NPI新产品试产问题汇总表格-很实用
产品上市问题检查表
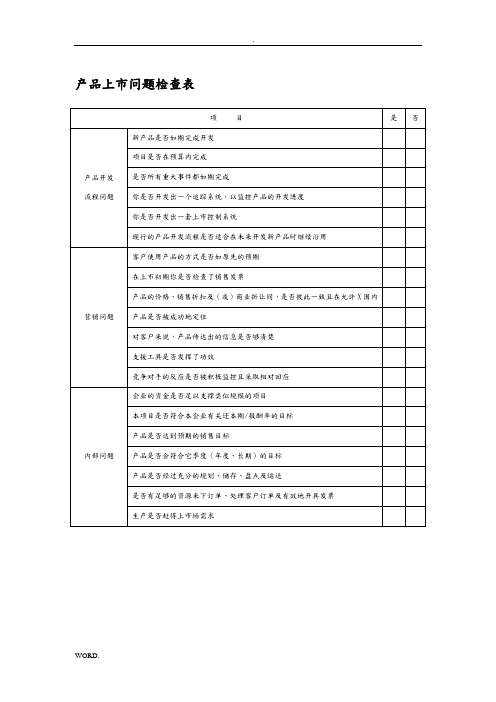
产品是否经过充分的规划、储存、盘点及运送
是否有足够的资源来下订单、处理客户订单及有效地开具发票
生产是否赶得上市场需求
产品的价格、销售折扣及(或)商业折让间,是否彼此一致且在允许X围内
产品是否被成功地定位
对客户来说,产品传达出的信息是否够清楚
支援工具是否发挥了功效
竞争对手的反应是否被积极监控且采取相对回应
内部问题
企业的资金是否足以支撑类似规模的项目
本项目是否符合本企业有关还本期/报酬率的目标
产品是否达到预期的销售目标
产上市问题检查表
项 目
是
否
产品开发
流程问题
新产品是否如期完成开发
项目是否在预算内完成
是否所有重大事件都如期完成
你是否开发出一个追踪系统,以监控产品的开发进度
你是否开发出一套上市控制系统
现行的产品开发流程是否适合在未来开发新产品时继续沿用
营销问题
客户使用产品的方式是否如原先的预期
在上市初期你是否检查了销售发票
NPI试产怎么管?看看这份制度规定-学学!
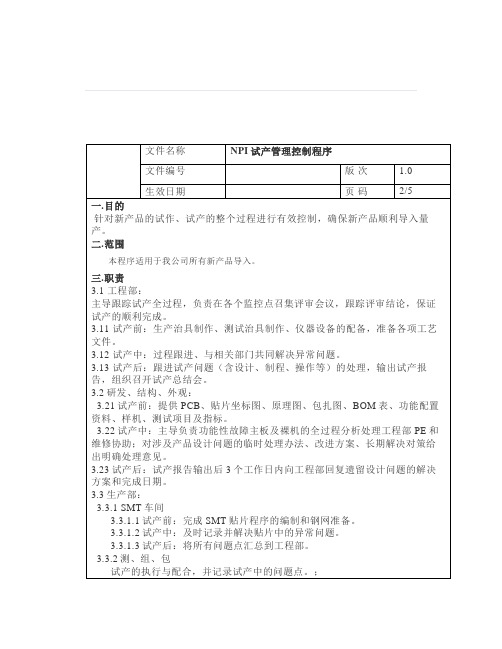
5.1.3工程部(产工、制工)对结构装配工艺试装的整个细节过程进行研究,评估产品可制造性,挖掘装配工艺的困难点,制定最佳生产工艺。
5.1.4在试作过程中品质部和生产部需指派人员参加,对其装配和检验方法提出意见。
5.4人员培训
5.4.1产品介绍,对本次试产产品做出初步认识
5.4.2产品各部件的了解
5.4.3测试功能讲解(测试流程、程序配置、重点工位及注意事项、检验要点、安全事项)
培训时填写<<< span="">产品培训记录表>>。附件3
5.5正式试产
3.12试产中:过程跟进、与相关部门共同解决异常问题。
3.13试产后:跟进试产问题(含设计、制程、操作等)的处理,输出试产报告,组织召开试产总结会。
3.2研发、结构、外观:
3.21试产前:提供PCB、贴片坐标图、原理图、包扎图、BOM表、功能配置资料、样机、测试项目及指标。
3.22试产中:主导负责功能性故障主板及裸机的全过程分析处理工程部PE和维修协助;对涉及产品设计问题的临时处理办法、改进方案、长期解决对策给出明确处理意见。
5.2试产准备
5.2.1产品管理部确定试产时间后,各部门应以计划的日程为目标,完成相关准备工作。
5.2.2 TE根据研发提供的标准样机和技术资料制作测试治具、测试SOP、制定测试程序标准及项次。
5.2.3 IE根据结构设计部、外观设计部提供的技术资料制作试产文件、工艺流程图。
5.2.3 ME根据生产工艺要求申请工装夹具,计划所需生产设备。
新产品试产计划进度表(模板)

