ISO9001-2015钣金工程图纸绘制规范
钣金工艺图的制作
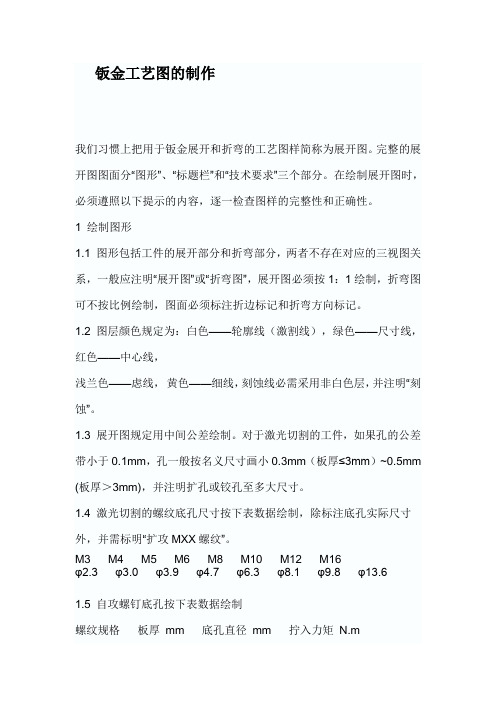
钣金工艺图的制作我们习惯上把用于钣金展开和折弯的工艺图样简称为展开图。
完整的展开图图面分“图形”、“标题栏”和“技术要求”三个部分。
在绘制展开图时,必须遵照以下提示的内容,逐一检查图样的完整性和正确性。
1 绘制图形1.1 图形包括工件的展开部分和折弯部分,两者不存在对应的三视图关系,一般应注明“展开图”或“折弯图”,展开图必须按1:1绘制,折弯图可不按比例绘制,图面必须标注折边标记和折弯方向标记。
1.2 图层颜色规定为:白色——轮廓线(激割线),绿色——尺寸线,红色——中心线,浅兰色——虑线,黄色——细线,刻蚀线必需采用非白色层,并注明“刻蚀”。
1.3 展开图规定用中间公差绘制。
对于激光切割的工件,如果孔的公差带小于0.1mm,孔一般按名义尺寸画小0.3mm(板厚≤3mm)~0.5mm (板厚>3mm),并注明扩孔或铰孔至多大尺寸。
1.4 激光切割的螺纹底孔尺寸按下表数据绘制,除标注底孔实际尺寸外,并需标明“扩攻MXX螺纹”。
M3 M4 M5 M6 M8 M10 M12 M16φ2.3φ3.0φ3.9φ4.7φ6.3φ8.1φ9.8φ13.61.5 自攻螺钉底孔按下表数据绘制螺纹规格板厚mm 底孔直径mm 拧入力矩N.mST4.2 1.0 3.2 0.8661.2 3.2 1.2841.5 3.4 1.5452.03.5 1.8832.53.5 1.851ST4.8 1.0 3.7 0.9341.2 3.9 1.1011.5 3.9 1.6422.0 4.0 2.2422.5 4.0 2.5643.04.1 4.042ST6.3 1.5 5.2 3.0582.0 5.43.2772.5 5.53.5053.0 5.6 3.9591.6 自攻锁紧螺钉底孔按下表数据绘制板厚0.8 1 1.2 1.5 2 2.5 3 4 5 6M2 1.70 1.70 1.70 1.70 1.75M2.5 2.20 2.20 2.20 2.20 2.20 2.25M3 2.65 2.70 2.70 2.70 2.75 2.75 2.80M4 3.60 3.60 3.65 3.65 3.70 3.70 3.70 3.75M5 4.60 4.60 4.65 4.65 4.65 4.70 4.70 4.75M6 5.50 5.50 5.55 5.55 5.60 5.65 5.701.7 焊接螺母底孔按下表数据绘制。
钣金工程图纸绘制规范
杭州华阳通电子制造有限公司页次:1/10制订部门工程部工作文件( 工程图纸绘制规范)编号WI-E00-003制订日期2004.05.24版序第一版REV.16.9.2尺寸尽量标注齐全(尺寸或像素密集处除外), 产品最大外形尺寸、成形像素定位尺寸、折弯边展开尺寸必须标注,重点管制尺寸及公差根据客户要求必须标注。
6.9.3对尺寸标注﹐首要原则是体现对产品之管控要求﹐其次为方便现场量测。
6.9.4重点管控的尺寸可在其尺寸旁加“★” 以示提示。
6.9.5局部剖视图和局部断面图形状大小及高度等尺寸尽量标注齐全。
6.9.6印字必须标出其字框尺寸和方向。
6.9.7所有抽孔、冲凸、压印、压字等局部成型都必须标注其类型﹑方向、数量和尺寸。
6.10 注解:6.10.1展开图中的小折﹑小凸﹑五金件等要在其像素的旁边用一个大写英文字母作为标注代号, 规格相同的像素代号一致, 注解字段说明包括规格、尺寸、数量、方向和指导线。
6.10.2像素注解规范:5.10.2.1五金件﹕方向﹑规格﹑数量﹑底孔必须填写(必要时另作剖视图)。
