一二级焊缝双面全熔透焊
焊缝等级的划分

1 建筑结构安全等级为一级的一、二级焊缝。
2 建筑结构安全等级为二级的一级焊缝。
3 大跨度结构中一级焊缝。
4 重级工作制吊车梁结构为一级焊缝。
关于焊缝等级的定义的部分要求见《钢结构设计规范》GB50017-2003的第7章连接计算。
7.1焊缝连接7.1.1 焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级:1 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T型对接与角接组合焊缝,受拉时为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量接等级当受拉时应不低于二级,受压时宜为二级。
3 重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车桁架上弦杆与节点之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接组合焊缝,其质量等级不应低于二级。
4 不要求焊透的T形接头采用的角焊缝或部分焊透的对接焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2)对其它结构,焊缝的外观质量标准可为三级。
焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4 .不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他结构,焊缝的外观质量标准可为二级。
一 二 级焊缝 双面全熔透焊
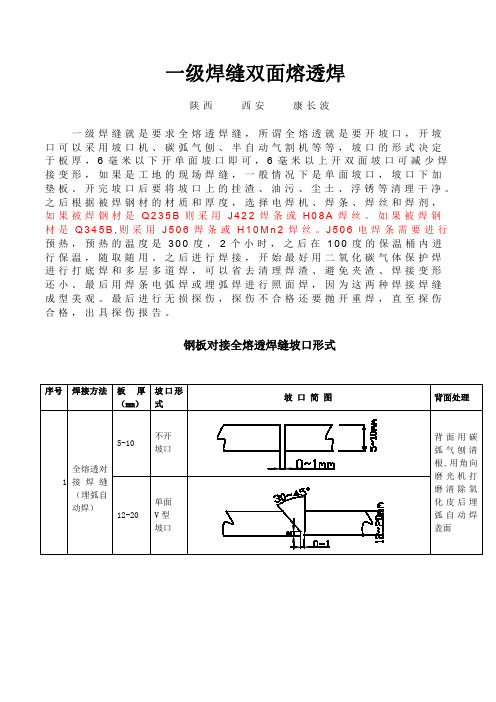
一级焊缝双面熔透焊陕西西安康长波一级焊缝就是要求全熔透焊缝,所谓全熔透就是要开坡口,开坡口可以采用坡口机、碳弧气刨、半自动气割机等等,坡口的形式决定于板厚,6毫米以下开单面坡口即可,6毫米以上开双面坡口可减少焊接变形,如果是工地的现场焊缝,一般情况下是单面坡口,坡口下加垫板。
开完坡口后要将坡口上的挂渣、油污、尘土、浮锈等清理干净。
之后根据被焊钢材的材质和厚度,选择电焊机、焊条、焊丝和焊剂,如果被焊钢材是Q235B则采用J422焊条或H08A焊丝。
如果被焊钢材是Q345B,则采用J506焊条或H10M n2焊丝。
J506电焊条需要进行预热,预热的温度是300度,2个小时,之后在100度的保温桶内进行保温,随取随用。
之后进行焊接,开始最好用二氧化碳气体保护焊进行打底焊和多层多道焊,可以省去清理焊渣、避免夹渣、焊接变形还小。
最后用焊条电弧焊或埋弧焊进行照面焊,因为这两种焊接焊缝成型美观。
最后进行无损探伤,探伤不合格还要抛开重焊,直至探伤合格,出具探伤报告。
钢板对接全熔透焊缝坡口形式注:1、钢板对接焊缝为一、二级全熔透焊缝,焊接完成后应在自然冷却的状态下(约4小时)进行UT检查。
班组应填写“UT报检单”报质检部UT人员到场检验合格后方可转入下道工序。
