内圆磨床标准
齿轮磨床技术参数(内圆磨)(可编辑)
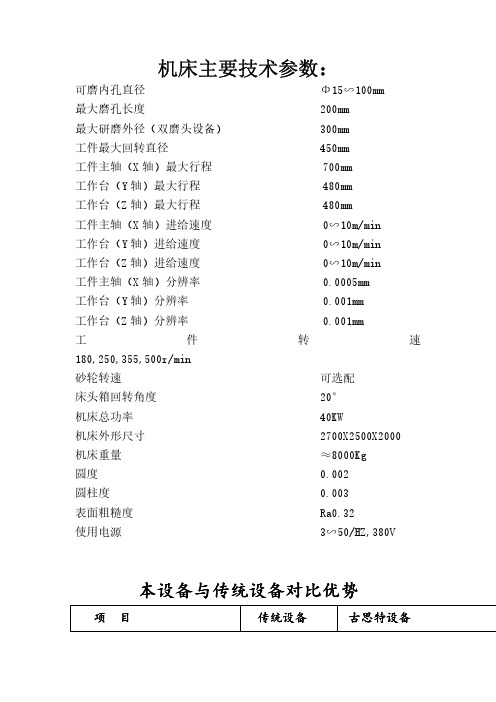
机床主要技术参数:可磨内孔直径Φ15∽100mm最大磨孔长度200mm最大研磨外径(双磨头设备)300mm工件最大回转直径450mm工件主轴(X轴)最大行程700mm工作台(Y轴)最大行程480mm工作台(Z轴)最大行程480mm工件主轴(X轴)进给速度0∽10m/min工作台(Y轴)进给速度0∽10m/min工作台(Z轴)进给速度0∽10m/min工件主轴(X轴)分辨率0.0005mm工作台(Y轴)分辨率0.001mm工作台(Z轴)分辨率0.001mm工件转速180,250,355,500r/min砂轮转速可选配床头箱回转角度20°机床总功率40KW机床外形尺寸2700X2500X2000机床重量≈8000Kg圆度0.002圆柱度0.003表面粗糙度Ra0.32使用电源3∽50/HZ,380V本设备与传统设备对比优势项目传统设备古思特设备车削功能无有一次装夹完成端面内孔加工不能能加工效率低高,内孔加工是传统设备的约2倍耗材消耗量大小劳动强度高低用工量大小同样产能使用面积大小原理简介机床机床原理简介本设备是利用车加工的高效率,对产品端面和内孔进行车端面直接车到要求尺寸,,内孔车削时留0.03-0.05mm余削,端面直接车到要求尺寸量,然后用砂轮进行磨削。
这样既能提高产品加工的效率,,量,然后用砂轮进行磨削。
这样既能提高产品加工的效率又能满足产品使用时内孔要求磨削纹路又能满足产品使用时内孔要求磨削纹路,,达到油膜润滑的目的。
将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔的。
将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔,,再磨端面或者在别的车床上涨内孔车端面,,或者采用专用的再磨端面或者在别的车床上涨内孔车端面端面磨床进行端面磨削。
)简化为车端面、车内孔、精磨内端面磨床进行端面磨削孔,一次装夹完成一个端面和内孔的加工一次装夹完成一个端面和内孔的加工。
由于精磨余量很件休整一次,,小,砂轮不需要每个产品休整砂轮不需要每个产品休整,,可以间隔10-20件休整一次具体视产品有所变化。
磨床的国家专用标准

磨床的国家专⽤标准
磨床产品⽬前主要采⽤国家标准和⾏业标准,有些产品企业标准,此外有⼏⼗个相关标准和质量分等标准。
出⼝产品不得低于⼀等品。