压铆类螺母,螺柱,螺钉,销钉等正面压铆平装压铆螺母反面压铆平装压铆螺母制订部门工程部工作文件( 工程图纸绘制规范 ) 编号WI-E00-003制订日期2004.05.24 版序第一版 REV.16.10.2.2抽孔﹕方向﹑规格﹑数量﹑底孔必须填写(必要时另作剖视图)。
抽孔类抽芽孔,自铆孔,莲花座孔等向上抽孔向下抽孔6.10.2.3 冲凸:方向、类型、数量、预冲孔必须填写(必要时另作剖视图)。
冲凸类凸包,凸台,压筋,地脚等向上冲凸包向下冲凸包6.10.2.4撕裂类:方向﹑规格﹑数量必须填写(必要时另作剖视图)。
撕裂类冲桥,冲挂耳,敲落孔等向上撕裂向下撕裂杭州华阳通电子制造有限公司页次:7/10制订部门工程部工作文件( 工程图纸绘制规范 ) 编号WI-E00-003制订日期2004.05.24 版序第一版 REV.16.10.2.5沉孔:方向、数量、角度必须填写(必要时另作剖视图)。
钣金工艺图制作

我们习惯上把用于钣金展开和折弯的工艺图样简称为展开图。完整的展开图图面分“图形”、“标题栏”和“技术要求”三个部分。在绘制展开图时,必须遵照以下提示的内容,逐一检查图样的完整性和正确性。
1绘制图形
1.1图形包括工件的展开部分和折弯部分,两者不存在对应的三视图关系,一般应注明“展开图”或“折弯图”,展开图必须按1:1绘制,折弯图可不按比例绘制,图面必须标注折边标记和折弯方向标记。
1.4激光切割的螺纹底孔尺寸按下表数据绘制,除标注底孔实际尺寸外,并需标明“扩攻MXX螺纹”。
M3 M4 M5 M6 M8 M10 M12 M16
φ2.3 φ3.0 φ3.9 φ4.7 φ6.3 φ8.1 φ9.8 φ13.6
1.5自攻螺钉底孔按下表数据绘制
螺纹规格板厚mm底孔直径mm拧入力矩N.m
ST6.3 1.5 5.2 3.058
2.0 5.4 3.277
2.5 5.5 3.505
3.0 5.6 3.959
1.6自攻锁紧螺钉底孔按下表数据绘制
板厚0.8 1 1.2 1.5 2 2.5 3 4 56
M2 1.70 1.70 1.70 1.70 1.75
M2.5 2.20 2.20 2.20 2.20 2.20 2.25
普通用途机械咬合
中国Zn100-PT-Z Zn100-JY-Z
日本SGCC-Z12 SGCD1-Z12
德国ST01Z-100 ST02Z-100
2.4.4不锈钢常用的牌号是304和304L,要注意是否是镜面板、拉丝板,是否需要贴模。
2.4.5铝和铝合金板材常用下表内的牌号,硬铝不可折弯。
防锈铝硬铝
新牌号旧牌号德国DIN新牌号旧牌号德国DIN
ISO9001-2015图纸和BOM表管理规范

图纸和BOM表管理规范(ISO9001:2015)1.目的完善BOM材料清单、图纸相关的文件控制,确保各相关场所使用有效版本的文件。
2.适用范围适用于公司于产品相关的BOM材料清单、图纸相关文件的控制。
3.职责3.1研发工程部负责图纸(电器原理图、零部件3D图、重要零件2D图和爆炸图)、材料清单等技术文件的管理。
3.2品质工程部负责产品接收准则相关检验图纸的管理。
3.3采购部负责供方图纸的发放及确认签收管理。
3.4各职能部门负责对本职能范围内产生的文件的管理。
4.工作程序4.1材料清单、图纸的受控状态由以下方面共同组成:a )公司名称b )责任人审批、审批日期c )文件版本号d )文件编号(图纸应为相对应图号)及红色受控章;(注:所提供文件均为红色受控章。
)e )领号规则:文件发放部门设立文控专员负责对文件编号的管理。
4.2材料清单、图纸的制定和批准a )材料清单、图纸由项目工程师组织制定并审核,由研发工程部经理批准后发布实施;b )检验图纸由品质工程部负责制定,品质工程部经理批准后发布实施。
4.3材料清单、图纸的发放使用4.3.1材料清单、工程图纸经批准发布后,由研发工程部文员负责按Q/DXC2001-06《文件发放范围和发放号对应表》(附录F)发放;检验图纸等检验文件由品质工程部文员负责发放,并填写Q/DXC2001-01《文件发放回收记录》(附录A)。