2、钢板对接的坡口形式按以上要求执行。
3、拼接时注意做好反变形处理。
定位焊间距为300~400mm,定位焊长度:15~20mm。
4、焊接前应用同等厚度的钢板作为引、熄板,收弧板尺寸为:80*80mm,起收弧长度保证在50mm。
5、焊剂应经烘焙后方可使用。
6、钢板厚度大于40mm以上的厚板,施焊前应做好焊前预热(80~1200C),焊后保温(200~2500C)7、一级焊缝不允许存在根部未焊透,二级焊缝允许存在少量的未焊透。
两者之间受力性能明显差异,重要部件是不允许二级焊缝的二级焊缝相关要求一、对接焊缝中一级、二级焊缝其主要区别是什么?GB50205-2001《钢结构工程施工质量验收规范》表5.2.4对此有明确的说明,一级要求探伤比例为100%,而二级探伤比例要求为20%。
一二三级焊缝划分标准

一二三级焊缝划分标准
一、二、三级焊缝划分标准是指根据焊缝的质量要求和工艺特点,将
焊缝分为不同等级进行区分。
一级焊缝:要求焊缝表面光洁平整,无裂纹、缺陷和气孔。
焊缝与母
材之间的过渡区清晰,无不良连续性。
焊缝强度高,可满足高要求的
静力和动力性能。
使用范围广泛,适用于需要高焊缝质量的结构、设
备和管道等。
二级焊缝:要求焊缝表面平整光洁,可容许轻微的裂纹、缺陷和气孔,但不得影响焊缝的强度和密封性能。
焊缝与母材之间的过渡区较为清晰。
适用于一般结构、设备和管道等。
三级焊缝:要求焊缝表面平整,允许有较大的缺陷和气孔,但不得影
响焊缝的强度和密封性能。
焊缝与母材之间的过渡区可能有一定的不
连续性。
适用于一般要求不高的结构、设备和管道等。
以上是一二三级焊缝划分的标准,根据具体的工程要求和焊接标准,
可选择不同等级的焊缝进行使用。
一二级焊缝双面全熔透焊
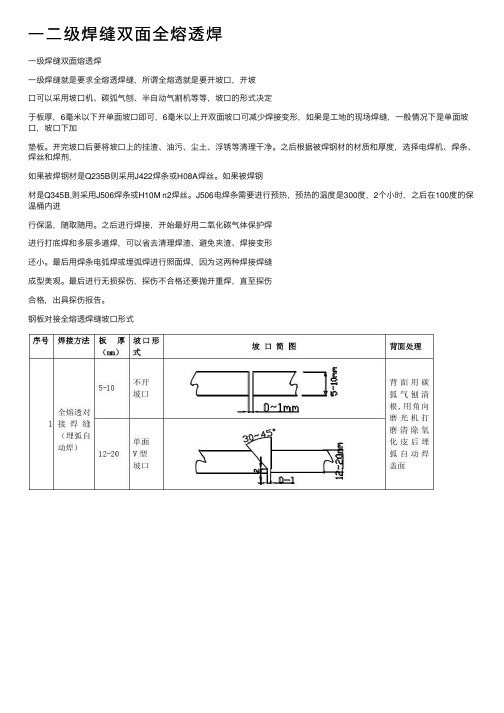
⼀⼆级焊缝双⾯全熔透焊⼀级焊缝双⾯熔透焊⼀级焊缝就是要求全熔透焊缝,所谓全熔透就是要开坡⼝,开坡⼝可以采⽤坡⼝机、碳弧⽓刨、半⾃动⽓割机等等,坡⼝的形式决定于板厚,6毫⽶以下开单⾯坡⼝即可,6毫⽶以上开双⾯坡⼝可减少焊接变形,如果是⼯地的现场焊缝,⼀般情况下是单⾯坡⼝,坡⼝下加垫板。
开完坡⼝后要将坡⼝上的挂渣、油污、尘⼟、浮锈等清理⼲净。
之后根据被焊钢材的材质和厚度,选择电焊机、焊条、焊丝和焊剂,如果被焊钢材是Q235B则采⽤J422焊条或H08A焊丝。
如果被焊钢材是Q345B,则采⽤J506焊条或H10M n2焊丝。
J506电焊条需要进⾏预热,预热的温度是300度,2个⼩时,之后在100度的保温桶内进⾏保温,随取随⽤。
之后进⾏焊接,开始最好⽤⼆氧化碳⽓体保护焊进⾏打底焊和多层多道焊,可以省去清理焊渣、避免夹渣、焊接变形还⼩。
最后⽤焊条电弧焊或埋弧焊进⾏照⾯焊,因为这两种焊接焊缝成型美观。
最后进⾏⽆损探伤,探伤不合格还要抛开重焊,直⾄探伤合格,出具探伤报告。
钢板对接全熔透焊缝坡⼝形式注:1、钢板对接焊缝为⼀、⼆级全熔透焊缝,焊接完成后应在⾃然冷却的状态下(约4⼩时)进⾏UT检查。
