桦桦机械电脑裁板锯MJK1327FG共25页
数控刀具牌号
不锈钢 (SUS304, 等等 ) 碳素钢 (SxxC)
0.05~0.1 0Байду номын сангаас1~0.15
☆
60~120
★
80~150
★
60~120
☆
60~130
合金钢 (SCM, 等等 ) 模具钢 (SKD/NAK, 等等 )
0.1~0.15 0.05~0.1
★
80~150
★
70~120
☆
60~130
☆
70~120
C
V= 100 fz= 0.1
V= 60 fz= 0.15
C = over 1mm
C
V= 120 fz= 0.12
V= 80 fz= 0.15
fz=0.1
铣
: fz = 0.15mm/ 刃
刀
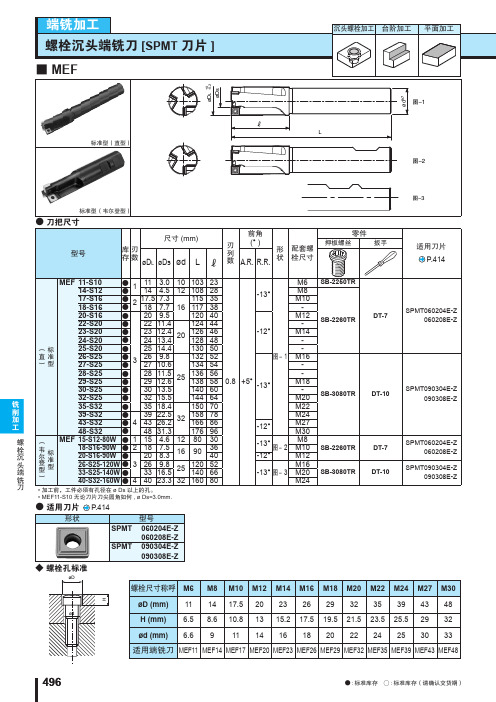
MEF20-S16
fz=0.05
: fz = 0.1mm/ 刃
• 加工时,侧刃与底刃两边都是切刃,切深量使刀片两边同时受
MEF22-S20
切 深
fz=0.15
: fz = 0.05mm/ 刃
到磨损。刀片不是使用 4 刀头,而是使用 2 刀头。( 见图- 1).
144 64
M18
M20
SB-3080TR
DT-10
SPMT090304E-Z 090308E-Z
削
35-S32
● 35 18.4
150 70
M22
加 工
39-S32 43-S32
● ●4
39 43
22.5 26.2
32
158 166
78 86
螺 栓 沉 头 端 铣
48-S32
● 48 31.3
锯床使用说明
锯床使用说明锯床使用说明1.引言锯床是一种用于切割木材、金属等材料的工具。
本文档旨在提供对锯床的详细使用说明,以确保用户能够正确、安全地操作锯床。
请在使用之前仔细阅读本文档,并按照所提供的指导进行操作。
2.安全须知在使用锯床之前,务必遵循以下安全须知:2.1 穿戴个人防护装备,如安全眼镜、手套和防护面罩。
2.2 确保工作区域安全,远离可燃物和易燃物。
2.3 使用锯床时请确保插头与电源匹配,以免发生电触。
2.4 切勿将手指或其他物体靠近刀片,以免造成伤害。
2.5 在切割金属等硬质材料时,确保使用适当的刀具。
3.锯床组件锯床通常由以下几个组件组成:3.1 底座:支撑整个锯床的结构。
3.2 锯刀:安装在锯床上用于切割材料的刀片。
3.3 控制面板:用于控制锯刀的启停和调节切割速度。
3.4 锯床台面:用于放置待切割材料的平台。
3.5 电源开关:用于启动或关闭锯床的电源。
4.锯床使用步骤4.1 准备工作:①清理工作区域,确保平整干净。
②准备待切割的材料,并确保其大小符合锯床的尺寸要求。
③将锯床连接到电源,并确保电源开关处于关闭状态。
4.2 设置锯刀:①根据待切割材料的类型和厚度,选择合适的锯刀。
②使用工具打开锯刀护罩,将锯刀安装在锯床上。
③关闭锯刀护罩,确保锯刀固定在正确的位置。
4.3 调整切割参数:①打开锯床的控制面板,启动电源开关。
②调节切割速度和角度,根据待切割材料的硬度和形状进行调整。
③确保调整完成后,锁紧相关的调节钮。
4.4 进行切割:①将待切割材料放置在锯床的台面上,确保其与锯刀平行。
②启动锯床,让锯刀缓慢接触材料。
③保持稳定的切割速度,避免过快或过慢。
④切割完成后,关闭锯床的电源开关,并等待刀盘完全停止旋转。
5.维护与保养5.1 每次使用锯床后,清理锯床及切割区域,以去除产生的木屑或金属屑。
5.2 定期检查锯刀的磨损程度,并根据需要进行更换。
5.3 检查锯床的各个部件是否松动或损坏,并及时修复或更换。
木工电动锯使用说明书
木工电动锯使用说明书1. 产品简介木工电动锯是一款专业用于木材切割的电动工具,具有高效、便捷、精确的特点。
本说明书将详细介绍木工电动锯的使用方法、注意事项以及维护保养要点,帮助用户正确地操作和维护该产品。
2. 安全指引在使用木工电动锯之前,请务必仔细阅读并遵守以下安全指引,以确保您的人身安全和设备的正常运行:- 在使用前,检查木工电动锯是否有损坏或松动的部件,如发现问题请勿使用。
- 使用时,请佩戴保护眼镜、手套和防护口罩,避免木屑进入眼睛、口鼻和手部。
- 保持工作区域干燥整洁,避免滑倒或引发其他伤害。
- 在使用时,确保锯刃与工件间保持足够的距离,避免与锯刃直接接触。
- 当不使用木工电动锯时,请拔掉电源插头,避免误操作和意外启动。
3. 使用方法正确的使用方法能够有效提高工作效率和结果的质量。
以下是使用木工电动锯的具体步骤:1. 确保工作台面稳固,并将木工电动锯安装在工作台上。
2. 插上电源插头,并确保电源线路的安全状态。