文件接收部门同时填写Q/DXCXXXX-01《文件接收记录》。
4.3.2采购部发放至供方的相关图纸应满足以下条件:4.3.2.1供方接收到图纸后将产品首件交予研发工程部工程师,必要时由生产部主管、品质工程部主管共同参与首件样品确认符合性;4.3.2.2采购部将图纸传递至供方后,应填写《文件发放回收记录》,并供方转换图纸后回传交与研发工程部主管签字批准后予以确认,并将其信息录入《图纸目录》;(建议按产品分类)4.3.3禁止文件接收部门私自复印图纸或材料清单擅自分发,未盖红色受控章及未经责任人审批的文件均为无效文件。
ISO9001-2015产品图纸及设计文件管理规范
产品图纸及设计文件管理规范(ISO9001:2015)1 范围本标准规定了产品图样及设计文件审批的管理职能、原则、范围、方法和程序,规定了产品图样及设计文件更改的依据、原则、期限和标记等。
本标准适用于公司产品设计开发的产品图样及设计文件的审批和更改。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 19000 质量管理体系基础和术语GB/T 3187 可靠性、维修性术语TB/T 2001 产品图样及设计文件术语TB/T 2004 产品图样及设计文件更改办法产品设计评审管理规定员工奖惩管理规定3 术语及定义GB/T19000和GB/T3187、TB/T2001中确立的术语适用于本标准。
为了方便,下面重复列出了GB/T19000和 GB/T3187、TB/T2001中的一些术语。
3.1 RAMS (Reliability、Availability、Maintainability and Safety)可靠性、可用性、可维修性及安全性。
3.2 DFMEA (Design Failure Mode Effect and Analysis)设计故障模式、影响分析。
3.3 零件 part,detail不需装配工序制成的单一制成品。
3.4 部件 subassembly由若干个零件或由零件、分部件经装配工序(以可拆或不可拆形式)组合成的成品。
3.5 组件 component由零、部件构成产品中的一个独立组成部分。
复杂的组件可由分组件、部件和零件组成;简单的组件也可仅由零件组成。
3.6 通用件 general part在不同类型或同类型不同规格的产品中可以互换使用,并由行业或企业标准化部门统一编号管理的零、部、组件。
3.7 外购件 bought-in component产品设计规定外购的零、部、组件。
钣金零件图面标准规定

钣金零件图面标准规定1. 目的规范钣金(零)件图的图面画法,达到钣金(零)件图绘制的快速统一.2. 图面要求2.1 钣件图和零件图都必须用第一角投影法绘制。
不允许第三视角图纸下发车间使用,除非客户的图纸是很难转化的图片格式或PDF档案格式,但必须清晰注明第三角视图,否则一律按照第一角执行。
2.2 钣件图中孔的画法遵照国标画法及相关规定。
2.3 一张零件图只能表达一个产品,标题栏内应注明产品名称、产品图号、零件名称、零件图号、日期、材质、板厚、设计(绘图)、审核、未注要求及其它要求。
2.4 钣件图中如有多个钣件(或零件)共享的情况,则必须把共享的零件(可缩小)拷贝到钣件图的侧面,并在拷出的视图正下方注明零件的编号.一般异形的零件编号在前,共享零件编号最后,圆形零件居前两者之间.2.5 平板零件图中一般只画零件的主视图,表达不清楚的部分进行局部放大.2.6 零件图以表达清楚为原则,主视图不要旋转和镜射,特殊情况除外;主视图下方的俯视图和右方的左视图依表达的需要确定是否要画.纯粹圆冲子和圆块类零件可只画一个轴向断面图,投影为圆的视图可以不画.2.7 钣金件的技术要求,涉及材质,厚度,不允许接刀痕、压伤、划伤、毛刺等外观规定,并涉及相应的表面处理,检验标准等规定。