磨床的国家专⽤标准主要有:GB/T4684-94、JB/T7418.1-94《外圆磨床,参数及系列型谱》,GB/T4685-94《外圆磨床精度》,JB/T7418.2-94《外圆磨床技术条件》,GB6740-86、JB/Z250-85《⽆⼼外圆磨床参数及系列型
谱》,GB4681-84《⽆⼼磨床精度》,ZBJ55011-87《⽆⼼磨床技术条件》,JB2617-79《曲轴磨床参数》,ZBJ55035-88《曲轴磨床精度》,ZBJ55036-88《曲轴磨床技术条件》,GB6471-86、JB/Z260-86《内圆磨床参数及系列型
谱》,GB7924-87、JB/Z288-87《光学曲线磨床参数及系列型谱》,ZBJ55006-87《光学曲线磨床精度》,ZBnJ55020-87《光学曲线磨床技术条件》,GB6469-86、JB/Z249-85《卧轴矩台平⾯磨床参数及系列型谱》,GB4022-83《卧轴矩台平⾯磨床精度》,JBn3382-83《卧轴矩台平⾯磨床技术条件》,GB 7923-87、JB/Z287-87《⽴轴矩台平⾯磨床参数及系列型谱》,GB6476-86《⽴轴矩台平⾯磨床精度》,JBn4183-86《⽴轴矩台平⾯磨床技
/post/2265.html。
上海机床厂内圆磨床说明书
上海机床厂内圆磨床说明书
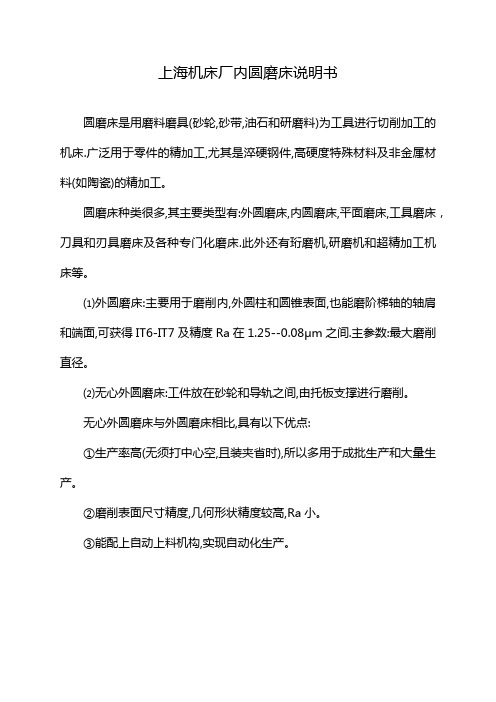
圆磨床是用磨料磨具(砂轮,砂带,油石和研磨料)为工具进行切削加工的机床.广泛用于零件的精加工,尤其是淬硬钢件,高硬度特殊材料及非金属材料(如陶瓷)的精加工。
圆磨床种类很多,其主要类型有:外圆磨床,内圆磨床,平面磨床,工具磨床,刀具和刃具磨床及各种专门化磨床.此外还有珩磨机,研磨机和超精加工机床等。
⑴外圆磨床:主要用于磨削内,外圆柱和圆锥表面,也能磨阶梯轴的轴肩和端面,可获得IT6-IT7及精度Ra在1.25--0.08μm之间.主参数:最大磨削直径。
⑵无心外圆磨床:工件放在砂轮和导轨之间,由托板支撑进行磨削。
无心外圆磨床与外圆磨床相比,具有以下优点:
①生产率高(无须打中心空,且装夹省时),所以多用于成批生产和大量生产。
②磨削表面尺寸精度,几何形状精度较高,Ra小。
③能配上自动上料机构,实现自动化生产。
数控内圆磨床
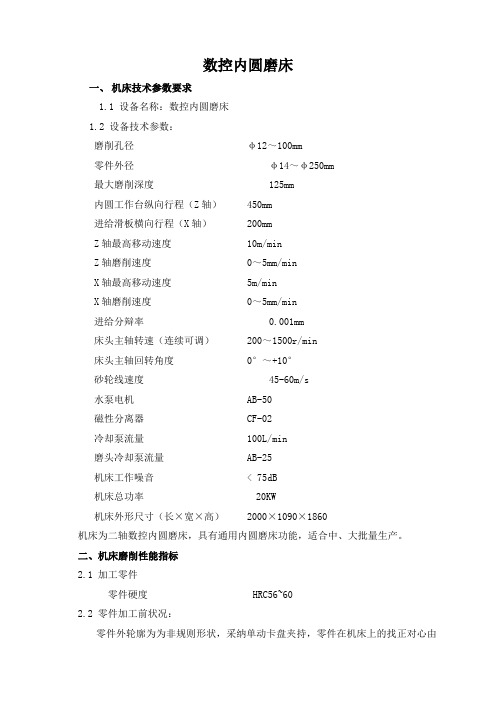