3. 调整锯床高度和倾角,以适应不同的切割要求。
4. 将待切割的木材放置在合适的位置上,用夹具固定住。
5. 按下启动按钮,等待锯刃转速达到较高速度后开始切割。
6. 在切割过程中,保持稳定的手指压力并平稳推动木材,切勿用力过大或过小。
7. 切割完毕后,等待锯刃完全停止运转,然后拔掉电源插头进行下一步操作。
4. 注意事项为了确保木工电动锯的性能和寿命,以下是一些需要注意的要点: - 频繁检查锯刃的磨损情况,及时更换磨损严重的锯片。
- 根据切割木材的硬度和厚度选择合适的切割速度和转速,避免强行切割造成设备损坏。
- 定期清理锯床和锯刃上的木屑和灰尘,以维持正常的切割效果。
- 避免将湿润的木材进行切割,以防止木材变形及锈蚀锯片。
- 请勿滥用木工电动锯,避免长时间连续使用导致设备过热。
5. 维护保养保持木工电动锯的维护和保养能够延长其使用寿命和优化性能。
以下是一些建议的维护保养要点:- 使用后,请立即清洁锯刃和机身表面的木屑和灰尘。
39大类 小型机械
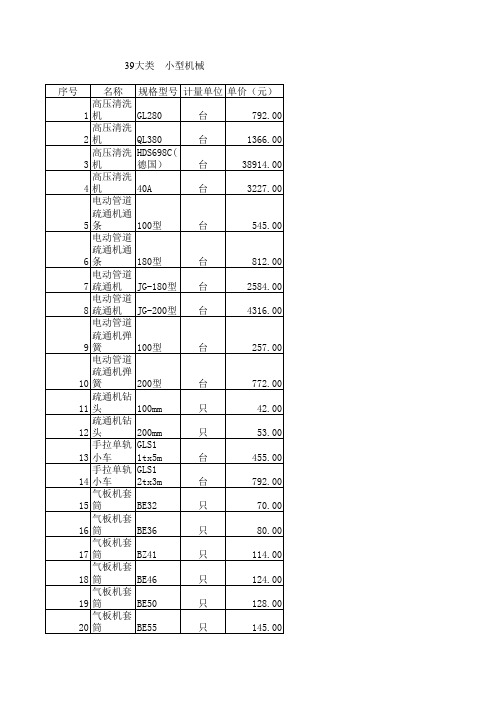
两用手电钻 20mm 只 电动打孔机 Φ 13mm 台 手动打孔机 Φ 13mm 台 冲击电钻 Z1J-13 (进口) 只 冲击电钻 Z1J-13 只 冲击电钻 Z1J-16 只 冲击电钻 ZTJ-16 (进口) 台 冲击电钻 Z1J-20 只 冲击电钻 HD1600 日产 只 冲击电钻 13mm西德 只 冲击电钻 16mm 只 冲击电钻 PR-20E进口 只 冲击电钻 GSB20-2进口 只 电锤 PR-日立 台 电锤 Φ 38 (日立) 台 电锤 BOSCHGBH-24 台 电锤 TH20AEN 台 电锤 GBH2-20SE(西德) 台 电锤 25mm 西德 台 电锤 26mm 台 电锤 GBL2 38DS 台 电锤 PR-38 日立 台 充电电钻 10mm 台 手摇油泵 19mm 只 手摇油泵 25mm 只 手摇油泵 32mm 只 手摇油泵 40mm 只 手摇油泵 ZH-50A 台 手动抽油机 ZH50L 台 手摇计量泵 ZH-50A (四轮) 台 计量泵 ZH-100KB(两用) 台 气板机 BE42 台 气板机 BE56 套 气板机 BE72 台 气动砂磨机 QM-20B 只 气板机板轴 41mm 只 气板机 B30型 台 切纸机 400mm 台 碎纸机 22CC 只 风动扳手 BE56 台 草坪机 本田215 5.0C 台 缝包机 GK9-3 飞人牌 台 多功能装订机 ZD-6 只 手提修剪机 CHT230013 台 草坪修剪机 HRV195PU 台 梳草机 CS01A-46B 台 割草机 G34L 台
317.00 780.00 332.00 385.00 292.00 327.00 416.00 287.00 300.00 566.00 8118.00 6613.00 9405.00 970.00 921.00 4554.00 3911.00 2277.00 2970.00 4683.00 224.00 342.00 743.00 351.00 921.00 832.00 2752.00 475.00 463.00 584.00 2822.00 295.00 175.00 201.00 198.00 277.00 653.00 188.00 248.00 312.00 240.00 347.00 535.00 238.00 465.00 307.00 792.00
简易推台锯的制作方法

简易推台锯的制作方法
制作简易推台锯的步骤如下:
材料:
- 一块坚固的木板或金属板
- 长度适中的木棍或管道
- 锯片
- 螺丝和螺母
- 手钻或电锯
- 手工工具(如锉刀、锤子、螺丝刀)
步骤:
1. 确定推台锯的尺寸和形状。
根据使用需求和个人喜好,在木板上标记出锯的位置和形状。
2. 使用手钻或电锯将锯的形状切割出来。
3. 在切割出的形状上钻孔,确保锯片可以通过。
孔的数量和大小取决于锯片的尺寸。
4. 把锯片安装到孔中,使用螺丝和螺母固定住。
5. 将木棍或管道固定在木板的一侧,作为推台的手柄。
可以使用螺丝和螺母固定住。
6. 用锉刀修整木板和手柄的边缘,使其光滑,以确保使用时不受伤。
7. 可以使用锤子或其他工具调整锯片的张紧程度,使其紧密贴合推台锯的边缘。
制作完成后,确保锯片锋利且紧固在位,运用时要注意安全,避免受伤。
数控成型磨床MK7132x20电气电路图与PLC梯图(西门子802D)
JBK3-250,380V/220V(50VA)/110V(200VA)
DL-1000A,AC220V
1
LC1-D0910F5C,AC110V
