南兴电脑裁板锯NP330电路图
联想机箱主板针角接线图(全)
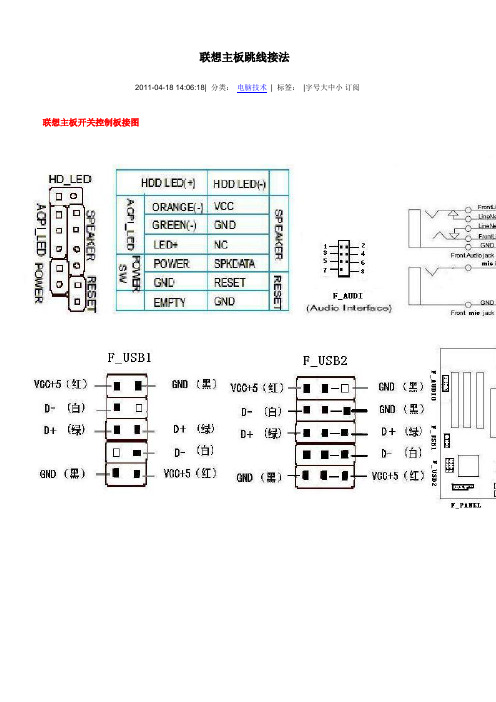
联想主板跳线接法2011-04-18 14:06:18| 分类:电脑技术| 标签:|字号大中小订阅联想主板开关控制板接图F usb1 实例图示及对应接线图:F usb2 实例图示及对应接线图:F usb3 实例图示及对应接线图:联想主板13针前置音频实例图示及对应接线图:联想最新的主板和老一些的主板的音频接口都是联想自己的标准老款是7针的音频.新款是13针的音频相关图片: 老式的就不截图了下面看看现有普通机箱的音频线大概有几类普通散装7针接线L 整套的7针音频线普通散装7针接线标示不一样的图片那么我们怎么用普通机箱来完成联想音频的前置问题1先说普通7针的接法联想G31主板接口定义及准系统装置现市场上各种机箱的前置音频面板接线大概分为4种:标准7线接口、简化7线接口、5 线接口、4线接口。
对于5线、4线接口的面板,由于制造不符合标准,即使连接以后也不能组成正常的回路,后置无法正常发声的;对于这种面板的接法,由于无法实现前后置音频都能正常发声,这里就不说了。
看看现在市面上,一般机箱音频线的标示:BIOSTAR 两种前置音频接口和对应的接线方法:第一种、14针接口标准7线接法:1----MIC IN 2-----GND3----MIC POWER 4-----不接5----LINE OUT FR 6----- LINE OUT RR 7----不接8-----空9----LINE OUT FL 10---- LINE OUT FR 11---12闭合13-14闭合简化7线接法:1---Mic IN 2---GND3---MIC Bias 4----不接5---SPKOUT-R 6---SPKOUT-R7----不接8----空9----SPKOUT-L 10----SPKOUT-L11---12闭合13-14闭合第二种、10针接口前置音频接口位置如下图:注意:用户将连接器连接PC前置音频输出时,此时后置音频无输出!补充二:前置USB接口现在电脑的机箱大多数都有前置USB接口,在这个USB设备日渐丰富的年代,这极大地方便了我们。
FP-DI-330操作说明书

亮点1.8个数字输入通道2.通用输入,工作电压自5V TTL至250VDC/VAC3.源,耗,或电源感应应用兼容4.开关LED指示5.3000V输入输出隔离6.250V安全工作电压双隔离7.工作温度范围:-40℃至+70℃下概述FP-DI-330 是FieldPoint的带有8个通用数字输入的数字输入模块,FP-DI-330可用于耗,源,或电源感应应用,兼容电压从5V至250VDC/VAC。
热拔插性能,安全隔离,通用输入范围,以及开关状态指示确保安装和维护极为方便。
通过本资料可了解FP-DI-330的安装,性能和特性。
更多有关通过网络设置和访问FP-DI-330的信息,请阅读与FP-DI-330一起使用的FieldPoint 网络模块的用户手册。
模块安装FP-DI-330是安装在FieldPoint 端子底板(FP-TB-XX)上的。
因为具有热拔插性能,可以把FP-DI-330装到带电的端子底板上,而不影响其它模块和端子底板的运行。
FP-DI-330从端子底板上接受工作电源。
请参照图1,按如下步骤安装FP-DI-330:1.把端子底板键滑动至X位置(用于任何模块)或3位置(用于FP-DI-330模块)。
2.把FP-DI-330的定位槽对准端子底板的导向轨。
3.把FP-DI-330按压进端子底板。
当模块固定到位时,端子底板的锁钩锁到位。
现场接线端子底板供给每个输入通道以及现场装置外部供电的连接。
每个通道可接为使用源或耗输出设备,或感应电源是否加到负载上。
图2显示这些基本接法的例子。
通过连至端子底板的V和C把外部电源接给现场设备。
每个通道都有两个输入端子,Ina和INb,一个公共端,COM (内部连至C端子);和一个电源端子Vsup(内部连至V端子)。
表1列出每个通道信号的端子分配。
通用输入电路FP-DI-330的通用输入由带限流短路的双向光电隔离器组成。
每个通道有两个信号输入端,Ina和INb,可以互换。
XingLiDa方料成型机电路图

YV20 Y111 2#小搅拌下料门关
KM25 Y42 3#小搅拌树脂搅拌 YV21 Y112 3#小搅拌树脂阀
KM26A Y43 花色转角带正转
YV22 Y113 3#小搅拌下料门开
KM26B Y44 花色转角带反转