班组应填写“UT 报检单”报质检部UT⼈员到场检验合格后⽅可转⼊下道⼯序。
2、钢板对接的坡⼝形式按以上要求执⾏。
3、拼接时注意做好反变形处理。
定位焊间距为300~400mm,定位焊长度:15~20mm。
4、焊接前应⽤同等厚度的钢板作为引、熄板,收弧板尺⼨为:80*80mm,起收弧长度保证在50mm。
5、焊剂应经烘焙后⽅可使⽤。
6、钢板厚度⼤于40mm以上的厚板,施焊前应做好焊前预热(80~1200C),焊后保温(200~2500C)7、⼀级焊缝不允许存在根部未焊透,⼆级焊缝允许存在少量的未焊透。
两者之间受⼒性能明显差异,重要部件是不允许⼆级焊缝的⼆级焊缝相关要求⼀、对接焊缝中⼀级、⼆级焊缝其主要区别是什么?GB 50205-2001《钢结构⼯程施⼯质量验收规范》表5.2.4对此有明确的说明,⼀级要求探伤⽐例为100%,⽽⼆级探伤⽐例要求为20%。
一 二 级焊缝 双面全熔透焊[精彩]
![一 二 级焊缝 双面全熔透焊[精彩]](https://img.taocdn.com/s3/m/13fdb317c850ad02de8041bc.png)
一二级焊缝双面全熔透焊[精彩] 一级焊缝双面熔透焊一级焊缝就是要求全熔透焊缝,所谓全熔透就是要开坡口,开坡口可以采用坡口机、碳弧气刨、半自动气割机等等,坡口的形式决定于板厚,6毫米以下开单面坡口即可,6毫米以上开双面坡口可减少焊接变形,如果是工地的现场焊缝,一般情况下是单面坡口,坡口下加垫板。
开完坡口后要将坡口上的挂渣、油污、尘土、浮锈等清理干净。
之后根据被焊钢材的材质和厚度,选择电焊机、焊条、焊丝和焊剂,如果被焊钢材是Q235B则采用J422焊条或H08A焊丝。
如果被焊钢材是Q345B,则采用J506焊条或H10Mn2焊丝。
J506电焊条需要进行预热,预热的温度是300度,2个小时,之后在100度的保温桶内进行保温,随取随用。
之后进行焊接,开始最好用二氧化碳气体保护焊进行打底焊和多层多道焊,可以省去清理焊渣、避免夹渣、焊接变形还小。
最后用焊条电弧焊或埋弧焊进行照面焊,因为这两种焊接焊缝成型美观。
最后进行无损探伤,探伤不合格还要抛开重焊,直至探伤合格,出具探伤报告。
钢板对接全熔透焊缝坡口形式序号焊接方法板厚坡口形坡口简图背面处理 (mm) 式不开背面用碳5-10 坡口弧气刨清根,用角向全熔透对磨光机打1 接焊缝磨清除氧(埋弧自单面化皮后埋动焊) 12-20 V型弧自动焊盖面坡口双面22~40 V型坡口40以上注:1、钢板对接焊缝为一、二级全熔透焊缝,焊接完成后应在自然冷却的状态下(约4小时)进行UT检查。
班组应填写“UT报检单”报质检部UT人员到场检验合格后方可转入下道工序。
2、钢板对接的坡口形式按以上要求执行。
3、拼接时注意做好反变形处理。
定位焊间距为300~400mm,定位焊长度:15~20mm。
4、焊接前应用同等厚度的钢板作为引、熄板,收弧板尺寸为:80*80mm,起收弧长度保证在50mm。
5、焊剂应经烘焙后方可使用。
