en248电镀标准
《电镀污染物排放标准》(GB21900-2008)

《电镀污染物排放标准》(GB21900-2008)1 适用范围本标准规定了电镀企业和拥有电镀设施企业的电镀水污染物和大气污染物的排放限值等内容。
本标准适用于现有电镀企业的水污染物排放管理、大气污染物排放管理。
本标准适用于对电镀设施建设项目的环境影响评价、环境保护设施设计、竣工环境保护验收及其投产后的水、大气污染物排放管理。
本标准也适用于阳极氧化表面处理工艺设施。
本标准适用于法律允许的污染物排放行为;新设立污染源的选址和特殊保护区域内现有污染源的管理,按照《中华人民共和国大气污染防治法》、《中华人民共和国水污染防治法》、《中华人民共和国海洋环境保护法》、《中华人民共和国固体废物污染环境防治法》、《中华人民共和国放射性污染防治法》和《中国人民共和国环境影响评价法》等法律、法规、规章的相关规定执行。
本标准规定的水污染物排放浓度限值适用于企业向环境水体的排放行为。
企业向设置污水处理厂的城镇排水系统排放废水时,有毒污染物总铬、六价铬、总镍、总镉、总银、总铅、总汞在本标准规定的监控位置执行相应的排放限值;其他污染物的排放控制要求由企业与城镇污水处理厂根据其污水处理能力商定或执行相关标准,并报当地环境保护主管部门备案;城镇污水处理厂应保证排放污染物达到相应排放标准要求。
建设项目拟向设置污水处理厂的城镇排放水系统排放废水时,由建设单位和城镇污水处理厂按前款的规定执行。
2 规范性引用文件本标准内容引用了下列文件中的条款。
GB/T6920-1986 水质pH值的测定玻璃电极法GB/T7466-1987 水质总铬的测定高锰酸钾氧化-二苯碳酰二肼分光光度法GB/T7467-1987 水质六价铬的测定二苯碳酰二肼分光光度法GB/T7468-1987 水质汞的测定冷原子吸收分光光度法GB/T7469-1987 水质汞的测定双硫腙分光光度法GB/T7470-1987 水质铅的测定双硫腙分光光度法GB/T7471-1987 水质镉的测定双硫腙分光光度法GB/T7472-1987 水质锌的测定双硫腙分光光度法GB/T7473-1987 水质铜的测定2,9-二甲基-1,10菲罗啉分光光度法GB/T7474-1987 水质铜的测定二乙基二硫氨基甲酸钠分光光度法GB/T7475-1987 水质铜、锌、铅、镉的测定原子吸收分光光度法GB/T7478-1987 水质铵的测定蒸馏和滴定法GB/T7479-1987 水质铵的测定纳氏试剂比色法GB/T7481-1987 水质铵的测定水杨酸分光光度法GB/T7483-1987 水质氟化物的测定氟试剂分光光度法GB/T7484-1987 水质氟化物的测定离子选择电极法GB/T7486-1987 水质氰化物的测定硝酸银滴定法GB/T7487-1987 水质氰化物的测定异烟酸-吡唑啉酮比色法GB/T11893-1989 水质总磷的测定钼酸铵分光光度法GB/T11894-1989 水质总氮的测定碱性过硫酸钾消解分光光度法GB/T11901-1989 水质悬浮物的测定重量法GB/T11907-1989 水质银的测定火焰原子吸收分光光度法GB/T11908-1989 水质银的测定镉试剂2B分光光度法GB/T11910-1989 水质镍的测定丁二酮肟分光光度法GB/T11911-1989 水质铁的测定火焰原子吸收分光光度法GB/T11912-1989 水质镍的测定火焰原子吸收分光光度法GB/T11914-1989 水质化学需氧量的测定重铬酸钾法GB/T16157 固定污染源排气中颗粒物的测定与气态污染物采样方法GB/T16488-1996 水质石油类的测定红外光度法GB18871-2002 电离辐射防护与辐射源安全基本标准HJ/T27-1999 固定污染源排气中氯化氢的测定硫氰酸汞分光光度法HJ/T28-1999 固定污染源排气中氰化氢的测定异烟酸-吡唑啉酮分光光度法HJ/T29-1999 固定污染源排气中铬酸雾的测定二苯基碳酰二肼分光光度法HJ/T42-1999 固定污染源排气中氮氧化物的测定紫外分光光度法HJ/T43-1999 固定污染源排气中氮氧化物的测定盐酸萘乙二胺分光光度法HJ/T67-2001 固定污染源排气氟化物的测定离子选择电极法HJ/T84-2001 水质氟化物的测定离子色谱法HJ/T195-2005 水质氮氨的测定气相分子吸收光谱法HJ/T199-2005 水质总氮的测定气相分子吸收光谱法HJ/T345-2007 水质总铁的测定邻菲啰啉分光光度法(试行)《污染源自动监控管理办法》(国家环境保护总局令第28号)《环境监测管理办法》(国家环境保护总局令第39号)3 术语和定义下列术语和定义适用于本标准。