YV23 Y114 3#小搅拌下料门关
KM27A Y45 花色长输送带正
YV24 Y115 1#压头上升
KM101 Y7 柱塞泵
B46 Y57 2#小搅拌段速A
KM1 Y10 液压站
B47 Y60 2#小搅拌段速B
KM2 Y11 液压冷却循环泵
B51 Y61 3#小搅拌变频器正转
KM3 Y12 振动先导泵
B56 Y62 3#小搅拌段速A
KM4 Y13 冷却塔水泵
B57 Y63 3#小搅拌段速B
KM5 Y14 液压和压头冷却水泵 V3 Y64 柱塞泵卸荷阀
YV5 Y72 压料室端门上升
KM12 Y23 2#罗茨泵(搅拌布料室) YV6 Y73 压料室端门下降
KM13 Y24 3#罗茨泵(搅拌布料室) YV7 Y74 下料门开启
KM14A Y25 顶门开启
YV8 Y75 下料门关闭
KM14B Y26 顶门关闭
YV9 Y76 布料车上升
KM15A Y27 出料小车运行
SB1 X7 布料端门控制盒急停 SB2 X10 布料小车前进 SB3 X11 布料小车后退 SB4 X12 模具上升 SB5 X13 模具下降 SB6 X14 布料端门上升 SB7 X15 布料端门下降 SB8 X16 中门上升 SB9 X17 中门下降 SB10 X20 压料小车前进 SB11 X21 压料小车后退 SB12 X22 模具上升 SB13 X23 模具下降 SB14 X24 压料端门上升 SB15 X25 压料端门下降 SB16 X26 压头上升 SB17 X27 压头下降 SB18 X30 压料端门控制盒急停 SB19 X31 搅拌顶急停 SB20 X32 搅拌停止 SB21 X33 搅拌启动 SB22 X34 树脂阀开启 SB23 X35 主搅拌树脂搅拌启动 SB24 X36 顶门开启 SB25 X37 顶门关闭 SB26 X40 抽油泵启/停 SB27 X41 加油泵启/停 SB28 X42 水泵启/停 SIG X43 加油信号 SA1 X44 手动/自动 CJ1 X45 总电子称量程 CJ2 X46 主搅拌电子称量程 SQ1 X47 布料小车原位
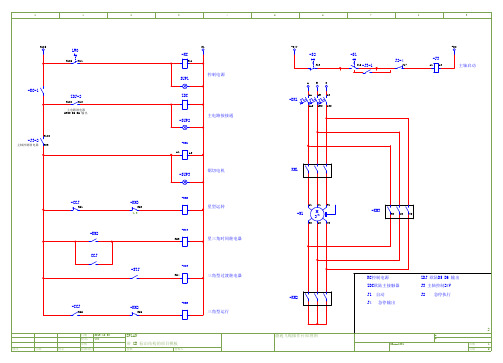
盛通飞锯
-
-
4Байду номын сангаас
5
6
7
8
9
手动夹紧
说明:1 PW是电源正极,只有在自动和没有急停状态才能输入到固态板112# 2 JJA JLJ 是负极输入 3 D5 D6 是续流二极管 4 洛锯只有主轴旋转才能洛锯 5 短尺、模拟、自动一定要开测量
手动洛锯
-DT1
A2 A1
-LD4 -R7 -D3
-LD3 -R8
-D4
105
-S1 J15 -J3-1
J2-4
J17
-D0
-J3
A1 A2
主轴启动
KM1
U1 V1 W1
-M1
M 3~
W2 U2 V2
-KM3
W2 U2 V2
-KM2 盛通飞锯操作台原理图
KC控制电源 ZDC欧陆主接触器 J1 自动 J4 急停输出
ZDJ 欧陆D5 D6 输出 J3 主轴控制24V J2 急停执行
= + GB_tpl001
2
页数
1
页数
5
0
1
2
3
4
5
6
7
8
9
飞锯说明
1 在自动状态J1吸合,2219是模拟信号-10V/10电压
LA LB LC
主
-DK2
-TC1
回
隔离变压器
路
LA1 LB1 LC1
辅助电源
通
K108 K109
急
主
停
回
路
断
2 在手动状态J1断开,手动从A4给定 3 直流电机反馈信号为差动信号,要返回计算机 4 手动从A4l输入,自动从A3输入.手动J1断开
YuanDa方料成型机电路图

方料成型机
DB320X160
(远达 3#方料机电路图)
JBX0-电源输入及照明输出 12345678
R S T N N N 1L 1L
YuaDa 主控制柜端子接线排
2 1
2 1
JBX1-柱塞泵动力柜
123456 7
711 X0 X1 906 907 N1 L4
KM101 KM201
SQ布 27 SQ布 28 S位 Q2布9 S位 Q3布0
料
料
料
料
端
端
门
门
门
门
保
保
上
下
险
险
限
限
开
复
SQ中 33 SQ中 34
门
门
保
保
险
险
开
复
位
位
SQ压 35 SQ压 36 S位 Q3压7 S位 Q3压8
料
料
料
料
端
端
门
门
门
门
保
保
上
下
险
险
限
限
开
复
16 1 2 3 4
+24V X124 X125 +0V +24V
树
树
搅
搅
搅
色
色
输
输
料
料
脂
脂
脂
脂
脂
脂