1
KMX-05/2,AC220V
1
JZ3-3,2500mA
2. 电气系统的工作环境和运行条件
2.1 环境温度 机床安装处的环境温度不得高于 40°C,最低温度不得低于+5°C,24h 平均温度不得超过 35°C。 2.2 海拔高度 机床安装处海拔高度应在 1000 米以下。 2.3 大气条件 机床工作环境中不应存在超量污染物(如灰尘、酸类物、腐蚀气体、盐类),相对湿度 应在 30%-95%范围内(无冷凝水)。否则应加装相应防护装置。
MDI 为编辑方式。 JOG 为手动方式,包括连续点动和增量方式。 AUTO 为自动方式,运行加工程序时,必须在此方式下。注意,在运行加工程
序前,必须确保各伺服轴已经回过绝对零位。 REF 为回零方式,在机床控制系统正常上电后,一般都要在此方式下,各伺
MK7132x20
使用说明书(电气部分)
20-HL1 21-Sቤተ መጻሕፍቲ ባይዱ1
6.13 报警信号显示与处理 6.13.1 系统报警其意义与处理方法见 SIEMENS 802D 诊断手册。 6.13.2 本机床专设用户报警如下:
700004 自动 驱动器未就绪 700007 自动 交流电机过载 700011 自动 KA11 吸盘失磁 700033 自动 M59,喷嘴位置须调整。 700002 自动 M60,砂轮已用至极限,须更换。
MK7132x20 型 数控成型磨床
使用说明书
(电气部分) 工作台面宽度 320mm 工作台面长度 2000mm 出厂编号: 0001
费斯托工具木工产品简明目录
KT-328K 全自动高产能锯料机Full Automatic high efficient cutting
KT-328K 全自动高产能锯料机Full Automatic high efficient cutting machine1.本机为NC全自动高产能铝、铜料锯切机,特殊锯切工作设计。
2.锯片采用伺服电机,螺杆直线往复运动,稳定性好。
3.不受工作环境影响,进给、退回速度程序任意控制,切断材料后由可调气缸控制将已切断材料左向拉开,待切断材料由数控送料装置右向拉开,此特殊设计是为了避免材料在加工过程中受锯片回刀而影响已加工及待加工件的表面粗糙及精度所专门设计的,从而使材料加工表面可达:Ra3.2μm,精密度提升至:±0.05,剩余尾料≤200mm。
1.This is a productive automatic NC control cutting machine for aluminum and copper profiles.2.Special cutting design and servo motor, ball screws, ensure stable operation.3.Profile feeding and retracting speed can be adjusted arbitrarily by NC system. After the blade cuts off the profile, before the cutting blade retracts, the cut-off profile will be pulled leftward, and the raw profile will be pulled rightward, then the cutting blade retracts. This special cutting design, can ensures the smooth finish on the profile. Therefore, it can ensures the surface roughness reach Ra3.2μm, and precision up to ±0.05, and rest profile less than 200mm.主要技术参数1.锯切长度…………………4.5~830mm2.锯切(宽度×高度)…………………200×1003..主切削电机功率…………………2.2kw4..送料伺服电机功率…………………1kw5..耗气量........................……200L/min6.锯片尺寸........................……Φ355×Φ25.4×120T/δ2.5........................……Φ255×Φ25.4×120T/δ27.锯片进给速度........................……0~7.2m/min8.锯片返回速度........................……0~7.2m/min9..