06、钢板厚度大于40mm以上的厚板,施焊前应做好焊前预热(80~120C),焊后保温0(200~250C)7、一级焊缝不允许存在根部未焊透,二级焊缝允许存在少量的未焊透。
焊缝等级的划分
1 建筑结构安全等级为一级的一、二级焊缝。
2 建筑结构安全等级为二级的一级焊缝。
3 大跨度结构中一级焊缝。
4 重级工作制吊车梁结构为一级焊缝。
关于焊缝等级的定义的部分要求见《钢结构设计规》GB50017-2003的第7章连接计算。
7.1焊缝连接7.1.1 焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级:1 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T型对接与角接组合焊缝,受拉时为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量接等级当受拉时应不低于二级,受压时宜为二级。
3 重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车桁架上弦杆与节点之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接组合焊缝,其质量等级不应低于二级。
4 不要求焊透的T形接头采用的角焊缝或部分焊透的对接焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2)对其它结构,焊缝的外观质量标准可为三级。
焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4 .不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他结构,焊缝的外观质量标准可为二级。
坡口全熔透焊缝必须是一级焊缝吗?
坡口全熔透焊缝必须是一级焊缝吗?设计单位要求钢框架梁(民用建筑,不需要考虑疲劳)翼缘与腹板的焊接采用坡口全熔透焊缝,且焊缝质量等级为一级.焊接工人在单边坡口焊完一侧焊缝后,用碳弧气刨的方式在另一侧清根.焊接工人当时对设计院怨气很大,认为钢梁的翼缘与腹板焊接采用坡口全熔透焊缝,且焊缝质量等级为一级非常荒唐,焊接和清根的工作量很大.从以上工程案例可以看出,很多结构设计工程师对于钢结构的焊缝形式以及焊缝质量等级的概念比较模糊.今天我们就来谈谈钢结构的焊缝.(一)规范中焊缝质量等级的规定1.《钢结构设计规范》GB50017-2003中焊缝质量等级的规定从规范条文可以看出,需要计算疲劳的构件,作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时焊缝质量等级才为一级.一般民用建筑,构件不需要计算疲劳,其焊缝质量等级最高也只需要二级.2.《高层民用建筑钢结构技术规程》JGJ99-2015中焊缝质量等级的规定从规范条文可以看出,并非所有的全熔透焊缝都是一级焊缝,仅梁与柱刚性连接时,梁翼缘与柱的连接、框架柱的拼接、外露式柱脚的柱身与底板的连接以及伸臂桁架等重要受拉构件的拼接才是一级焊缝,其他的全熔透焊缝质量等级均为二级.3.