复合助剂对易开口聚乙烯膜料性能的影响
注塑必备丨吐血整理的塑料助剂大全,不容错过!
注塑必备丨吐血整理的塑料助剂大全,不容错过!前言塑料助剂又叫塑料添加剂,是聚合物(合成树脂)进行成型加工时为改善其加工性能或为改善树脂本身性能而添加的化合物。
主要作用为改善聚合物的工艺性能,优化加工条件,提高加工效率以及改进制品的性能,提高产品的使用价值和寿命。
例如,为了降低聚氯乙烯树脂的成型温度,使制品柔软而添加的增塑剂;又如为了制备质量轻、抗震、隔热、隔音的泡沫塑料而添加的发泡剂;有些塑料的热分解温度与成型加工温度非常接近,不加入热稳定剂就无法成型。
因此,塑料助剂在塑料成型加工中占有特别重要的地位。
用于塑料成型加工的助剂包括热稳定剂、增塑剂、抗氧剂、光稳定剂、阻燃剂、发泡剂、抗静电剂、着色剂和增白剂、填充剂、偶联剂、润滑剂、脱模剂等。
一稳定剂1. 热稳定剂热稳定剂主要用于聚氯乙烯及其共聚物,聚氯乙烯在热加工过程中,在达到熔融流动之前就有少量的分子链断裂而放出氯化氢,而氯化氢是一种加速分子链断裂连锁反应的催化剂,所以不及时排除刚分解出来的氯化氢就会使高分子链不断裂解成为低分子化合物,以致聚氯乙烯这类塑料不能加工成型。
在聚氯乙烯中加入适当的碱性物质就能马上中和分解出来的氯化氢,达到稳定聚氯乙烯的目的。
常用的热稳定剂分为主稳定剂和辅助稳定剂:主稳定剂:主要是含有铅、钙、镉、锌、钡、铝、锂、锶等重金属阳离子的盐类和皂类其中硫酸铅和硬脂酸铅的应用最为广泛。
辅助稳定:主要指环氧化油和酯类,同时它们也具有一定的是增塑剂功能。
2. 抗氧剂抗氧剂是一类化学物质,当其在聚合物体系中少量存在时,就可延缓或抑制聚合物氧化过程的进行,进而提高聚合物使用寿命。
常用的塑料抗氧剂按分子结构和作用机理一般分为五类:受阻酚类、亚磷酸酯类、硫代类、复合类以及受阻胺(HALS)类。
3. 紫外线吸收剂高聚物受紫外线照射会发生光降解。
紫外线吸收剂是一类能吸收紫外线或减少紫外线透射作用的化学物质,它能进行能量转换,将高能量紫外光转换成以热能形式或无破坏性较长光波的形式把能量释放出来,从而保护高聚物免遭紫外线破坏。
薄膜行业最常用的三种开口剂
薄膜行业最常用的三种开口剂一、开口爽滑剂的简介1.油酸酰胺油酸酰胺,又称油酰胺; (Z)-9-十八烯酸酰胺。
在聚乙烯薄膜中使用它可以减少加工过程中的内摩擦薄膜和传送设备之间摩擦,脱模容易,从而增加产量,改善制品的表面光泽。
(由于在薄膜中添加量低(0.1-0.15%),在加工厂必须以混合物或母粒的形式添加,以保证均一的爽滑效果。
)回复”爽滑”,查询更多相关文章油酸酰胺又称油酰胺; (Z)-9-十八烯酸酰胺分子式C18H35NO分子量281.48一般来说,油酸酰胺迁移到表面快.但芥酸酰胺长期的摩擦系数比油酸酰胺低,而且比油酸酰胺的热稳定性好。
2.芥酸酰胺主要用作CPP、BOPP、LDPE、LLDPE、EVA、PVC、PVDF、PVDC、PU和茂金属聚乙烯等塑料的爽滑剂和防粘剂,能显著降低制品(薄膜或片材)表面的动态和静态摩擦系数,提高易加工性和包装作业效率。
3.二氧化硅主要的用途1)保持薄膜的高光性。
2)拥有较高的比表面积,抗粘连性强,非常适合在薄膜材料做开口剂。
3)良好的分散性,能很均匀的分散在树脂里面,制成10-25%的抗粘连母粒。
可用于PP、PE等薄膜产品。
二、开口爽滑剂的发展及作用薄膜不容易分开的原因是由于薄膜闭合后膜间形成真空密合状态,不易分开;另一种是薄膜成型后其表面有大量的外露分子链,在两片薄膜闭合后产生了大分子链之间的互相缠绕,使其无法打开。
事实上造成薄膜开口困难的原因是二者共存的,且后者是主要原因。
回复”爽滑”,查询更多相关文章1.开口剂历史最早的开口剂是无机的滑石粉、硅藻土等;中期发展到有机的油酸酰胺、芥酸酰胺及EBS衍生物等;目前合成二氧化硅作开口剂在薄膜中的应用也较为广泛。
2.不同时期开口剂作用早期的无机开口剂就是使薄膜的表面产生凸凹不平来减少膜问负压使其分离;后期的有机开口剂是在薄膜表面形成一层润滑膜,降低薄膜的摩擦系数,使之不互相粘连。