色
脂
脂
脂
脂
拌
拌
拌
转
转
送
送
小
小
泵
搅
泵
搅
泵
搅
液
CV330A安装维修资料

精心整理CV330A安装、维修资料一、控制柜保险说明1、保险排序1F-11F-21F-32F-12F-22F-4F-1F-2F-38F-18F-28F-33FA3FB●●●●●●●●●●●●●●2、保险说明保险丝额定信号名内容必须1F-1 1A PC1A 安全回路用●1F-2 3A PC1B 门机调速盒—1F-3 3A PC1C 控制柜AVR电源●2F-1 3A P24A PU、I/O基板电源●P24H 呼梯电源—2F-2 5A/10A2F-4 3A P24C 操纵盘、平层开关、门光电开关—F-1 10A RBKFA 抱闸电源(吸合用)●F-2 10A TBKHA 抱闸电源(公共用)●F-3 5A TBKFHA 抱闸电源(保持用)●8F-1 2A R2X(R3) PB-IPM200A基板电源、BCU基板电源●8F-2 2A T2X(T3) PB-IPM200A基板电源、BCU基板电源●8F-3 2A S2X(S3) PB-IPM200A基板电源●3FA 3A R200M AC220V照明电源—3FB 3A T200M AC220V照明电源—注:1.●为走慢车必须安装保险,—为走慢车必须拆除保险。
上述带—保险除3FA、3FB可安装上外,其他保险必须拆除,否则在安装过程中操作不当易造成PU、I/O、及操纵盘基板烧毁。
2.高层及带停电平层的电梯会增加1F-5、2F-5、2F-3等保险二、安全回路说明1、端子排符号排序PC1CNCNCNCNCP24AP24AP24AP24ANC2….NC2共8个KNORR201T201NCBKCA2A7A10A11DCHDCCCDLS2、安全回路封线解析PC1C-A2:机房急停(CCS)、底坑急停两个(1KS1,1KS2)A2-A7:轿顶急停(2KS)、安全钳开关(SOLS)A7-A10:上极限(2LS)、下极限(1LS),轿厢缓冲器开关(BUFS1),对重缓冲器开关(BUFS2),涨绳轮开关(GRS)A10-A11:限速器开关(SLS)A11-HDC:厅门联锁(20+NLS)HDC-DCR:轿门联锁(GLS)三、走慢车封线1、试运行慢车:①机房打检修②PC1A与A11封③门联锁短封钥匙扳到封闭一侧④CNH1-1(DNLS)、CNH1-2(UPLS)、KNOR与E(地线)短封⑤正确接上码盘线BP5A\BN5A\\PNS\DNS\ZN S⑥接上抱闸线B1,B2⑦插上CNMB插子(抱闸微动开关)CNM12温控开关2、电机线及码盘线接法面对曳引轮右转电梯轿厢上升面对曳引轮左转电梯轿厢上升电机U—UV—VW—W U—WV—VW—UBP5A BP5A BP5ABN5A BN5A BN5APNS PNS DNSDNS DNS PNSZNS ZNS ZNS注:现场安装发现电梯反向的,将U和W调换一下,同时将PNS和DNS调换,方向即改过来了。
SanLi方料成型机电路图
广东省佛山市南海翔云机械有限公司方料成型机DB320X160(三利1#机版电路图)X0报警扫描输入1SB30X503#小搅拌急停SQ35X120压料端门上限SQ47X1704#小搅拌下料门开限X1报警扫描输入2SB31X511#小搅拌树脂阀开/关SQ36X121压料端门下限SQ48X1714#小搅拌下料门关限X2报警扫描输入3SB32X522#小搅拌树脂阀开/关SQ37X122压料门保险开位X172X3报警扫描输入4SB33X533#小搅拌树脂阀开/关SQ38X123压料门保险复位X173X4报警扫描输入5SB34X54布料室急救按扭SQ39X124顶门开限位X174X5报警扫描输入6SQ1X55布料小车上限1SQ40X125顶门关限位X175SB1X6布料端门控制盒急停SQ2X56布料小车下限1CJ5X1263#小搅拌电子称量程X176SB2X7布料小车前进SQ3X57布料小车上限2CJ6X1274#小搅拌电子称量程X177SB3X10布料小车后退SQ4X60布料小车下限2SB36X1301#小搅拌开/停SB4X11布料小车上升SQ5X61布料小车原位SB37X1312#小搅拌开/停SB5X12布料小车下降SQ6X62布料小车下料位后SB38X1323#小搅拌开/停SB6X13布料端门上升SQ7X63布料小车下料位SB39X1331#小搅拌下料门开SB7X14布料端门下降SQ8X64布料小车下料位前SB40X1341#小搅拌下料门关SB8X15SQ9X65下料门上限SB41X1351#小搅拌下料门停SB