工作气压........................……0.6~0.8MPA10..工作电压........................……380V 50HZ11.总功率........................……2.2kw12.外形尺寸(L×W×H):………………2180mm×1058mm×1400mmMain Technical parameter:1.Saw cutting length.......................……4.5~830mm2.Saw cutting (W×H).......................……200×100mm3.Main motor power.......................……2.2kw4.Profile feeding servo motor power.......................……1KW5.Air consumption capacity........................……200L/min6.Saw blade dimension.......................……Φ355×Φ25.4×120T/δ2.5 /.......................……Φ255×Φ25.4×120T/δ27.saw blade feeding speed.......................……0~7.2m/min8.saw blade retracting speed.......................……0~7.2m/min9.operation air pressure.......................……0.6~0.8MPA10.operation voltage.......................……380V 50HZ11.Total power.......................……5KW12.overall dimension.......................……2180mm×1058mm×1400mmKT-328D 重型精密全自动切割锯Precision Full Automatic Cutting Machine In Heavy Duty1.主要用于工业型材,铝合金型材的切割下料。
数控锯床
锯床科技名词定义中文名称:锯床英文名称:sawing machine定义:用圆锯片或锯条等将材料锯断或加工成所需形状的机床。
所属学科:机械工程(一级学科) ;切削加工工艺与设备(二级学科) ;金属切削机床-各种金属切削机床(三级学科)什么是锯床锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。
锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。
由主动轮和从动轮带动锯条运转,锯条断料方向由导轨控制架控制。
通过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。
由液压油缸活塞杆支撑导轨控制架下落进锯断料,带锯床上装有手动或液压油缸夹料锁紧机构,以及液压操作阀开关等。
机械分类圆锯床圆锯片作旋转的切削运动,同时随锯刀箱作进给运动(见图)圆锯床按锯片进给方向又分为卧式(水平进给)、立式(垂直进给)和摆式(绕一支点摆动进给)3种。
此外还有各种专用圆锯床,如用于切割大型铸件浇冒口的摇头锯床;用于钢轨锯切和钻孔的锯钻联合机床。
带锯床环形锯带张紧在两个锯轮上,并由锯轮驱动锯带进行切割。
带锯床主要有立式和卧式两种。
立式带锯床的锯架垂直设置,切割时工件移动,用以切割板料和成形零件的曲线轮廓,还可把锯带换成锉链或砂带,进行修锉或打磨。
卧式带锯床的锯架水平或倾斜布置,沿垂直方向或绕一支点摆动的方向进给,锯带一般扭转40°,以保持锯齿与工件垂直。
卧式又分为剪刀式、双立柱、单立柱式带锯床;根据使用情况分为手动型(经济型手动送料手动切割物料)、自动型;根据使用控制器的自动化程序可分为手动型(半自动手动送料)全自动型(自动送料自动切割);根据切割角度要求分为角度锯床(能锯切角度90度45度)无角度即90度垂直切割。
弓锯床装有锯条的锯弓作往复运动,以锯架绕一支点摆动的方式进给,机床结构简单,体积小,但效率较低。
弓锯床锯条的运动轨迹有直线和弧线两种。
弧线运动时锯弓绕一支点摆动一小角度,每个锯齿的切入量较大,排屑容易,效率较高,新式弓锯床大多采用这种方式。
木板切割机基本参数
木板切割机基本参数
1.电源:通常为220V或380V,功率在