3.副作用助剂一般都存在不同程度副作用,主要表现在有机开口剂有大量的析出物在薄膜表面,影响薄膜的印刷性、热封性及颜色。
PVC抗冲改性剂CPE、ACR增韧效果的影响因素

科研与生产PVC抗冲改性剂CPE、ACR增韧效果的影响因素张立红 高培育 魏文杰(齐鲁石化公司研究院,淄博,255400)摘 要 以齐鲁石化研究院所研制的ACR增韧剂QW M-981和PVC门窗异型材的生产为对象,考察了加工温度、剪切强度、加工时间对ACR体系与CPE体系增韧效果的不同影响。
关键词 PVC树脂 ACR树脂 抗冲改性剂 PVC门窗异型材1 前言CPE与ACR树脂是目前用于户外硬PVC制品,如门窗异型材、管材等常用的增韧改性剂。
CPE是聚乙烯氯化后得到的产物,属于无定型高聚物;ACR是聚丙烯酸酯类弹性体,具有核壳型结构。
60年代中期,ACR增韧剂首先由美国R ohm&Hass公司开发成功并得到应用,之后迅速发展。
目前在国外CPE、E VA几乎被淘汰,ACR占有绝对市场份额。
由于受产品技术水平和价格所限,国内市场长期以来一直以CPE为主。
目前ACR 增韧剂在国内刚刚开发成功不久,由于其良好的综合性能,开始逐渐被加工厂家所重视和接受。
但由于两者在使用过程中表现出的加工性能有所不同,因此研究两者增韧效果的影响因素,以期望来指导实际应用就显得尤为重要。
本文将以齐鲁石化公司研究院所研制的ACR增韧剂QW M-981和PVC门窗异型材的生产为对象,对此进行研制。
2 实验部分211 原材料PVC树脂 S-1000 齐鲁石化公司ACR QWM-981 齐鲁石化公司研究院CPE 135A 潍坊亚星化工公司胶质CaC O3 1200目 淄博华信化工公司T iO2 902 美国杜邦公司其他助剂 工业级 市售212 模塑料基本配方(1)CPE配方PVC 100phrCPE10phr铅盐稳定剂5phrCaC O35phrT iO25phr其他助剂2phr(2)ACR配方PVC 100phrACR8phr铅盐稳定剂5phrCaC O35phrT iO25phr其他助剂2phr213 试验设备及测试仪器高速混合机 10L 北京塑料机械厂52000年第6期(总第24期) 塑料助剂开辊开炼机 160×320 上海橡塑机械厂平板硫化仪 T38 日本东测公司制样机 NOTCHVIS 意大利ceast 公司冲击试验机 X JJ -5 承德金健仪器厂214 试验标准(1)简支梁冲击强度 G B/T1043-93(2)门窗框用聚氯乙烯(PVC )型材 G B8814-883 结果与讨论311 加工温度对抗冲击性能的影响图1 加工温度对冲击强度的影响条件:双辊间隙0.4mm ,辊炼时间6min从图1可看出,CPE 体系受加工温度的影响较大,冲击强度只在170~180℃之间高于ACR 体系,而ACR 体系在170~195℃范围内均保持较高的冲击值。
聚烯烃薄膜加工常用添加剂
薄膜通常只有 25 微米,这就不难想象单个的 DE 微粒就可穿过薄膜的两个表面。
类型 天然硅石 滑石 合成硅石 碳酸钙 陶瓷微珠 高岭土 云母
表 2. 无机抗粘剂颗粒的形状及尺寸
平均粒径(μ)
颗粒形状
4-8
不规则
2-5
扁平状
4-5
不规则的球体
2-3
球形
4-7
球形
2-4
扁平状
>10
扁平状
颜色 黄白色到灰色 白到黄色 白色 白到黄白色 白到灰色 白色 黄白到黑色
滑爽剂的效果是因为挤出后能够在薄膜表面析出,不同的滑爽剂具有不同的表面析出和摩擦
系数下降速度。因此,单一的滑爽剂不能够提供给用户所需要的全部应用要求。
通常,链长较短的酰胺具有迅速地表面析出和较低的热稳定性。虽然,最初似乎快速析
出类具有优势,但大多数薄膜加工者更喜欢慢速析出类。这对膜卷储存是有利的,过低的摩
擦系数薄膜会导致收卷困难和膜卷喇叭口现象。滑爽剂的慢速析出也使薄膜更容易被电晕处
理,过多的滑爽剂会使电晕处理特别困难,以及薄膜表面润湿张力的快速衰减。