9X16SQ10X66下料门下限SB42X1362#小搅拌下料门开SB10X17中门上升SQ11X67下料门开限SB43X1372#小搅拌下料门关SB11X20中门下降SQ12X70下料门关限SB44X1402#小搅拌下料门停SB12X21压料小车前进SQ13X71布料小车压料位SB45X1413#小搅拌下料门开SB13X22压料小车后退SB35X72压料室急救按扭SB46X1423#小搅拌下料门关SB14X23压料小车上升SQ14X73压头上限SB47X1433#小搅拌下料门停SB15X24压料小车下降SQ15X74脚仔开位1SB48X1441#小搅拌树脂搅拌开/关SB16X25压料端门上升SQ16X75脚仔开位2SB49X1452#小搅拌树脂搅拌开/关SB17X26压料端门下降SQ17X76脚仔复位1SB50X1463#小搅拌树脂搅拌开/关SB18X27压头上升SQ18X77脚仔复位2SB51X1471#小搅拌树脂泵开/停SB19X30压头下降SQ19X100脚仔复位3SB52X1502#小搅拌树脂泵开/停SB20X31压料端门控制盒急停SQ20X101脚仔复位4SB53X1513#小搅拌树脂泵开/停SB21X32搅拌顶急停SQ21X102压料小车压料位SQ41X1521#小搅拌下料门开限SB22X33搅拌停止SQ22X103压料小车上限1SQ42X1531#小搅拌下料门关限SB23X34搅拌启动SQ23X104压料小车下限1SQ43X1542#小搅拌下料门开限SB24X35输送带启/停SQ24X105压料小车上限2SQ44X1552#小搅拌下料门关限SB25X36加油泵1启/停 SQ25X106压料小车下限2SQ45X1563#小搅拌下料门开限SB26X37加油泵2启/停SQ26X107压料小车原位SQ46X1573#小搅拌下料门关限SB27X40水泵启/停SQ27X110布料端门上限SB54X1604#小搅拌急停SA2X41手动/自动SQ28X111布料端门下限SB55X1614#小搅拌开/停CJ1X42总电子称量程SQ29X112布料门保险开位SB56X1624#小搅拌树脂泵开/停CJ2X43主搅拌电子称量程SQ30X113布料端门保险复位SB57X1634#小搅拌树脂搅拌开/关CJ3X441#小搅拌电子称量程SQ31X114中门上限SB58X1644#小搅拌树脂阀开/关CJ4X452#小搅拌电子称量程SQ32X115中门下限SB59X1654#小搅拌下料门开SB28X461#小搅拌急停SQ33X116中门保险开位SB60X1664#小搅拌下料门关SB29X472#小搅拌急停SQ34X117中门保险复位SB61X1674#小搅拌下料门停Y0报警扫描输出1YV5Y503#小搅拌下料门开YV45Y1201#放真空压机Y1报警扫描输出2YV6Y513#小搅拌下料门关YV46Y1211#抽真空压机Y2报警扫描输出3YV7Y52布料室端门上升YV47Y1222#放真空布料室Y3YV8Y53布料室端门下降YV48Y1232#抽真空布料室Y4YV9Y54中门上升Y124中门上限指示Y5YV10Y55中门下降Y125布料小车下限指示KM101Y6柱塞泵1YV11Y56压料室端门上升Y126压料小车下限指示KM201Y7加力阀YV12Y57压料室端门下降Y127小车压料位指示KM0Y10液压站YV13Y60下料门开启B31Y1301#小搅拌运行KM1Y11液压冷却循环泵YV14Y61下料门关闭B41Y1312#小搅拌运行KM2Y12振动先导泵YV15Y62布料小车上升B51Y1323#小搅拌运行KM3Y13水泵YV16Y63布料小车下降KM19Y1331#小搅拌树脂泵KM4Y14加油泵1YV17Y64压机小车上升KM20Y1341#小搅拌树脂搅拌KM5Y15加油泵2YV18Y65压机小车下降KM21Y1352#小搅拌树脂泵KM301Y161#真空泵(压室)YV19Y66端门卸荷阀KM22Y1362#小搅拌树脂搅拌KM401Y172#真空泵(布料室)YV20Y67顶门充气KM23Y1373#小搅拌树脂泵KM501Y203#真空泵(备用)YV21Y70布料室端门充气KM24Y1403#小搅拌树脂搅拌KM6Y211#罗茨泵(压室)YV22Y71中门气胎KM25Y141小搅拌液压站KM7Y222#罗茨泵(布料室)YV23Y72压料室端门充气YV49Y1421#小搅拌树脂阀KM8Y233#罗茨泵(备用)YV24Y73布料室端门保险开启YV50Y1432#小搅拌树脂阀KM9A