文献[1](胡天兵、申林、郁银泉.《多、高层钢结构设计中应注意的一些问题》.《建筑结构》2005年第6期)甚至指出:在实际工程中,除大跨度重级工作制吊车梁的下翼缘对接,以及大跨度钢桥的受拉构件的对接要求一级焊缝外,一般都要求二级.对于角焊缝除了要求熔透的情况,其质量等级一般都用三级.但是设计要求全焊透的二级焊缝应采用超声波探伤进行内部缺陷的检验.建筑钢结构选择合适的焊缝质量等级是非常重要的,不恰当地提高焊缝的质量等级将提高工程造价且难以做到.(二)不同焊缝质量等级的检测要求《钢结构焊接规范》GB50661-2011中对结构焊接质量的检验提出了以下规定(仅列出承受静荷载结构焊接质量的检验,需疲劳验算结构的焊缝质量检验未列出):1.焊缝首先应进行外观检测,包括焊缝外观质量检测和焊缝外观几何尺寸测量两部分.具体检测要求读者可以参考《钢结构焊接规范》GB50661-2011第8.2.1、8.2.2条文.2.当外观检测发现裂纹时,应对该批中同类焊缝进行100%的表面检测;外观检测怀疑有裂纹缺陷时,应对怀疑的部位进行表面检测.表面检测主要是作为外观检查的一种补充手段,其目的主要是为了检查焊接裂纹.表面检测可采用磁粉检测和渗透检测,一般来说磁粉探伤的灵敏度要比渗透检测高,且渗透探伤难度较大,费用高.因此,为了提高表面缺陷检出率,铁磁性材料制作的工件应尽可能采用磁粉检测方法进行检测.只有在因结构形状的原因(如探伤空间狭小)或材料的原因(如材质为奥氏体不锈钢)不能采用磁粉探伤时,宜采用渗透探伤.3.设计要求全焊透的焊缝,其内部缺欠的检测应符合下列规定:(1)一级焊缝应进行100%的检测;(2)二级焊缝应进行抽检,抽检比例不应小于20%.内部缺欠采用无损检测,无损检测必须在外观检测合格后进行.内部缺欠的无损检测一般可用超声波探伤和射线探伤.射线探伤具有直观性、一致性好的优点,但其成本高、操作程序复杂、检测周期长,尤其是T形接头和角接头,射线检测的效果差,且射线探伤对裂纹、未熔合等危害性缺陷的检测率低.超声波探伤则正好相反,操作程序简单、快速,对各种接头形式的适应性好,对裂纹、未熔合的检测灵敏度高.因此钢结构焊缝内部缺欠的检测宜采用超声波探伤,对超声波检测结果有疑义时,可采用射线检测验证.规范将二级焊缝的局部检验定为抽样检验.这一方面是基于钢结构焊缝的特殊性;另一方面,目前我国推行全面质量管理已有多年经验,采用抽样检测是可行的,在某种程度上更有利于提高产品质量.综上所述,一级焊缝应进行100%的超声波探伤检测,二级焊缝应进行20%的超声波探伤抽检.(三)《高层民用建筑钢结构技术规程》JGJ99-2015中超声波探伤检查的规定《高层民用建筑钢结构技术规程》JGJ99-2015第9.6.19对超声波探伤检查作了如下规定:1.图纸和技术文件要求全熔透的焊缝,应进行超声波探伤检查.2.超声波探伤检查应在焊缝外观检查合格后进行.焊缝表面不规则及有关部位不清洁的程度,应不妨碍探伤的进行和缺陷的辨认,不满足上述要求时事前应对需探伤的焊缝区域进行铲磨和修整.3.