2.2-7.5KW之间;
2. 切割长度:根据不同的机型和需求,通常在1-3米之间;
3. 切割厚度:根据不同的机型和材料,通常在0.5-10厘米之间;
4. 切割速度:根据不同的机型和电机功率,通常在60-120米/分钟之间;
5. 切割方式:分为直线切割和曲线切割两种,也有一些机型可以实现多角度切割;
6. 控制方式:有手动和自动两种控制方式,自动控制通常采用PLC控制系统,可以实现多种切割模式和参数设置;
7. 切割精度:根据不同的机型和加工要求,精度通常在±0.2mm 之间;
8. 操作人数:通常需要1-2人操作,也有一些自动化程度较高的机型可以实现一人操作。
9. 安全性:切割机通常配备有安全保护装置,如安全门、急停按钮等,以确保操作人员的安全。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气压式双指机械手
采用行业领先的双指夹料结构,板料 夹料采用汽缸,且送料前进经过滚轮 床面,送料准确,确保定寸锯切精度 ,且不会伤及工件表面。
8 齿轮齿条传动 CONCEPT
齿轮齿条传动
采用台湾峰茂精密齿轮齿条, 完全进口,钢材的相关因子含 量十足,耐磨性能优秀, SCM440铬钼合金钢,硬度最高 可达60-65度,即使在高强度、 高负载下高速连续工做,也不 会出现品质问题。
标签打印机
Label printer
4 技术参数 CONCEPT
技术参数
5 三菱伺服/马达 CONCEPT
送料伺服马达
自动送料结构采用日本三菱高性 能伺服马达驱动,自动控制系统 中,能够准确响应控制信号,确 保裁切精度。
பைடு நூலகம்
6 配置配件单 CONCEPT
7 气压式双指机械手 CONCEPT
内容 目录
CONTENTS
工艺与产品 CPU中央处理器 工控机
技术参数
三菱伺服马达
配置配件单 气压式双指机械手 齿轮齿条传动 精密直线导轨 进口定寸磁性尺
1 产品与工艺 CONCEPT
主体结构工艺
台面采用22mm一体板,折弯而成. 精选优质韶钢为原材料,采用领先的CO2气体保护焊工艺技术,焊件焊后的变形 小,效率高、质量稳定. 支撑连杆选用槽钢封板结构, 有效的保证主体的稳定性和整机的使用寿命. 机架焊接完成后放置一个月,随后进行热处理,消除机械加工过程中产生的残余 应力,改变材料内部的晶相组织结构,增强主体的稳定性, 此后进行长达半年的时效处理,再送加工中心进行精密加工.
广东•顺德 昶盛机械制造有限公司
厂 址:广东省佛山市顺德区伦教熹涌工业区
9 精密直线导轨 CONCEPT
直线滑轨
采用台湾上银精密直线滑轨, (1) 低噪音设计 (2)自润设计无须人工添油。 (3)采用SynchMotion TM技术,提 升运动平顺度 稳定性强,精密度高。
10 进口定寸磁性尺 CONCEPT
定寸磁性尺感应装
本机采用进口磁性 尺做为送料定位监 测控制,定位精度 可以达到5μm,有 效的保证裁切的精 准度。
HHM Computer control system
The configuration of industrial control computer, HHM control software Safe and reliable operation, simple and friendly interface, complete operating hints and troubleshooting guide. Edit management sawing sawing task management scheme, compile, simulation and implementation of sawing With a variety of cutting optimization software, bar code management software and custom software compatible with integrated plant flowers.
2 CPU中央处理器 CONCEPT
CPU控制主板
FX3U三菱PLC ● 第三代微型可编程控制器 ● 内置高达64K大容量的RAM存储器 ● 内置业界最高水平的高速处理 0.065μS/基本指令 ● 内置独立3轴100kHz定位功能(晶体 管输出型)
3 荧屏显示 CONCEPT
电脑控制系统
配置工控计算机,HHM控制软件 操作安全可靠,界面简洁友好,具备完整的操作提示和故障排除指引。 可编辑管理锯切方案,编制管理锯切任务,模拟和执行锯切 可与多种锯切优化软件,条码管理软件和工厂自动化软件兼容集成。