2、浓度的计算
与抗粘剂一样滑爽剂通常状态下也是粉状,为便于使用,一般是将其按照一定的比例加
入到载体树脂中,通过双螺杆挤出机分散并制作成母料。因此,薄膜中的滑爽剂浓度按如下
大量的普通产品中应用。
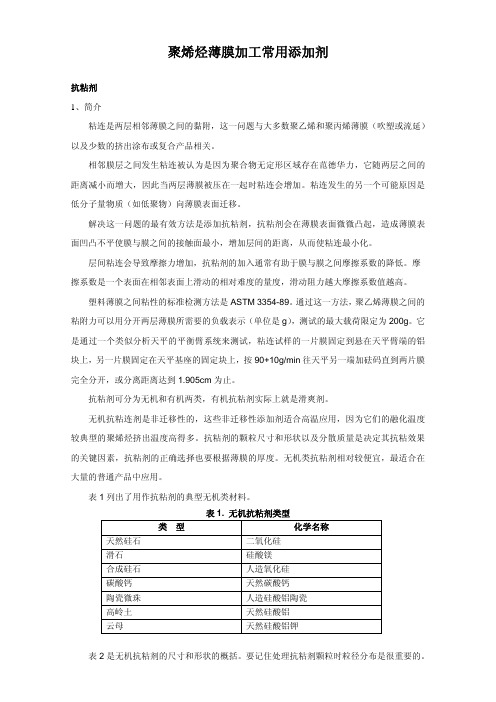
表 1 列出了用作抗粘剂的典型无机类材料。
类型
表 1. 无机抗粘剂类型 化学名称
天然硅石
二氧化硅
滑石
硅酸镁
合成硅石
人造氧化硅
碳酸钙
天然碳酸钙
陶瓷微珠
人造硅酸铝陶瓷
高岭土
天然硅酸铝
云母
CPE协效增强增韧剂

CPE协效增强增韧剂——SPA-36——纳米自组装技术完美的结晶☞赋予PVC优秀的韧性☞大幅度提高PVC制品强度、模量、刚性☞更优异的耐候性☞显著改善PVC制品表面光泽☞更宽的加工性能☞赋予PVC更高的品质☞降低企业成本SPA-36系列增强型PVC抗冲改性剂一、技术背景聚氯乙烯(PVC)是含氯原子强极性高分子聚合物,以其成型方便、阻燃性、耐候性而获得广泛应用。
PVC分子链强极性导致分子间较强分子间力,其玻璃化温度比较高,低温冲击强度非常低,PVC复合材料发脆。
为了改善PVC的抗冲击性能,国内硬质PVC制品中通过添加CPE弹性体进行增韧。
CPE是以特种HDPE为原料,通过氯化而获得的弹性体。
CPE其玻璃化温度较高,PVC硬制品要达到使用要求,通常要加入较大份数(8~12份)才能获得较好的韧性。
由于CPE为弹性体,在PVC制品中大量加入CPE弹性体,PVC材料的强度、刚性、模量、维卡软化点大幅度降低,也就是说,CPE增韧PVC是以材料的强度、刚性、模量、维卡软化点大幅度损失为代价。
CPE含有约36%氯原子,普通的稳定剂不能抑制CPE的脱氯分解,所以PVC制品中加入CPE会导致PVC复合材料的热稳定性和光稳定性下降,耐候性变差。
同时,CPE与PVC相容差,加工熔体粘度大,一般须配合ACR加工助剂才能满足加工性能,加工温度窄、塑化效果差。
添加CPE弹性体的PVC 复合材料表面光泽度、硬度亦大幅度下降。
SPA-36是基于CPE增韧PVC固有缺陷而专门设计CPE协效剂,它是以微乳聚合法和纳米自组装技术而开发出有机/无机纳米杂化材料。
SPA-36协效增韧剂与CPE复合使用时,可提CPE在PVC复合材料中的分散性,改善CPE与PVC界面粘结性能和相容性,将CPE的互穿网络增韧与粒子点阵拓扑增韧特征集于一身,使PVC的强度、刚性、模量、维卡软化点下降幅度较小,PVC复合材料的强度与韧性达到更好的平衡,亦即,SPA-36协效剂可使PVC复合材料在获得很好冲击韧性的同时,又具有很高的强度。
造成剥离强度偏低的几大原因

纵向 横向 纵向 横向 纵向 横向 纵向 横向 处理面 非处面
MPa % mN % mN/m %
℃
摩擦系数
动
静
氧气透过系数 23℃ 0%
【cm.cm/(cm2.s.pa)】、cm2/m2.d.pa
水蒸气透过率 38℃
90%g.0.1mm/(m2.24h)
耐油脂性
其余指标:
引用国家标准GB/T
BOPET
塑料凹版里印油墨常规检测:
检测项目 着色力
颜色 细度 粘度 附着牢度 初干性 抗粘连性 丝头
检验 方法
分别取试样和标准样油墨各1g,白墨10g用同数 量冲淡剂分别冲淡,并在标准刮样纸上刮样对比 至试样与标准一致,S=D/C×100%。其中S=着色 力百分比、C=冲淡标准样所用白墨量 D=冲淡标准墨所用白墨量。 试样和标准样在试验纸上并排用小刮刀刮样目测对比
3、油墨残留溶剂消耗固化剂: 此类现象在使用聚氨酯油墨的产品上比较多见,由于聚氨酯油
墨中的羟基与双组分胶黏剂中的-NCO发生反应,消耗掉部分固化剂, 导致胶水不能完全固化,影响产品剥离强度。因此在选购油墨中, 尽量少用或不用含有异丙醇之类的溶剂,在印刷工序中,尽量减少 溶剂的残留。
R-NCO+H2O----R-NH2+CO2