Y24顶门开启YV25Y74布料室端门保险复位YV51Y1443#小搅拌树脂阀KM9B Y25顶门关闭YV26Y75中门保险开启KM26Y1454#小搅拌树脂泵KM10Y26搅拌波箱循环泵YV27Y76中门保险复位KM27Y1464#小搅拌树脂搅拌KM11Y27总树脂泵YV28Y77压料门保险开启YV52Y1474#小搅拌树脂阀KM12Y30加油泵冷却水泵YV29Y100压料门保险复位YV53Y150主搅拌下料门上升KM13Y31主搅拌树脂泵YV30Y101主搅拌树脂阀开YV54Y151主搅拌下料门下降KM14Y32主搅拌树脂搅拌YV31Y102主搅拌树脂阀关YV55Y152小搅拌液压卸荷阀KM15Y33主搅拌波箱冷却YV32Y103脚仔开启B61Y1534#小搅拌运行KM16A Y342#带正转YV33Y104脚仔复位YV56Y1544#小搅拌下料门开KM16B Y352#带反转YV34Y105压头上升1YV57Y1554#小搅拌下料门关KM17A Y361#输送带正YV35Y106压头下降1Y156紧急呼叫KM17B Y371#输送带反YV36Y107压头上升2Y157报警指示KM18A Y40压料小车运行YV37Y110压头下降2KM18B Y41布料小车运行YV38Y111压头上升5B21Y42小车变频器正转YV39Y112压头下降5B22Y43小车变频器反转YV40Y113压头上升6YV1Y441#小搅拌下料门开YV41Y114压头下降6YV2Y451#小搅拌下料门关YV42Y115主缸上升34YV3Y462#小搅拌下料门开YV43Y116主缸下降34YV4Y472#小搅拌下料门关YV44Y117真空共用阀123456789ABCDE987654321EDC B AJXB1JXB2JXB3JXB4JXB5JXB6JXB7JXB8JXB9JXB10JXB11JXB12JXB13JXB14JXB16JXB17JXB0接线端子排接线端子排单位名称 单位地址图 名 图 号版 本 号 日 期 绘 图翔云机械有限公司佛山市南海区平洲夏东二洲工业区1#柜:主控制柜内部布局201208FL32027-Aug-2012邝敬培 设 计 页 码3JXB151000W变压器3+1接触器350W开关电源150W开关电源75W开关电源放大器80EH PLC48HP 扩展148HP 扩展24DA模块114只DC24V中间继电器48HP 扩展3JXB18JXB19ABCDEEDCBA KA0KA1Y0Y10VQF2QF3QF4QF5X3X4X5X0断路器辅助触点C12S/SX0X1X2X3+24V台达PLCKA2Y2711712713714热继辅助触点热继及断路器辅助触点断路器辅助触点X4X5QF0QF1X1X2QF8QF9QF10QF11QF6QF7QF14QF15QF16QF12QF13X3X4X5X0X1X2X3X4X5X0X1X2X3X4X5X0X1X2711712713714顶门液压站水泵搅拌风扇总树脂搅拌主树脂泵加油泵1总树脂泵1#罗茨泵2#罗茨泵先导泵加油泵2输送带3#罗茨泵上模平台循环泵1#柱塞泵2#真空泵2#柱塞泵1#真空泵3#真空泵小车变频器搅拌变频器711712713714JXB6AJXB6AJXB6BJXB6BKA0KA1KA2KA2KA2KA1KA2KA1KA2KA2KA1KA2KA0KA2715716717718QF17QF20QF21QF22QF18QF19X3X4X5X0X1X2715QF23QF26QF27QF28QF24QF25X3X4X5X0X1X2716X3X4X5X0X1X2717715716717701702704705706708主树脂搅拌主树脂摆动小车1#树脂泵1#树脂搅拌2#树脂泵2#树脂搅拌3#树脂泵3#树脂搅拌花式液压站4#树脂泵空4#树脂搅拌1#搅拌机2#搅拌机3#搅拌机断路器辅助触点断路器辅助触点变频器异常输出FR1FR2FR3FR4FR5FB1FB2FB3FB4FB5KA151KA152虚线内为动力柜内断路器、热继、变频等接点FB64#搅拌机ABCDEEDCBAHL09HL02HL03HL04HL05HL06HL07HL08HL10HL11HL12HL13HL14HL15HL16HL17HL18HL19HL20HL21HL22HL23HL24HL25HL26HL27HL28HL29HL30HL31HL32HL33HL34HL35HL36HL37HL38HL39HL40HL41HL42HL43HL44HL45HL46HL47HL48HL49R2R3R4R5R6R7R8R9R10R11R12R13R14R15R16R17R18R19R20R21R22R23R24R25R26R27R28R29R30R31R32R33R34R35R36R37R38R39R40R41R42R43R44R45R46R47R48R49+24V