全熔透焊缝的超声波探伤检查数量,应由设计文件确定.设计文件无明确要求时,应根据构件的受力情况确定;受拉焊缝应100%检查;受压焊缝可抽查50%,当发现有超过标准的缺陷时,应全部进行超声波检查.4.超声波探伤检查应根据设计文件规定的标准进行.设计文件无规定时,超声波探伤的检查等级按现行国家标准《焊缝无损检测超声检测技术、检测等级和评定》GB/T11345标准中规定的B级要求执行,受拉焊缝的评定等级为B检查等级中的I级,受压焊缝的评定等级为B检查等级中的II级.5.超声波检查应做详细记录,并应写出检查报告.很显然,规范给出的超声波检查数量和等级标准,仅限于设计文件无规定时使用.而且对于超声波探伤检查数量不是按照焊缝质量等级(一级100%检查、二级20%抽检)予以区分,而是按照焊缝受力状况(受拉100%检查、受压50%抽检)予以区分.但是钢结构施工单位一般无法区分哪些焊缝是受压焊缝、哪些焊缝是受拉焊缝.因此,笔者建议,在设计图纸中还是注明焊缝质量等级为宜.对于厚度小于8mm的钢材的对接焊缝,笔者看到很多设计文件注明不得采用超声波探伤,依据就是《焊缝无损检测超声检测技术、检测等级和评定》GB/T11345只适用于母材厚度不小于8mm的钢材焊缝超声波探伤.但是《钢结构焊接规范》GB50661-2011第8.2.4条第3款规定,当检测板厚在3.5mm~8mm范围时,其超声波检测的技术参数应按现行行业标准《钢结构超声波探伤及质量分级法》JG/T203执行.《钢结构超声波探伤及质量分级法》JG/T203-2007明确规定,本标准适用于母材厚度不小于4mm碳素结构钢和低合金高强度结构钢的钢板对接全焊透接头、箱形构件的电渣焊接头、T型接头、搭接角接接头等焊接接头以及钢结构用板材、锻件、铸钢件的超声波检测.因此,超声波探伤适用于板材厚度不小于4mm 的钢材焊缝,而不仅限于厚度大于等于8mm的钢材焊缝.(四)规范对全熔透焊缝的规定1.《高层民用建筑钢结构技术规程》JGJ99-2015第9.6.13规定,要求全熔透的两面焊焊缝,正面焊完成后在焊背面之前,应认真清除焊缝根部的熔渣、焊瘤和未焊透部分,直至露出正面焊缝金属时方可进行背面的焊接.高层民用建筑钢结构的主要受力节点中,要求全熔透的焊缝较多,清根则是保证焊缝熔透的措施之一.清根方法以碳弧气刨为宜,清根工作应由培训合格的人员进行,以保证清根质量.2.哪些焊缝需要采用全熔透焊缝(1)《高层民用建筑钢结构技术规程》JGJ99-2015第8.7.3条规定,抗震设计时,中心支撑宜采用H形钢制作,在构造上两端应刚接.当采用焊接组合截面时,其翼缘和腹板应采用坡口全熔透焊缝连接.(2)《高层民用建筑钢结构技术规程》JGJ99-2015第8.1.4条规定,梁与柱刚性连接时,梁翼缘与柱的连接、框架柱的拼接、外露式柱脚的柱身与底板的连接以及伸臂桁架等重要受拉构件的拼接,均应采用全熔透焊缝,且焊缝质量等级为一级.(3)笔者曾经见到有图纸要求钢框架梁(民用建筑,不需要考虑疲劳)翼缘与腹板的焊接采用坡口全熔透焊缝,且焊缝质量等级为一级.这是完全没有必要的.