数控内圆磨床一、机床技术参数要求1.1 设备名称:数控内圆磨床1.2 设备技术参数:磨削孔径φ12~100mm零件外径φ14~φ250mm最大磨削深度 125mm内圆工作台纵向行程(Z轴)450mm进给滑板横向行程(X轴)200mmZ轴最高移动速度10m/minZ轴磨削速度0~5mm/minX轴最高移动速度5m/minX轴磨削速度0~5mm/min进给分辩率 0.001mm床头主轴转速(连续可调)200~1500r/min床头主轴回转角度0°~+10°砂轮线速度 45-60m/s水泵电机AB-50磁性分离器CF-02冷却泵流量100L/min磨头冷却泵流量AB-25机床工作噪音< 75dB机床总功率20KW机床外形尺寸(长×宽×高)2000×1090×1860机床为二轴数控内圆磨床,具有通用内圆磨床功能,适合中、大批量生产。
二、机床磨削性能指标2.1 加工零件零件硬度 HRC56~602.2 零件加工前状况:零件外轮廓为为非规则形状,采纳单动卡盘夹持,零件在机床上的找正对心由用户操作者手动进行。
2.3 加工精度:(以用户典型零件为考核件)典型工件:2.3.1 内径54,外径130,孔深28,材料FC250,灰铸铁。
加工余量¢0.2-0.3mm。
加工单个零件达到如下技术指标耗时小于30s。
内孔圆度≤0.0015mm内孔圆柱度≤0.002mm内孔粗糙度≤Ra 0.4μm2.3.2 内径16,孔深18,材料粉末冶金铸铁。
加工余量¢0.2-0.3mm。
加工单个零件达到如下技术指标耗时小于30s。
内孔圆度≤0.0015mm内孔圆柱度≤0.002mm内孔粗糙度≤Ra 0.4μm三、机床配置3.1工件夹具、工件主轴3.1.1机床配三爪自定心卡盘和四爪单动卡盘各一套。
3.1.2 工件主轴为套筒式结构,回转精度高,调整方便。
3.1.3 主轴轴承采纳两组成对轴承,保证使用寿命及刚性。
内圆磨床第5部分高精度卧式机床精度检验新
检验项目
G1
磨头(或头架)沿Z轴线移动的直线度:
a)在YZ垂直平面内;
b)在XZ水平面内。
简图
另法
允差
a)300测量长度上为0.009;
b)300测量长度上为0.005。
检验工具
平尺或检验棒和指示器。
检验方法(按GB/T17421.1-19985.2.3.2.1的规定)
当使用平尺检验时,指示器支架应装在机床固定部件上。将平尺平行于工作台纵向移动方向放置,使指示器测头触及平尺。
头架主轴回转180°,移动X轴线,直至指示器测头再次触及同一测点。
对应于300位移处的指示器的读数差值即为垂直度偏差。
注:检验方法还可用基准角尺来测平行度的方法来检测。
检验项目
G3
头架主轴端部的跳动:
a)径向跳动;
b)轴向窜动;
c)轴肩支承面的端面跳动(包括主轴的轴向窜动)。
简图
允差
a)0.003;
b)0.003;
c)0.006.