HL02HL03HL04HL05HL06HL07HL08HL09HL10HL11HL12HL13HL14HL15HL16HL17HL18HL19HL20HL21HL22HL23HL24HL25HL26HL27HL28HL29HL30HL31HL32HL33HL34HL35HL36HL37HL38HL39HL40HL41HL42HL43HL44HL45HL46HL47HL48HL49搅拌运行搅拌停止柱塞泵1运行2#真空泵运行中门气胎充气搅拌端门气胎充气压机端门气胎充气顶门气胎充气主气缸1/2上升主气缸1/2下降主气缸5/6上升主气缸5/6下降2#真空泵放真空液压站柱塞泵2运行1#真空泵运行1#真空泵放真空主气缸3/4上升主气缸3/4下降搅拌小车原位小车下料前小车下料后小车下料位小车压料位布料端门上升到位布料端门下降到位压料端门上升到位压料端门下降到位顶门开启顶门关闭落料门开启落料门关闭布料端门保险复位布料端门保险开启压料端门保险开启压料端门保险复位搅拌模具上限搅拌模具下限压机模具上限压机模具下限中门上升到位中门下降到位中门保险开启中门保险复位压料小车原位压头上限面板图编号:面板图编号:123456789101112131415161718192021222324252627282930353637383940414243444546474849(参考面板编号图)(参考面板编号图)X110X111X120X121X124X125X67X70X112X113X122X123X55 X57X103 X105X115X116X117X107X73JXB17-1KA26KA6KA17KA71KA70KA72KA67KA105/107KA106/110KA111/113KA112/114KA122KA10KA7KA16KA120KA115KA116KA126KA124KA26X61X64X62X63KA125空空DC+0VDC+24V+0VDC+0VDC+0VDCKA127ABCDEE DCBA 棕:+24V蓝:24V -黑: - 信号棕:+24V蓝:+0V黑: - 信号棕:+24V 蓝:(+0V)黑: - 信号棕:+24V蓝:+0V黑: - 信号X103+0VX104上限下限串接并接X20-V+0V +24V 棕:+24V蓝:24V -黑: - 信号棕:+24V蓝:+0V黑: - 信号棕:+24V蓝:(+0V)黑: - 信号棕:+24V蓝:+0V黑: - 信号X105+0VX106上限下限串接并接X20-V+0V +24VX104+0V +24V X106+0V +24V 棕:+24V蓝:+0V黑: - 信号+24V +0V X107棕:+24V蓝:24V -黑: - 信号棕:+24V蓝:+0V黑: - 信号棕:+24V蓝:(+0V)黑: - 信号棕:+24V蓝:+0V黑: - 信号X55+0VX56上限下限串接并接X20-V+0V+24V 棕:+24V蓝:24V -黑: - 信号棕:+24V蓝:+0V黑: - 信号棕:+24V蓝:(+0V)黑: - 信号棕:+24V蓝:+0V黑: - 信号X57+0VX60上限下限串接并接X20-V+0V+24VX56+0V +24V X60+0V +24V 棕:+24V蓝:+0V黑: - 信号X61布料车原位压料车原位SQ1SQ1SQ2SQ2SQ3SQ3SQ4SQ4SQ5SQ22SQ22SQ23SQ23SQ24SQ25SQ24SQ25SQ26布料小车布料小车。
并励直流电动机的基本控制线路
L
KM3
KM6
KM7
KA RB
R1 SB3
KM3
R2 SB1
KM1
KV KM1
KT1 KM1
KM2
KM2 KM2 KM3 KM1 KM4 KM2 KM5
按下SB1 KM1线
KM2 KM1
M
SB2 KM5 KM4
圈得电
KT2
KM2 KM1 KV
KM1 KM2
I<
KA
KM1
KM2
KM3
KM4
KM5 KT1 KT2 KM6 KM7
KM1 KM2 KA
KT1 KT2KM3 KM4
QF L+ L
KT2瞬时断 开延时闭 合触头闭 合
并励直流电动机能耗制动原理
KM2 KM1
KA
SB2 SB1 KA1
KV A
KM1
M
V KM1
KM4
R
U<
RB
RB R1
KM1
I<
KM3
R2 KM1
KM1 KT1 KT2