电镀产品 品质标准
手折
*
机模 跌落试验机
*
推/拉力计
*
钢球
*
信 赖 性 测 试
6.RCA耐磨测试(喷涂类Case:): 6.1.橡胶漆:175gf,25来回不可有素材漏底掉油现 RCA纸带测试机 象; 6.2.UV:175gf,200来回不可有素材漏底掉油现象;
*
7.橡皮擦耐磨测试: 7.1.喷油类产品:普通橡皮擦500gf,120来回不可有 素材漏底掉油现象; 7.2.丝印类产品:普通橡皮擦500gf,50来回不可有 素材漏底掉油现象;
*3Βιβλιοθήκη /600M 胶纸*3M/600M 胶纸 百格刀
*
PH试纸 凡士林
*
审 核:
制作:
Zoe(李小姐)
日期
2016/3/3
公司电镀产品 品质标准
检验项目 检验要求及标准 产品必须是纯原料生产,不可以添加水口料. 1.外观面等级划分: 外观面分A、B、C级面,等级划分为产品正面、 背面及LOGO处为A级面,边侧、内正面为B级面,内 边侧为C级面。(D直径,DS距离,N数量) 2.整体外观: 产品不可有色差,色不均匀,脏污、灰尘;不可 出现碰伤、模伤、变形、破损、缺料等现象;缩水 、气纹、结合线在正常检验条件下对外观无影响 判定为可接收。 3.刮花: 产品不可有明显刮花,A面:L≤3mm, w≤0.1mm ,n≤1(S≤0.3mm2) B面:L≤5mm,w≤0.1mm,n≤1 (s≤0.5mm2) 表面不可有深度有感刮花。 4.麻点、杂色点: A级面:S≤0.1mm2, 15cm2 n≤2 ds≥30mm; 50cm2 以上n≤3 ds≥40mm S≤0.2mm2, 15cm2 n≤1; 50cm2 以上n≤2 ds≥ 40mm B级面:S≤0.20 mm2,n≤2 ds≥30mm;s≤ 0.25mm2 n≤1:50 cm2 以上n≤2 ds≥40mm。 测试方法 /工具 目视 致命 主要 次要 备注
3-表面处理性能标准

1 范围本标准规定了产品表面处理的功能性技术要求、检验方法、检验规则、运输与贮存。
本标准适用于本公司中的本标准涉及到的电镀、喷漆、PVD及杂色处理、丝印等表面处理。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 4955-2005 金属覆盖层厚度测定阳极溶解库仑方法GB 6461-2002 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级 (等效 ISO4540-80)GB 6462-2005 金属和氧化物覆盖层厚度显微镜测量方法GB/T 10125-2012 人造气氛腐蚀试验盐雾试验ASME A112.18.1-2012 水暖配件EN248:2002 镍、铬电镀通用技术规范GB/T 6739-2006 色漆和清漆铅笔法测定漆膜硬度3各表面处理的性能要求零件料号中后三位代表表面处理的方式,各表面处理的性能要求如下:注1:公司目前主要为CF:AASS 24H 10级;CP1:CASS 4H 9级注2:表1为公司常规标准,若客户提供表面性能标准,依客户标准或《零件检验规范》执行;注3:PVD 表面处理的盐雾测试最低要求CASS 4H,若有客户要求按客户要求(在物料描述或零件检验中体现)。
4 技术要求4.1 尺寸电镀件的各重要尺寸及螺牙必须符合零件检验规范的尺寸和实配的要求。
4.2镀层厚度4.2.1 塑胶电镀件镀层厚度:4.2.2金属电镀件镀层厚度4.3 耐腐蚀性标准4.4 结合力测试标准:客户有特殊要求时,以客户要求为准。