2.8 对于多道折弯的零件,压铆、抽芽孔等数量多的孔位零件,压铆孔(或抽芽孔)采用“A”符号标注所有相同的孔,不同的压铆类型如螺母、螺柱多种规格,采用“A”“B”“C”等不同符号在图面标注清楚相应规格的数量,避免员工压错。
折弯多的运用多个视图表达清楚各道折弯的尺寸。
2.9 绘制的图纸中必须有图号,并且图号必须是唯一的。
产品名称按客户的产品名称,客户没提供产品名称的按此工件在部件中的功能、位置及大概形状命名。
3. 标注要求3.1 所有钣金件图或零件图的标注都必须体现零件设计的要求尺寸。
3.2 共享时,必须在主视图中用引线标注出共享的模板或零件代号.共享钣(零)件的尺寸尽量在主视图中标注.共享零件有后续加工时,必须在拷贝出来的视图上标全零件最终要求的设计尺寸.需作特殊处理的共享零件要做必要的引线批注说明。
板金工程图绘制规范
技术文件发行专用保管单位代码JS00技术文件发行专用保管单位代码JS00页次:3/10制订部门 技术部 工作文件板 金 工 程 图 纸 绘 制 规 范编 号 CR-JS-2011003制订日期 2011.10.26 版 序 第一版 REV.1 6.5展开图展开前置作业:6.5.1展开时, 英制单位一律转换为公制单位 (乘25.4)。
6.5.2如有3D转2D﹐请注意将其做成DWG文件﹐然后再在CAD上做后续作业。
6.5.3需对产品作尺寸公差和结构分析, 以确定零件尺寸取值,此取值定义准数值,无公差带,如0到+0.3 。
6.5.4图纸标注尺寸与实际量测尺寸不符时, 以标注尺寸为准。
6.5.5 图纸有漏标尺寸或尺寸有误时, 应在图上作相应的更正或说明。
6.6展开图图面要求:6.6.1图面要求:6.6.1.1展开图中必须包含产品图中的所有内孔,内部成型和外部成型的展开的像素。
6.6.1.2若无特别指明, 则按照 "毛刺向内" 的原则来判断产品毛刺方向,展开后的图形按毛刺向下的方式放置。
6.6.1.3展开图中除圆孔外所有像素必须串联成线, 不能有重画线, 所有由短小线段组成的像素, 必须重画为规范像素 (圆﹑直线)。
6.6.1.4图中有五金件时﹐除剖视外﹐另需在图中注明其规格、数量、底孔、方向;底孔需查核准确。
6.6.1.5成形像素在图中注意填写方向、数量及类型。
6.6.1.6图面上不允许存在“需确认”等字样﹐即展开图完成时﹐必须产品确认已经完成。
6.6.1.7如有表面处理的﹐需在展开图面上注明其表面处理方式。
6.6.1.8对于产品图上重点管制的尺寸应在展开图上将其反映出来。
6.6.1.9所有存在底孔或预冲孔的像素必须将其查核准确,如抽孔﹑抽芽﹑五金件等,数据详见工程技术资料。
6.6.1.10压印﹑印字及压线等需注明其方向﹐并作引线注明。
6.6.2工艺处理要求:6.6.2.1工艺处理原则上都以NCT下料为准,重要的工艺处理需注解说明其处理方式。
钣金图纸绘制规范

钣金图纸绘制规范一、目的使钣金工程图纸绘制规范化、专业术语一致化、更能适应生产需要,从而使工程图纸能够更加有效的指导生产。
二、适用范围公司设计、技术、生产部门。
三、责任,权利钣金工程图纸由设计部门绘制,技术部门校对审核,由技术主管负责确认下发。
四、定义钣金工程图纸简称“图纸”,以下均称“图纸”,它是能正确反应零件的下料尺寸,同时能反应所有与其相关的标准件及其规格的生产用图纸。
五、绘制依据客户的具体要求,或者客户的二维,三维图纸(含电子档)。
六、具体内容1、图纸是工艺编排,零件生产制作的基本依据,图纸的设计出图须签字。
2、图纸应该能够清晰的反应该零件的所有相关尺寸。
3、零件的重要信息必须在图纸上有明确的反应(包括:名称,材质,各相关孔位,切角等)。
4、零件有特殊结构的须标注详细的说明(如:翻边,翻包,断差等)。