KM1 KM2 KA
KT1 KT2KM3 KM4
头延时闭合, KM2 KM1
KM7线圈得
M
电
KM7触头闭
合
切除全部电
KV
阻
电动机继续 KM1 KM2 I< 启动
全速运行
KM1
KM1
SB2 KM5 KM4 KM2 KM1
KA
KM1
KM2
KM3
KM4
KM2 KM2 KM3 KM1 KM4 KM2 KM5
KT1 KM1 KM2
KT2
KM5 KT1 KT2 KM6 KM7
锯切轧件自动控制系统
锯切轧件自动控制系统摘要:锯切轧件自动控制系统作为锯切加工中的主要组成部分,采用先进的可编程控制与诊断技术和电气控制技术相结合的方式来实现钢材的自动加工。
本文介绍了该锯切机的工艺流程、工艺要求,并给出了控制系统硬件配置图和程序流程图。
该锯切机采用西门子S7-300为控制器,使型材锯切过程的自动化程度高,锯切控制系统性能稳定,可显著提高工件加工的精确度。
关键词:锯片定尺切割轧制PLC控制由于锯切轧件产品随着市场需求的增加、钢材断面质量要求的提高,同时老式的锯切设备锯切速度低,工作环境差,工人劳动强度大,由于设备及锯片等方面的原因,经常出现型材断口切斜、毛刺飞边超标等质量问题,锯片单次锯切寿命较低(平均300t以下),造成停机换片频繁,严重地影响了轧制生产的连续性。
另外,锯片在使用过程中还经常出现糊齿、裂纹等现象,既影响生产效率,也给生产现场的安全带来了一定隐患。
本文介绍的锯切机是用以取代生产效率较低的老式控制系统锯切型材设备,使锯片锯切寿命和锯切质量都有了很大提高。
一、工艺流程锯切是在轧钢过程中的一个收尾环节。
首先钢坯由入炉辊道经过上料台送入步进式加热炉。
加热炉采用煤气作为燃料。
根据坯料的性能、种类要求的不同,调节炉内煤气的流量使坯料由进炉到出炉这一过程达到所要求的轧制温度。
红色的坯料经过出炉辊道到达轧机,轧机在这里属于第一道轧制工序。
调换不同孔型的轧辊及调节轧辊之间的距离,使得坯料达到预先的形状、大小完成开坯的工作。
有的钢体原材料由于硬度高,在轧制过程中又损失一部分热量,易造成钢头的裂纹,影响到钢的轧制质量。
为了消除这种影响,在轧机后安置了切头剪。
以上的开坯准备工作完成后,轧件达到了往复式WF轧机。
这种轧机采用了水平安装平、立、平、立、平,五个轧辊。
控制系统全由计算机程序操作,根据不同的轧制程序调节轧辊之间的距离及导卫系统,充分的了解模具钢的棱角问题,较好的达到了高精度的90度棱角。
根据厂家对钢料长短尺寸的需求,以及锯切的表面要保证光滑、平整,采用了带有定尺机的热摩擦锯。
车床的电气改造设计---带CAD图纸与PLC、变频器等部件的接线图
摘要摘要:20世纪人类社会最伟大的科技成果是计算机的发明与应用,数控技术被认为是20世纪制造业最神奇、最具有成果的进展。
自从1952年美国第l台数控车床问世至今已经历了50多个年头,特别是近lO年来,数控技术有了巨大进步,数控车床向着高速化、高精度化发展,复合加工、新结构车床大量出现。
中国是一个传统的机械制造大国,但其装备水平落后,特别是一些老的机械制造厂大多还是比较旧的车床,这些旧的数控车床不能满足现代客户的加工要求,如:加工精度,小批量生产等。
解决这个问题有两种途径:一是购买新的数控车床;二是在旧的车床基础上进行数控化改造。
本设计是针对普通车床C6140进行数控化改造,其现实意义在于寻找一种可行的、有推广价值的设备改造方法,对传统机械制造行业的技术装备进行技术提升,以解决目前设备老化所带来的问题。
同时介绍可编程控制器(PLC)的原理、组成以及编程,具体在C6140车床改造中的应用,对PLC在数控系统控制下所完成的控制功能作简单阐述, 并介绍了可编程控制器(PLC)应用于车床控制系统的控制原理;系统设计方法;输入、输出点数确定;程序设计及手动操作梯形图设计,并给出了PLC的控制电路接线图和梯形图。
因此,本系统采用经验设计法为主的设计方法,取得了良好的效果。