对于批量来料,按4.4.2测试标准进行测试, 4.4.1塑胶件结合力测试标准(冷热冲击试验) :(实验测试)4.4.2塑胶件结合力测试标准(百格测试):(进料检验抽测)表64.4.3 金属件结合力测试标准:(实验测试)4.5 耐酒精测试:(进料检验抽测)表84.6 落砂磨损实验:(实验室测试)5 检验规则5.1 产品须经进料检验部门按本标准检验合格后,并附产品质量合格证明后方可入库。
全面的塑料电镀件检验标准
塑胶电镀件检验标准
1功能性要求
1.1尺寸
电镀件的各重要尺寸及螺牙必须符合零件图纸尺寸要求
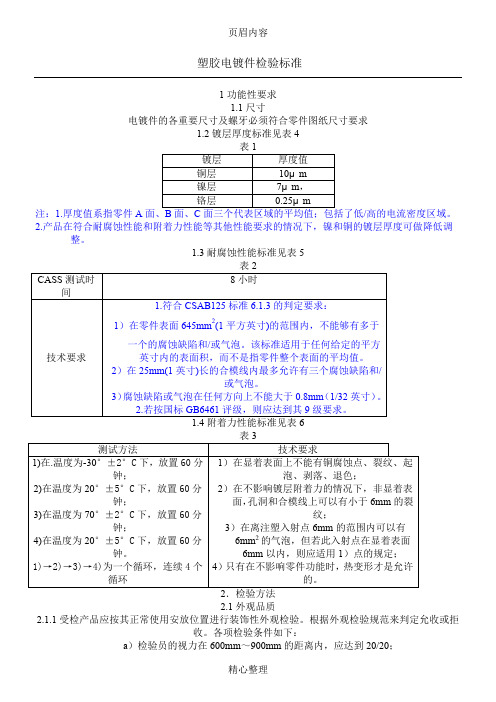
1.2镀层厚度标准见表4
2.1外观品质
2.1.1受检产品应按其正常使用安放位置进行装饰性外观检验。
根据外观检验规范来判定允收或拒
收。
各项检验条件如下:
a)检验员的视力在600mm~900mm的距离内,应达到20/20;
b)检验灯光应为1600流明,及相当于2支40W的日光灯发出的光,光源于物件距离为
1000mm;
c)物件与检验员眼睛距离应在300mm~400mm范围内。
d)观察时间:A面6s、B面4s、C面2s。
2.1.2
2.1.3拿近物件检验表面其是否存在功能性外观缺陷(如气泡、镀层剥离、镀层毛刺等),如有则拒收该工件。
但是不要拒收发现的装饰性外观缺陷。
拿近发现的装饰性外观缺陷肯定比第一点发现
的装饰性外观缺陷多。
2.2镀层厚度参照GB4955金属覆盖层厚度测定阳极溶解库仑方法进行测试。
2.3耐腐蚀性能参照ASTMB368或GB/T10125方法进行测试。
2.4附着力性能参照EN248方法进行测试。
ul248-14标准对应国标
ul248-14标准对应国标UL248-14是国际电工委员会(International Electrotechnical Commission,简称IEC)颁布的一个标准,用于评估小型电动机的保险丝。
国标则是指由中国相关部门制定和发布的,用于规范国内相关行业产品计量检测、安全及质量要求的标准。
这两者在相似的领域中起着非常重要的作用,但在一些方面也存在一些差异。
首先,UL248-14标准是由国际电工委员会颁布的,它是国际上通用的标准,适用于所有符合条件的小型电动机保险丝制造商和用户。
这个标准涵盖了包括材料、尺寸、电气性能和试验方法等方面的要求。
它在全球范围内具有较高的权威性和广泛的应用。
而国标则是由中国相关部门制定和发布的,针对国内市场条件、产品特性以及相关法律法规要求进行了特定的规范。
国标与UL248-14标准相比可能更加具体和详细,以适应中国市场的实际需求,并确保产品在国内的质量和安全性。
其次,UL248-14标准和国标在技术要求方面可能存在一些差异。
国标可能会在一些方面进行增加或修改,以适应特定的国内环境和市场需求。
这些差异可能包括材料要求、尺寸规定、电气性能等方面的调整,以确保产品在中国国内市场的安全可靠性和质量可控性。
此外,UL248-14标准的采用通常需要经过国内相关部门的批准和认证工作,以确保其符合国内标准的要求。
这个过程可能会增加一些时间和成本,但也可以提供更多的可靠性保证。
总结起来,UL248-14标准是一个国际性的保险丝评估标准,而国标则是根据国内市场需求和相关法律法规制定的。
国标在技术要求和标准制定方面可能与UL248-14标准存在一些差异。
在实际应用中,企业和用户需要根据自身情况选择符合要求且获得国内认证的产品,以确保产品质量和安全性。
同时,通过进一步加强国际合作和技术交流,可以促进国内标准与国际标准的接轨,提高产品的竞争力和市场认可度。
EN1287-1999 中

卫生设备用水龙头——低压恒温混合阀——一般技术规范欧洲标准EN128:1999和英国标准的地位一样全国性前言此标准是EN 1287:1999的英文版本。
取代被撤销的BS 1415-2:1986。