B-1芳香族---固化剂异氰酸酯基(NCO)直接与芳香环相连接,经 水解后会变成芳香胺,生成的聚氨酯有较大的毒性,是一种致癌物, 不可用于水煮、蒸煮袋。
B-2脂肪族---NCO不直接与芳香环相接,水解后只生成脂肪胺,一 般可用于水煮蒸煮袋用胶。
三、胶粘剂原因:
1、胶粘剂的品种质量与要复合的基材不相适应影响剥离强度:
2、油墨附着力差: 经复合后的材料在熟化过程中由于内层材料的收缩产生应力,
南京研发成功聚丙烯纳米多功能复合助剂
设计 ,使 改性后 的聚丙烯专用料 的 冲击 强度 、低温
冲击 强 度 、负 荷 变 形 温度 、洛 氏硬 度 、 断 裂 伸 长
同时具有 多种改 性功 能。各种材 料混配及 添加至树
脂 中相容性 良好 。
率 、拉伸屈 服应力等性 能大幅度 提高 。科 研人员 攻
温 州建 成 可 降解 液 态地 膜 生 产装 置
农业 上使用 塑料地膜 每亩需 要地膜成本 5 8 0~ O元 ,
产线 ,实现投产 。按每亩使 用这种液态 地膜 2k 0g的
标准计算 ,2万 t 品可 以覆盖 10万亩土 地。 产 0
这 种液态地 膜是一种 可现场喷施 成膜 、使用后
完全 降解成有机肥 的产 品。它除 了具 有塑 料地膜保
在 温州建成 一条生 产能力 为 2万 ta的液 态地膜 生 /
等废弃矿 物 中提 取的腐植 酸 ,原 料十分 丰富 。 据悉 ,这种 液态地膜 可 以消除 白色污染 ,保护 农 田生态环 境 ,是塑 料 地膜 的一种 理 想 的替代 品 , 已在意大利 和德 国等 国家 以及我 国部分地 区推广应 用 。而且 ,它 的应 用成本 比塑料地 膜低很多 。 目前
温 、保 湿 、保 苗等 作 用 之 外 ,还 具 有 防止 土 壤 沙
而使用 液态地 膜 每亩 仅 需成 本 2 左 右 ,且 不 用 0元
人工放 苗 ,省 工省时 。
( 以上 信息 由郑来 宁提供 ) Βιβλιοθήκη 合 成材料 老化与应 用
P T聚 酯新 材 料 E
美 国英威 达公 司 日前开发 出用于 制造瓶子 的可
挤 出吹塑 的 P T聚 酯新 材 料 。新 材料 不 需 要 采 用 E
聚乙烯流延膜热封层专用料的开发
聚乙烯流延膜热封层专用料的开发李静静,邵磊山(中国石油化工股份有限公司茂名分公司研究院,广东茂名,525000)摘要:研究无机纳米复合助剂种类和用量对聚乙烯流延膜热封层性能的影响,筛选出无机纳米复合助剂A作为聚乙烯流延膜热封层助剂,添加量为4000×10-6。
以钛系催化剂制备出聚乙烯流延膜热封层专用料PE-LF274PC,其熔体质量流动速率为3.4~4.0g/(10min),密度0.927~0.930g/cm3。
制成流延薄膜雾度<6%,光泽度>86。
加工应用实验表明,PE-LF274PC加工性能良好,适用于流延薄膜热封层的生产,满足用户要求。
关键词:聚乙烯;流延膜;热封层;性能中图分类号:TQ325.1+2文献标识码:A文章编号:1671-4962(2024)02-0068-05Development of Special Material for PE heat-sealing layerLi Jing jing,Shao Leishan(Maoming Branch R&D Institute,SINOPEC,Maoming525000,China)Abstract:The influence of the type and amount of inorganic nanocomposite additive on the properties of polyethylene were studied. The inorganic nanocomposite additive A was selected as the polyethylene casting film heat sealing layer additive,with the addition amount of4000×10-6.PE-LF274PC