关键词 : 车床;可编程控制器PLC;梯形图AbstractAbstract: The 20th century, human society's greatest scientific and technological achievements are the invention and application of computer, numerical control technology is considered the 20th century the most magical manufacturing,the most fruitful progress.Since 1 952 the United States No.1 since the advent of CNC lathe has undergone more than 50 years,especially in the past 10 years,numerical control technology has been tremendous progress toward the high-speed CNC lathes,high precision.development, composite processing,the new structure machine tools have emerged.China is a traditional mechanical manufacturing power, but the level of its equipment behind,especially some old factories are mostly mechanical or older lathes,CNC lathe these old should not meet the modem customer process远g requirements,such as machining accuracy ,small mass production, etc.To solve this problem there is two ways:First, purchase a new CNC system;Second,at the old foundation on CNC lathe transformation. The C6140 is designed for CNC Lathe for the transformation, and its practical significance is to find a feasible and promote the value of the equipment modification method, the traditional machinery manufacturing industry, technology and equipment for technology upgrading in order to resolve the current caused by aging equipment problems. Programmable logic controller is also introduced (PLC) principles, composition and programming, specifically in the application of C6140 Lathe, numerical control system of the PLC under the control of the control functions performed by briefly explained and introduced programmable logic controller (PLC ) used lathe control system control theory; system design; input and output points to determine; programming and manual operation of the ladder design, and gives the control circuit wiring diagram of PLC and ladder. Therefore, the system design using experience-based design methods, and achieved good results.Keywords:Lathe; Programmable Logic Controller (PLC) ;Ladder数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造业的渗透形成的机电一体化产品,即所谓的数字化装备,其技术范围覆盖很多领域:(1)机械制造技术;(2)信息处理、加工、传输技术;(3)自动控制技术;(4)伺服驱动技术;(5)传感器技术;(6)软件技术等。