《高层民用建筑钢结构技术规程》JGJ99-98第8.2.2条规定,节点的焊接连接,根据受力情况可采用全熔透或部分熔透焊缝,遇下列情况之一时应采用全熔透焊缝:1)要求与母材等强的焊接连接;2)框架节点塑性区段的焊接连接.因此对于不考虑疲劳的民用建筑钢框架梁,当采用焊接组合截面时,塑性区段内(梁端算起的1/10梁跨度或两倍梁截面高度范围)翼缘与腹板采用坡口全熔透焊缝,焊缝质量等级可取二级;其余范围,翼缘与腹板采用角焊缝即可,焊缝质量等级可取三级.对于钢次梁,当采用焊接组合截面时,翼缘与腹板采用角焊缝,焊缝质量等级三级.(五)高层民用建筑焊缝实例根据规范中焊缝的相关规定,将笔者设计的中国石油乌鲁木齐大厦焊缝说明见表1.中国石油乌鲁木齐大厦焊接质量等级、检测要求表1部位焊缝形式焊缝质量等级检测要求图例外观检测比例超声波探伤检测比例梁翼缘与柱的刚性连接全熔透焊缝一级100%100%框架柱的拼接柱脚的柱身与底板的连接框架梁的拼接支撑翼缘与梁柱的焊接连接伸臂桁架受拉构件的拼接箱形柱角部组装焊缝框架梁翼缘上、下500mm 范围内柱宽大于600mm,框架梁翼缘上、下600mm 范围内全熔透焊缝二级100%20%其余范围部分熔透焊二级100%20%缝十字形柱的组装焊缝部分熔透焊缝二级100%20%支撑翼缘与腹板连接全熔透焊缝二级100%20%钢框架梁翼缘与腹板连接梁端算起的1/10梁跨度或两倍梁截面高度范围全熔透焊缝二级100%20%其余范围角焊缝三级100%钢次梁翼缘与腹板连接角焊缝三级100%说明:1部分熔透焊缝和其余未说明的全熔透焊缝,其焊缝质量等级均为二级,外观检测比例100%,超声波探伤比例20%.2焊缝质量的外观检查按《高层民用建筑钢结构技术规程》JGJ99-2015表9.6.18-1及表9.6.18-2的规定执行.3当外观检查发现裂纹时,应对该批中同类焊缝进行100%的表面检测;外观检测怀疑有裂纹缺陷时,应对怀疑的部位进行表面检测.表面检测宜采用磁粉探伤,因结构形状的原因或材料的原因不能采用磁粉探伤时,也可采用着色渗透探伤.4超声波探伤检测时,一级焊缝合格等级不低于《钢结构焊接规范》GB 50661-2011第8.2.4条中B级检验的II级要求,二级焊缝合格等级不低于《钢结构焊接规范》GB50661-2011第8.2.4条中B级检验的III级。
焊缝标注
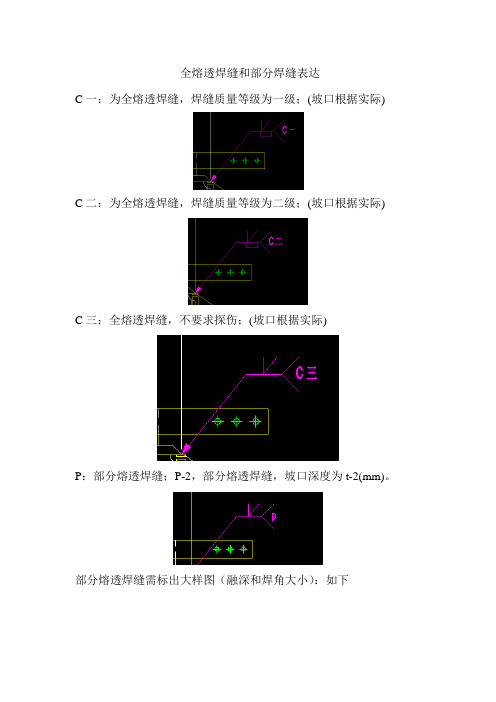
全熔透焊缝和部分焊缝表达
C一:为全熔透焊缝,焊缝质量等级为一级;(坡口根据实际)
C二:为全熔透焊缝,焊缝质量等级为二级;(坡口根据实际)
C三:全熔透焊缝,不要求探伤;(坡口根据实际)
P:部分熔透焊缝;P-2,部分熔透焊缝,坡口深度为t-2(mm)。
部分熔透焊缝需标出大样图(融深和焊角大小):如下
白居寺焊缝表达说明
1 对接焊缝:一级
2 牛腿上下翼缘与钢柱焊缝为全熔透焊缝,焊缝质量等级为二级,
3 钢梁上下翼缘与端板焊缝为全熔透焊缝,焊缝质量等级为二级,
4 吊车梁上翼缘与腹板焊缝为全熔透焊缝,焊缝质量等级为二级,
白居寺图框:跟项目部联系
焊缝比重:跟项目部联系。