检验工具
指示器和专用检具。
检验方法(按GB/T17421.1-19985.6.1.2.2;5.6.2.2.1;5.6.2.2.2;5.6.3.1;5.6.3.2的规定)
a)固定指示器,使其测头分别触及主轴定心轴颈表面;
如主轴端部是锥体,则指示器测头应垂直于被检表面安置。
注2:当距离Da/2≠200时,b)项的允差T可按以下公式计算:
注3:主轴带圆柱孔的结合端面,应测量端面跳动,允差为0.003。
注4:主轴带圆柱孔的也可采用检验棒测量,对近端允差可直接测量主轴轴伸外圆表面的径向跳动,允差为0.003,对远端允差应测量检验棒的径向跳动,允差按0.006的要求考核。
M2120A型内圆磨床
销售 负责人 刘全 福 电 地 址 无 锡市湖滨 路 n 号 话
: :
:
,
,
,
( 0 5 10 ) 6 7 0 2 9 7 8
2140 61
本公 司 逐步深 入 推行 质量 管理 贯 彻
GB /
邮政编码
:
T 1 9 0 0 一 15 0 9 0 0 0
产 品 及企 业
0 一2 本 产 品 磨削孔径 5 0
Om m
,
系 列 标 准 依据 G
:
,
B
/
’
I 1 9 ( )O]
, ! l 钊 湘 l
r
、
一 1 9 94 i d t
, ,
xSO 90 o l
1994 《 质
引 州 引 训 井 川 川 曰 吸 们 钊 川 训 洲 刁 曰 门 川 州 州 ù 仲 川 门 八 曰 科 利 洲 划 训 月 封 钊 引 川 川 抓 日 扫 妇 料 州 洲 口 川 门 训 量 体 系 设 i 十 开到
,
压 导 轨 能 实 现 微量 进 给 导 轨 不பைடு நூலகம்易磨 损 抗 振
磨削 工件
3 o om m 2
.
性 能好
。
导 轨 采 用 直 流 电机 可控 硅 无 级 调速 带
, ,
.
直径
1
oo
,
最大 长度通 磨 时
1
.
,
切
制动 器的拖 动装置 以 适 应 加 工 需 要 并 能 防 止 重 负荷 磨削 时的倒拖 机 床采 用 ( P
, 。 。
入磨 时 轮宽 度
,
39om m
4 0 0m m
,
内圆磨床技术参数

内圆磨机床主要技术参数:可磨内孔直径Φ15∽100mm最大磨孔长度200mm最大研磨外径(双磨头设备)300mm工件最大回转直径450mm工件主轴(X轴)最大行程700mm工作台(Y轴)最大行程480mm工作台(Z轴)最大行程480mm工件主轴(X轴)进给速度0∽10m/min工作台(Y轴)进给速度0∽10m/min工作台(Z轴)进给速度0∽10m/min工件主轴(X轴)分辨率0.0005mm工作台(Y轴)分辨率0.001mm工作台(Z轴)分辨率0.001mm工件转速180,250,355,500r/min砂轮转速可选配床头箱回转角度20°机床总功率40KW机床外形尺寸2700X2500X2000机床重量≈8000Kg圆度0.002圆柱度0.003表面粗糙度Ra0.32使用电源3∽50/HZ,380V本设备与传统设备对比优势项目传统设备古思特设备车削功能无有一次装夹完成端面内孔加工不能能加工效率低高,内孔加工是传统设备的约2倍耗材消耗量大小劳动强度高低用工量大小同样产能使用面积大小原理简介机床机床原理简介本设备是利用车加工的高效率,对产品端面和内孔进行车端面直接车到要求尺寸,,内孔车削时留0.03-0.05mm余削,端面直接车到要求尺寸量,然后用砂轮进行磨削。
这样既能提高产品加工的效率,,量,然后用砂轮进行磨削。
这样既能提高产品加工的效率又能满足产品使用时内孔要求磨削纹路又能满足产品使用时内孔要求磨削纹路,,达到油膜润滑的目的。
将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔,,的。
将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔再磨端面或者在别的车床上涨内孔车端面,,或者采用专用的再磨端面或者在别的车床上涨内孔车端面端面磨床进行端面磨削。