5、技术要求要详尽(如毛刺,焊接,打孔,攻丝,数量等),并明确零件的加工工艺及步骤,以及涂装要求。
6、其他信息标注(如:图纸数量,设计人员,设计日期,图纸编码等)。
7、图纸制作的视角须统一(一般可采用第一视角摆放)。
1) 视图须能够完整的反应零件的结构,并力求清晰简洁。
2) 必要时采用放大,剖面视图以达成产品的结构完整性,图纸的清晰性。
3) 对于特殊结构的零件,须作出剖面视图,以清晰的显示零件特殊结构。
4) 对于五金件,图纸须作出明确的剖面视图、放大视图。
5) 对于零件的复杂折边,图纸须作出折边示意图或放大视图。
6) 所有剖面必须力求清晰简洁,必要时可作放大视图处理。
8、图纸的局面布局1) 图纸上各视角的摆放须统一固定。
2) 图纸上各视图须力求紧凑,清晰,避免过度留白。
3) 图纸上各视图,标注无重叠。
9、公差标注须明显清晰,重要尺寸的公差标注要单独列出,单独标注。
10、图纸有尺寸漏标、误标,须作相应的更正或说明。
11、展开图须明确反应零件所有的孔位,尺寸。
无特殊说明,展开图遵循毛刺向下的摆放原则。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钣金工程图纸绘制规范
(ISO9001:2015)
1.0目的﹕
使工程图纸绘制规范化、专用术语使用一致性,从而使工程图纸更有效指导生产。
2.0范围﹕
本公司钣金¬展开工程图纸绘制。
3.0权责﹕
钣金¬展开工程图由工艺工程师绘制,由工程组长负责校对及审核,由工程
主管负责批准。
4.0定义﹕
钣金¬展开工程图简称为“展开图”,以下均称为“展开图”,它能正确反映零件实际下料尺寸﹐同时能反映所有与其相关的标准件及其规格要求等要素的生产制程图面。
5.0资料来源﹕根据客户钣金零件二维或三维图面。
6.0内容﹕
6.1 产品展开图, 是工艺排配和工程图设计的基础, 作为工艺排配人员的依据之
一, 要出图并签核。
6.2 展开图管制内容﹕
6.2.1能正确反映产品结构、按第一视角摆放的各向视图、局部视图及剖视图。
6.2.2产品的重要加工信息及相关产品信息,包括:产品名称、客户图号或电脑编码、版次、材质/料厚等信息。
6.2.3产品特殊结构的数量与规格,如:抽孔、抽芽、沉孔、断差等。
6.2.4所有用于该产品的五金零件规格、数量,如:螺母、螺柱、螺钉等。
6.2.5所有与制程相关的产品技朮要求,如:表面处理、毛刺面方向等。
6.2.6其它信息,如:张数、制作人、制作日期等。
6.3 展开图视图制作:
6.3.1展开图上各向视图应严格按照第一视角原则摆放。
6.3.2视图须能完整体现产品结构,并力求清晰简洁。
6.3.3必要时须采用放大视图或剖视图以达成产品结构的完整及清楚
6.3.4对于成型像素需作出其剖视图,如抽形﹑撕裂﹑凸点﹑凸包﹑五金件﹑断差﹑地脚等﹐其绘制方法详见“成型像素﹑五金件剖视画法及标注”。
6.3.5展开图应严格按照1:1的比例制作,除局部放大的图面外。
6.3.6重要折边或复杂折边应有对应的折弯示意图或剖视图。
6.3.7对于五金件需作出其剖视图时﹐剖视图按正确的比例绘出, 以表达其具体形状及压铆方向,其画法详见 “成型像素﹑五金件剖视画法及标注”。
6.3.8所有像素应进行局部剖视﹐剖视方向只能向左或向上。
6.3.9所有剖视图力求清晰﹐必要时可放大剖视比例或另作局部放大图。
6.4展开图的图面布局:
6.4.1应严格保证主要视图按1:1比例投影。
6.4.2在保证最大图纸空间利用率的前提下,应保证图面上各要素不会拥挤。
6.4.3图面上各要素力求紧凑,避免过度留白。
6.4.4像素及标注无重叠现象。
6.4.5图面布局的一般方式(如图所示): 主要视图区剖视及
放大图
区
产品、材料及表面处理信
息区
技术要求区设变描述区
6.5展开图展开前置作业:。