was prepared with Ti catalyst.The melt mass flow rate was3.4~4.0g/(10min),and the density was0.927~0.930g/cm3.The haze of the cast film is less than6%and the gloss is more than86.The application showed that PE-LF274PC was suitable for the production of casting film heat seal layer and met the consumers'demand.Keywords:Polyethylene;Cast film;Heat sealing layer;performance聚乙烯流延包装薄膜是以聚乙烯为主要原料,配入合适比例功能改性母料,经流延法生产的无拉伸、非定向的平挤聚乙烯薄膜[1,2]。
提高刮擦性能
提高聚合物耐刮擦性能的助剂介绍相对于工程塑料来说,聚丙烯(PP)、橡胶改性PP、热塑性聚烯烃(TPOs)和热塑性弹性体(TPEs)等聚烯烃材料具有可回收、重量轻、成本低的优势,因而被越来越多地应用于汽车以及其它领域。
然而聚烯烃材料的耐刮擦性能明显较差,而这一性能却是仪表板、操控台和门板表皮等汽车内部应用部件的关键性能。
抗刮性是汽车外部应用部件、ATVs(全地形车辆)等车辆、耐用品和家具等的重要性能之一。
塑料和汽车工业正积极寻找解决方案以提高聚烯烃材料的耐刮擦性能。
表面性能提高的聚烯烃能很好地代替金属和工程树脂材料,同时还能很好地塑造出有颜色的用途。
通过涂料、无机矿物填料和其它助剂技术可以提高聚烯烃的耐刮擦性能。
此外耐刮擦性能还取决于其它很多因素,例如树脂的类型、填料含量、助剂、颜料、加工条件和表面粒度等。
据汽巴精化公司的汽车业务部门经理Johanne Wilson介绍:“使用耐刮擦助剂的成本效益比涂料或者层压材料方法更为明显,因此它越来越多地被用作解决方法。
”新的助剂技术已经得到了商业化,更为有效的研究还在继续进行。
耐刮擦性能测试塑料制品表面有好几种明显损坏的方法,其中有尖锐物体的划痕;磨料摩擦产生的磨损;改变表面性能或光泽的表面损伤;或者钝化物体轻微刮擦造成的“写入效果”。
根据汽巴精化的高级研究员Ashu Sharma博士的解释,材料在压入力和滑动力或横(侧)向力的作用下发生屈服,产生延性/脆性破坏从而造成刮痕。
在刮痕中,不平的表面产生不均匀的光散射和“刮痕发化”。
改善刮痕性能的解决方法包括尽可能减小聚合物底面粗糙程度和降低刮痕的胎肩,以产生尽可能少的光散射以及尽可能小的刮痕可见度。
准确地测量耐刮擦性能,弄清楚表面破坏背后的材料科学知识对于形成改善方案是重要的。
图1:刮痕的物化在刮痕的不均匀底面和凸起的胎肩上的光散射反映出严重刮擦的压痕。
粗糙程度较小的表面会产生“较轻刮擦”的压痕。
检测表面损害的试验方法有好几种。
聚乙烯PE简介
聚乙烯(PE)简介1.1聚乙烯化学名称:聚乙烯英文名称:polyethylene,简称PE结构式:聚乙烯是乙烯经聚合制得的一种热塑性树脂,也包括乙烯与少量α-烯烃的共聚物。
聚乙烯是五大合成树脂之一,是我国合成树脂中产能最大、进口量最多的品种。
1.1.1聚乙烯的性能1.一般性能聚乙烯为白色蜡状半透明材料,柔而韧,比水轻,无嗅、无味、无毒,常温下不溶于一般溶剂,吸水性小,但由于其为线性分子可缓慢溶于某些有机溶剂,且不发生溶胀。
工业上为使用和贮存的方便通常在聚合后加入适量的塑料助剂进行造粒,制成半透明的颗粒状物料。
PE易燃,燃烧时有蜡味,并伴有熔融滴落现象。
聚乙烯的性质因品种而异,主要取决于分子结构和密度,也与聚合工艺及后期造粒过程中加入的塑料助剂有关。
2.力学性能PE是典型的软而韧的聚合物。
除冲击强度较高外,其他力学性能绝对值在塑料材料中都是较低的。