)简化为车端面、车内孔、精磨内端面磨床进行端面磨削孔,一次装夹完成一个端面和内孔的加工一次装夹完成一个端面和内孔的加工。
由于精磨余量很砂轮不需要每个产品休整,,可以间隔10-20件休整一次件休整一次,,小,砂轮不需要每个产品休整既节约时间又节约人力,,同时节省耗具体视产品有所变化。
GB-T 6471-2004 内圆磨床 参数
( 砂轮进给工件往 复式)
( 砂轮进给砂轮往复式)
图 1
表 1
}m am l/ 二斗 川 8 } 行 t } o } f L E ' i ` f } g 3 4 , 2 0 1 丰 洲
标准下载网() 免费标准网() 无需注册 即可下载
本标准规定了最大磨削孔径 1 mm 0 mm的内圆磨床的参数。 2 -80 本标准适用于新设计的一般用途的内圆磨床。
2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注 日期的引用文件 , 其随后所有
的修改单( 不包括勘误的内容) 或修订版均不适用于本标准, 然而, 鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。凡是不注 日 期的引用文件, 其最新版本适用于本标准。 G / 50.-19 01 97 机床 主轴端部与花盘 互换性尺寸 第 I B T 9 部分: A型(q IO 21 ev 7 -: S 0
本标准由中国机械工业联合会提出。
本标准由全国金属切削机床标准化委员会(A / C ) S C T 2 归口。 2 本标准起草单位: 无锡机床股份有限公司。 本标准主要起草人: 陆鹏飞。
本标准所代替标准的历次版本发布情况为 :
GB T 7 一 9 6 4 1 1 8 。 / 6
17 ) 95
3 参数 机床型式见图 1参数宜符合表 1的规定 。 ,
表1 中工件主轴端部代号符合 G / 50. 97 B T 01 9 中第 3 9 -1 章规定。
I I J 香
型式 I 型式 I 型式 m
( 工件进给砂轮往复式)
阵 勺
在技术内容上完全一致 , 仅按 GB T 1 00标准化工作导则 / 1 -20( . ( 要求进行 了编辑性修改 。 与本标准配套的标准有 :
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内圆磨床标准
一、精度要求
1. 内圆磨床应具有符合国家相关标准的精度要求,包括工作台面平面度、垂直度、角度等参数。
2. 内圆磨床的砂轮主轴精度应符合国家相关标准,包括主轴径向跳动、轴向窜动、主轴锥孔轴线的径向跳动等参数。
3. 内圆磨床的进给系统精度应符合国家相关标准,包括各进给轴的移动速度、移动精度等参数。
4. 内圆磨床的控制系统精度应符合国家相关标准,包括控制系统的分辨率、控制精度等参数。
二、操作规范
1. 内圆磨床操作人员应经过专业培训,熟悉机床操作规程和安全操作规程。
2. 操作人员应穿戴符合规定的劳动保护用品,如防护眼镜、防护手套等。
3. 操作人员应按照机床使用说明书的要求进行操作,不得随意更改机床的参数和设置。
4. 操作人员应定期对机床进行检查和维护,确保机床的正常运转。
5. 操作人员应对加工工件进行检查,确保加工质量和精度。
三、维护保养
1. 内圆磨床应定期进行保养,包括清洗、润滑、检查等。
2. 操作人员应定期检查机床的各项参数和指标,如发现异常应及时进行处理。
3. 操作人员应对机床的砂轮、主轴、轴承等重要部件进行检查和维护,确保其正常运转。
4. 维护保养应按照机床使用说明书的要求进行,不得随意拆卸和更换机床部件。
四、安全防护
1. 内圆磨床周围应设置安全防护栏杆和安全警示标志。
2. 操作人员应遵守安全操作规程,不得将手或身体其他部位伸入机床危险区域。
3. 机床运行时,操作人员不得离开机床,应随时观察机床的运行状态。
4. 机床发生故障或异常情况时,操作人员应及时停机并报告维修人员进行检查和处理。