英国对此标准制备的参与工作,是由供水系统的技术委员会B/504,授权予终端机构小组委员会B/504/8,其职责是:——帮助询问引用者理解原文;——向负责的欧洲委员会反应在翻译中的询问,改动的建议,以及告知英国的行业相关者。
——关注欧洲以及国际的相关发展动向,并在英国进行传播。
可以向其秘书长要求小组委员会所代表的组织的名册。
此BS 6920标准并不意在包含一份合同所需的所有条款。
使用者需对其正确引用负责。
与英国标准相符本身并不能免除其法律义务。
页码概述本标准包括一页封面,一页内封面,EN标题页,第2至34页,一页内封底以及一页封底。
文件中的BSI 版权提示标示了文件最新的发行时间。
英文版卫生设备用水龙头——低压恒温混合阀——一般技术规范此欧洲标准于1999年4月1日经CEN核准。
前言此欧洲标准由供水系统的技术委员会CEN/TC 164制备,其秘书处归属于法国标准协会。
此标准必须最迟在1999年10月,通过同文出版物或签注,成为国家的标准。
同时,与之相冲突的国家标准必须最迟在1999年10月撤销。
根据CEN/CENELEC(欧洲标准委员会)内部章程,下列国家的国家标准组织必定要实施此标准:奥地利,比利时,捷克共和国,丹麦,芬兰,法国,德国,希腊,冰岛,爱尔兰,意大利,卢森堡,尼德兰(荷兰),挪威,葡萄牙,西班牙,瑞典,瑞士和英国。
目录页码前言 2简介 31 范围 32 规范性引用文件 33 定义 44 分类 45 名称 56 标记/识别 56.1 标记 56.2 识别 57 材料 57.1 化学和卫生特性 57.2 暴露面的情况以及电镀层质量 58 尺寸要求 68.1 图纸的一般注释 68.2 在水平面安装的恒温混合阀 68.3 在垂直面安装的恒温混合阀168.4 出水嘴的尺寸188.5 特例199 密封性要求209.1 概述209.2 测试方法209.3 密封装置的密封性和密封装置逆流时恒温混合阀的密封性209.4 恒温混合阀的密封装置的密封性:冷热水之间的交叉流动209.5 密封装置顺流时恒温混合阀的密封性209.6 恒温混合阀手动转换开关的密封性21 9.7 恒温混合阀自动复位转换开关的密封性219.8 测试要求一览表2110 液压操作特性21 10.1 概述21 10.2 测试方法21 10.3 测试仪器21 10.4 安装和初始准备步骤24 10.5 流量的确定24 10.6 灵敏度25 10.7 测试冷水供应失效时的安全性26 10.8 测试进水压力改变时水温的稳定性2610.9 测试进水水温改变时水温的稳定性2711 高压下的机械性能27 11.1 概述27 11.2 测试仪器27 11.3 在密封装置逆流关闭时恒温混合阀的机械性能测试2711.4 在密封装置顺流打开时恒温混合阀的机械性能测试2712 机械寿命特性28 12.1 概述28 12.2 恒温混合阀的其他开关水流控制器的使用寿命测试28 12.3 转换开关的机械寿命2812.4 旋转喷嘴的机械寿命2913 操控装置的抗扭特性30 13.1 概述3013.2 测试方法3014 饮用水防污染31 附录A(规范性)减径适配器的设计32 附录B(规范性)减压球座的例子33 附录C(告知性)低压液阻设备34 附录D(告知性)密封性测试一览表35简介就本标准涵括的产品对人类用水产生的潜在不利影响而言:1)就产品是否可以不受限制地在欧盟或欧洲自由贸易区的成员国内使用,本标准不提供任何相关信息。
电镀系列配方之雾锡配方的改进与应用
电镀系列配方之雾锡配方的改进与应用周生电镀导师雾锡即半光亮镀锡,通常用于电子产品和线路板电镀,属于功能性电镀,不需要装饰性效果,强调走位和焊接性能。
雾锡有单组分和双组份的配方设计,一般单组分的比较常见。
以下是知名公司的雾锡配方:(文尾处有系列配方内容)LE思雾锡SOLDEREX 248,单组份设计SOLDEREX 248 1 LT10 WATER, DEIONIZED 纯水941.227 克20 TRITON X-100 OP-10 23.473 克30 MONATERIC LF-NA-50 23.473 克40 PLURONIC (baomi) 11.742 克50 SULPHURIC ACID 96% CP 硫酸 2.312 克60 HYDRO QUINONE 对苯二酚 1.905 克此方案可以满足一般的电子产品镀锡需要,但是用户反映稳定性不够,外观也与现在的市场要求不符,因此需要改进。