PE密度增大,除韧性以外的力学性能都有所提高。
LDPE 由于支化度大,结晶度低,密度小,各项力学性能较低,但韧性良好,耐冲击。
HDPE支化度小,结晶度高,密度大,拉伸强度、刚度和硬度较高,韧性较差些。
相对分子质量增大,分子链间作用力相应增大,所有力学性能,包括韧性也都提高。
几种PE的力学性能见表1-1。
表1-1 几种PE力学性能数据3.热性能PE受热后,随温度的升高,结晶部分逐渐熔化,无定形部分逐渐增多。
其熔点与结晶度和结晶形态有关。
HDPE的熔点约为125~137℃,MDPE的熔点约为126~134℃,LDPE的熔点约为105~115℃。
相对分子质量对PE的熔融温度基本上无影响。
PE的玻璃化温度(T g)随相对分子质量、结晶度和支化程度的不同而异,而且因测试方法不同有较大差别,一般在-50℃以下。
PE在一般环境下韧性良好,耐低温性(耐寒性)优良,PE的脆化温度(T b)约为-80~-50℃,随相对分子质量增大脆化温度降低,如超高相对分子质量聚乙烯的脆化温度低于-140℃。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
技术交流弹性体,2017-12-25,27(6):2~57C H I N A E L A S T O M E R I CS复合助剂对易开口聚乙烯膜料性能的影响%王硕1,刘圣华2,赵泽军3,宋尚德1,陈光岩1,李连鹏1(1.中国石油吉林石化公司研究院,吉林吉林130021 ;.中国石油华北化工销售公司,北京100009;.中国石油吉林石化公司工程管理部,吉林吉林130022)摘要:以吉林石化公司线性低密度聚乙烯(L L D P E)D F D A7042粉料为基料,分别加入不同量的A、B、C、D四种易开口聚乙烯复合助剂,经共混、挤出造粒、吹膜,考察了不同助剂及不同助剂用量对D F D A7 0 4 2熔融指数、相对分子质量、相对分子质量分布和氧化诱导期的影响,考察了助剂对膜料开口性能、光学性能和力学性能的影响。
同样条件下测试了国内市场常见的易开口聚乙烯薄膜专用料中沙天津石化222W T、S A B I C 218W和兰州石化D F D A7042H粒料的熔融指数、相对分子质量及其分布、氧 化诱导期及膜料开口性、光学性能和力学性能,结果表明:通过对A、B、C、D助剂量调整,能够得到与中沙天津石化222W T、S A B I C 218W和兰州石化D F D A7042H同一水平的的易开口聚乙烯膜料产品。
关键词:易开口;开口性能;线性低密度聚乙烯;薄膜中图分类号:T Q 325.1 + 2 文献标识码:A文章编号:1005-3 174 (201 7)06-0052-06聚烯烃薄膜广泛地应用于工业品、日用消费 品的包装及农业生产等方面,在所有线型低密度 聚乙烯(L L D P E)应用中,膜产品约占90%,到 2019年国内聚乙烯膜料应用量将达到850万t.聚乙烯膜料按开口性可分为易开口、开口和不开 口三种类型。
易开口型聚乙烯膜料主要用于高速 自动包装膜,即在高速生产线上用来包装食品、杂 志、纺织品、卫生用品等。
由于薄膜的牵引速度很 快,对薄膜的开口性能和爽滑性能要求较高,此类 产品主要依靠进口,国内很少生产[1]。
影响易开 口聚乙烯膜料大规模生产的原因是膜料在堆积及 缠卷时,由于膜表面过于平滑形成真空密合状态、压力和温度升高、塑料中的润油质或低相对分子质量物质渗出、薄膜间大分子链相互缠绕、薄膜静 电作用等因素的影响,容易使塑料薄膜黏结在一起,不易分离,甚至无法使用[2]。
通常在生产聚乙 烯或吹塑薄膜前添加开口剂来提高开口性[34]。
本文介绍了国内外常用的几种易开口聚乙烯薄膜 *复合助剂在中国石油吉林石化公司L L D P E D F D A7042粉料中的应用,介绍了不同含量的助 剂对复合粒料和膜料性能的影响,为易开口聚乙 烯薄膜专用料在吉林石化公司274k t/a全密度聚 乙烯装置生产奠定了技术基础。
