机组内的同类设备和系统的编号区分采用大写的A、B、C……(高、低压加热器除外)。
2.3 属两台机组公用的设备编号按1号、2号、3号……。
2.4 编号方向的约定:●对于工艺系统中串联方式排列的同类设备,设备编号按介质流向,由小到大递增(高、低压加热器除外);●当设备编号依位置而定时,从固定端向扩建段,从A排柱向B排柱方向,由东向西,由北向南,顺序编号为A、B、C……或1号、2号、3号……。
●不同高度的同类设备,由低往高按顺序编号为A、B、C……(高、低压加热器及锅炉燃烧器除外)。
2.5 对于锅炉燃烧器,与相应的磨煤机编号相同。
如1号炉A1…A4燃烧器、2号炉B1…B4燃烧器等。
2.6 高、低压加热器编号按相应的抽汽段编号,如1号高加对应1段抽汽。
2.7凝结器分“汽侧”、“水侧”,如1号机凝结器水侧进水蝶阀, 2号机凝结器汽侧出水蝶阀。
2.8锅炉房靠近固定端为A侧,靠近扩建端为B侧;汽机房靠近固定端编号为机端,汽机房靠近扩建端为励端。
3、热机主、辅设备中文编号细则3.1主设备的中文编号:主设备由固定端向扩建端的排列顺序编号,编为1号、2号…,中文编号如: 1号汽轮机、2号汽轮机, 1号锅炉、2号锅炉。
3.2辅助设备中文编号:3.2.1单机多台同样功能辅助设备的中文编号为“机组号+英文字母编号+设备名称”,如: 1号机汽动给水泵分别为1号机A汽动给水泵、1号机B汽动给水泵, 2号炉磨煤机分别为2号炉A磨煤机、2号炉B磨煤机、2号炉C磨煤机、2号炉D磨煤机等。