对改配方的改进主要集中在载体也就是表面活性剂的选择,重新选择分子量更大的载体,还有细化结晶的中间体,通过一系列试验,最终的改进配方获得了满意的效果,而且抗蚀性提高。
本文结尾处有清单。
单剂248配方的说明书如下:说明书设备槽衬聚乙烯、聚丙烯、PVC或耐酸性玻璃纤维的钢槽.加热/冷却保持镀液温度在最佳范围内.冷却可用特氟隆、铅或钛(保证铅、钛绝缘)过滤挂镀尤其需要过滤.用10微米PP或Dynel的滤芯,不能用纤维或纸过滤.搅拌阴极移动搅拌,每分钟至少5-10英尺.整流器建议电压为6V,最大波纹系数为5%.阳极至少99.99%纯锡.阳极钩应覆以Monel或钛;阴极应装入PP或Dynel袋中.通风需要三.操作条件标准范围硫酸亚锡g/L3025—35硫酸(CP级)v/v10%9—11%SOLDEREX 248mL/L7.5mL/L5—10mL/L温度℃2116-27阴极电流密度挂镀ASD20.5—4滚镀ASD10.5—3阳极电流密度ASD11—3过滤建议搅拌溶液或阴极移动阳极至少99.99%纯锡四.开缸1.在洁净的槽中加一半纯水;2.边搅拌边加入10%(v/v)硫酸(CP级);3.加所需要的硫酸亚锡至纯水中.用240g/L硫酸亚锡混合液,加入时需搅拌;4.用纯水加至最终体积的90%;5.溶液冷却至23℃;6.溶液冷却后边搅拌边加入7.5 mL/L SOLDEREX 248 REPLENISHER(补充剂);7.加纯水至最终体积.五.操作维护:SOLDEREX 248 REPLENISHER(补充剂)按安培小时添加,每安培小时加0.1-0.5mL.可用候氏槽试验来调节.目前市场上配方转让的全部是从我们这个平台获得配方后再次转卖的(违背承诺:买配方只能自用),他们也难以提供技术咨询服务,后续也难以提供改进的最新配方。
EN248

1.范围本欧洲标特指:---淋浴头(TAPWARE)表面条件---性能:表面镀层(抗腐蚀性,附着性)---检测验证此类性能所有有金属铬镍镀层的卫浴装置(供排装置),无论其本身金属材料属性2.规范性参考此欧洲标准文件中的条款因其他部分的注明日期或未注明日期通过本部分的引用而成为本部分的条款。
凡是注明日期的引用文件,其随后的修改单或修订版均不适用于本部分。
然而,鼓励根据本部分达成协议的各方研究决定是否可使用这些文件的最新版本,凡是不注明日期的引用文件,其最新版本适用于本部分。
3.条款和定义3.1暴露面淋浴头外表面是使用条件下的可见面。
3.2不作为暴露面考虑的面:a)内表面例如操作员,盖子、把手,帽等b)被另一部分隐藏的部件,排水连接装置4.暴露面4.1.暴露面条件暴露面应具有抗腐蚀保护。
4.2可能性破坏说明在暴露面找到的不同类型的损坏:(见表一)(表一)4.3检测前的目视检验暴露面应在没有放大装置状态、700-1000照度的不刺眼散射光线下,由肉眼从距离300MM左右检查10秒,4.4要求在测试期间,除了轻微的黄色或蓝色标志外,暴露面不应有任何“表一”中所描述之破坏。
5.电镀质量5.1耐腐蚀性测试—使用中度盐水中性盐水喷雾侧测试5.1.1总则该测试是一种在制造期间实施的非质量控制测试的实验室检测方式。
5.1.2方法检测实施应在ISO9227描述下的中度盐水测试条件下进行,方式如下:使该可拆卸淋浴头及其配件置于最少200升的中度盐水中,处理中途安排一个喷雾(48+)升的休息阶段。
在第一次100升正负1升喷雾之后,在剩下的测试期间,获取箱中的热度。
为了测试的持续性,测试箱只在测试和获取条件下打开,喷雾期间最大的休息阶段时间不超过30秒每天。
加热应不受影响,测试样品不曾被触碰、洗涤、或检查。
在处理后和“检测前检验”前,在水中冲洗检测样品,去除任何盐分残留。
在测试后,从距离300mm左右,无任何放大装置,用肉眼检查表面约10S。