1开口性机理为了改善聚乙烯薄膜的开口性,通常在生产 薄膜时加人一定量的开口剂,开口剂分为无机开 口剂和有机开口剂,市面上常见的无机开口剂有滑石粉、水合硅酸镁、二氧化硅、硅藻土、碳酸钙、硫酸钙、磷酸氢钠、磷酸氢钙、水滑石、膨润土等,常见的有机开口剂有高碳数的酯、酰胺、氧化胺 等[5]。
当无机开口剂均匀分散在塑料薄膜中时,能在薄膜表面形成许多凹凸不平点,减少了薄膜 间的接触面积,使塑料薄膜易于开口,由于凸起的 存在,空气易进人薄膜之间,减少膜间的负压,避 免薄膜之间形成真空密合,从而防止了薄膜间的 黏连[6]。
当有机开口剂均匀分散在塑料薄膜中*吉林石化公司重点瓶颈攻关项目((C-17C015)作者简介:王硕( 1 967-),女,吉林磐石人,教授级高级工程师,理学博士,中国石油高级技术专家,主要从事高分子材料合成与加工应用方面的研究开发工作。
收稿日期=2017-07-12第6期王硕,等.复合助剂对易开口聚乙烯膜料性能的影响•53•时,有机开口剂从塑料薄膜内部逐渐迁移到薄膜 的表面,在薄膜表面聚集成保护膜,使薄膜表面光 滑,这样可以有效降低薄膜间的摩擦系数,使薄膜 层间易于滑动,阻碍分子链相互缠绕,以达到聚乙 烯薄膜抗黏连的目的[7]。
通常需要有机开口剂和 无机开口剂共同作用,达到最佳的开口性目的。
2 实验部分2.1原料LLDPE DFDA 7042:中国石油吉林石化公 司乙烯厂;易开口聚乙烯膜料复合助剂A 、B 、C 、 D :均为市售;LLDPE 222W T :中沙(天津)石化有 限公司;LLDPE 218W :沙特 Sabic 公司;LLDPE DFDA 7042H :中国石油兰州石化公司。
22仪器设备s h j -58-n 型双螺杆挤出机:南京航天航空大学信立塑料机械厂;吹膜机:大连龙尧塑料机械有限公司;SHR -50A 型高速混合机:江苏张家港市 亿利机械有限公司;DH -105S 型电热鼓风干燥 箱:天津市中环实验电炉有限公司;G T 710 0型熔 融指数仪:东莞市高技检测仪器有限公司;W GT - S 型透光率/雾度测定仪:上海精密科学仪器有限 公司;MXD -01型摩擦系数测试仪:济南兰光机电 技术有限公司;WDW -20型万能拉伸试验机:上 海华龙测试仪器股份有限公司;DSC 204型差示 扫描量热仪:德国耐驰仪器公司。
2.3实验方法易开口 L L D P E的制备工艺流程分别见图1和表1。
图1易开口 L L D P E 的制备工艺流程表1易开口 L L D P E 的制备工艺条件工艺阶段加工温度/°C主机转速/(• min -1_进料段塑化段均化段模头挤出造粒150〜170165〜200165〜200160〜18090 〜1101区2区、3区 4 区 、5 区6区吹膜140〜160150〜170160〜180150〜17060 〜902.4性能测试方法200 C 。
熔融指数按照G B /T 3682—2000进行测试,测试温度为190C,砝码质量为2.16 k g ;摩擦系数按照G B 10006—1988进行测试;雾度按照G B /T 2410—2008进行测试;拉伸性能按照G B / T 1040.3—2006进行薄膜测试,试样采取2型试 样,拉伸速率为50m m /m i n;氧化诱导期按照G B /T 17391—1998进行测试,测试温度为3结果与讨论将不同含量复合助剂A、B 、C 、D分别加入到吉林石化公司D F D A 7042树脂粉料中造粒,制备20〜30Mm厚的薄膜,助剂加入量、助剂主要成分及所得粒料和膜料代号见表2。
表2助剂加入量、主要成分及样品代号助剂助剂加入量(质量份)及样品代号助剂主要成分A 助剂A1A2A3A4A5抗氧剂1076、抗氧剂168、芥酸酰胺、滑石粉、硬脂酸锌、硬脂酸钙0.350.400.450.500.55B 助剂B1B2B3B4B5抗氧剂1076、芥酸酰胺、滑石粉、二氧化硅、硬脂酸锌0.350.400.450.500.55C 助剂C1C2C3C4C5全硫化硅橡胶、有机硅助流剂、抗氧剂1076、抗氧剂168、硅胶0.350.40.450.50.55244、芥酸酰胺、抗静电剂1800、紫外吸收剂D 助剂D1D2D3D4D5抗氧剂1076、抗氧剂168、芥酸酰胺、滑石粉、硬脂酸锌、硬脂酸钙0.350.400.450.500.55•54•弹性体第27卷3.1助剂对树脂熔融指数和相对分子质量及其分布的影响熔融指数是聚乙烯产品质量的关键指标,主要影响因素是相对分子质量和支链化程度,相对分子质量越大,熔融指数越小,短支链使高分子链之间的距离增大,有利于活动,故流动性好,熔融指数高。
长支链阻碍高分子的流动,影响结晶,降低弹性,熔融指数减小[8_9],此外后加工过程的添加剂、加工条件等也会影响熔融指数大小,对加入不同量A、B、C、D助剂的吉林石化公司DFDA7042粒料产品进行了熔融指数、相对分子质量及其分布测试,结果见表3。
表3助剂对树脂相对分子质量分布及熔融指数的影响产品熔融指数/[g • (10m in)—1]重均相对分子质量数均相对分子质量相对分子质量分布A助剂A1 1.6257 789255 568 4.4 A2 1.7059 361249 877 4.2A3 1.7260 212254 403 4.2A4 1.7860 066253 465 4.2A5 1.8658 312251 963 4.3B助剂B1 1.5657 210244 787 4.3 B2 1.5757 858251 288 4.3B3 1.5862 516254 976 4.1B4 1.6259 556257 125 4.3B5 1.6459 354253 229 4.3C助剂C1 1.6661 881254 252 4.1 C2 1.7459 233252 612 4.3C3 1.7857 211253 606 4.4C4 1.8259 792249 489 4.2C5 1.8460 851254 730 4.2D助剂D1 1.6759 284253 859 4.3 D2 1.7357 089255 791 4.5D3 1.7858 552256 573 4.4D4 1.8260 168256 156 4.3D5 1.8258 009254 384 4.4从表3可以看出,加入不同含量的四种助剂后,样品的相对分子质量及其分布没有规律性变化,但样品的熔融指数略有升高,这是因为复合助 剂加入到树脂中,在加工时由于助剂中含有大量的无机和有机爽滑剂,常温下爽滑剂会从聚合物内部移析到表面,降低聚合物与聚合物及聚合物与设备表面的摩擦力,起外部润滑作用,在高温下 爽滑剂与聚合物的相容性增大,产生一种增塑作 用,削弱了聚合物分子之间的内聚力,减小其内摩 擦,使熔体黏度降低,流动性增加,故随助剂加入 量增加树脂熔融指数增大[10]。
3.2助剂树脂对氧化诱导期的影响聚乙烯材料在加工和使用过程中由于超氧负 离子、单线态氧等氧活性物种和各种自由基作用,分子会失掉电子被氧化,电子从一个原子转移到 另一个原子上,发生氧化反应,使制品褪色、泛黄、硬化、龟裂、丧失光泽和透明度,缩短高分子制品 的使用寿命[1],在聚乙烯生产过程中抗氧剂的选 择和优化对聚乙烯的性能有重要影响,因为聚乙 烯在氧化过程中首先是消耗加入的抗氧剂,抗氧 剂对聚合物起保护作用,待抗氧剂耗尽聚乙烯才会开始氧化[2]。
用热分析仪测试得到的氧化诱导期是表征稳定化材料耐氧化分解的一种相对量 度,是对材料稳定化水平的一^种评价。
易开口聚 乙烯膜料复合助剂A、B、C、D中均有不同种类和 不同量的抗氧剂,考察了四种助剂在不同加入量时对吉林石化公司DFDA 7042的氧化诱导期的 影响,实验结果见图2.图2助剂对树脂氧化诱导期的影响由图2可以看出,以吉林石化公司DFDA 7042粉料为基料,加入不同量的易开口聚乙烯复 合助剂A、B、C、D时,随着助剂含量的增加,产品 的氧化诱导期逐渐升高,其中利用A、D助剂获得 产品的氧化诱导期普遍高于B、C助剂,B助剂产 品氧化诱导期最短。