1 准备阶段1
计划部跑欠料,下请购单 采购下采购单,物料交期回复 DZ反馈瓶颈物料清单 样机提供(2台) 工艺工装清单确认 测试工装、老化工装清单确认 工艺工装、测试工装、老化工 装报价(即NRE报价)
2 准备阶段2 装Байду номын сангаас单、制作及回厂
工艺文件制作 整机报价
工艺工装、测试工装、老化工
物料齐套状况跟踪确认
生产问题的汇总与改进措施 试产问题沟通及改善跟进 转入量产 制作:
审核:
批准:
新产品试产/转产计划进度表
试制机型: 试制流程 NO.
阶段 项目 市场部提出需求计划 资料归档发行(BOM清单、工 艺文件、测试软件、PCB资料 等) BOM上ERP系统
R5□
R6□
版本:
试制数量: 第1周
启动时间: 第2周 第3周
计划结束时间: 第4周 第5周
责任单 计划完 责任人 位 成时间
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
试产前开拉会(确保物料齐套 、生产工艺文件、测试设备、 测试程序、员工培训等等) 仓库备料、发料 SMT 器件整形准备(预加工) 插件 波峰焊接、补焊 ICT测试 单板测试(FT)
3
试产阶段 喷三防漆 组装 老化前测试 老化 老化后测试 包装 OQC 发货
4 试产总结 5 试产评审 6 NPI结束
新产品导入问题点履历表(NPI)表格

13
DVD、U盘、SD模式在播放界面时,按面板GPS键无作用不可进入导航界 面,只有退出播放界面按GPS键才有作用。
见版本号处
OK
B 10/10 O
14
DVD、U盘、SD模式在播放界面时,按面板GPS键点击TFT无作用,只有再 次按面板GPS键再点击TFT才有作用。
见版本号处
OK
B 10/10 O
15 U盘、SD模式相互切换无记忆。
见版本号处
NG
C 10/10
NO O NO O NO O
NO NO NO NOபைடு நூலகம்
N N
设计回复
责任人 对策时间
见版本号处 NG B 10/10 O O O O
16
DVD、U盘、SD模式播放图片时,TFT正在显示下一张图片时,点击设置 图标TFT显示上、下图片各一半,退出设置界面后OK.
见版本号处
NG
C 10/10 O O O O
17
DVD、USB、SD、AUX模式按面板GPS键进入导航界面TFT瞬间闪黑屏,再 次按面板导航键退出导航界面也有此现象。
见版本号处
NG
C 10/10
整机连接蓝牙后:
25
1.进入电话本界面,出现每个姓名后面都有一个“H”显示如(主人/H) 2.通话记录中每个号码后面都有显示时间、日期
见版本号处
NG
C 10/10
如(某某:661234 20121126T133329Z) T和Z是何意?
26 整机开机LOGO界面无进度条显示
见版本号处 NG C 10/10
整机蓝牙搜索到设备后点击连接,手机端提示“要与MSD-Carkit 配
27
对,请核实其中是否显示密钥:310163(此数字密码每次连接时都显示 不一样),此时点击配对,蓝牙自动连接不用输入任何密码。联想
NPI各附段表格-3

开发
开发厂长
划
计
企
PP T - REVIEW
对定内部Q.C.D目标协议,关联 部门之间的达成方法,手段及提 案事项,未协议的事项提到开发 确定会上
*开发承认书
主管:开发 参加:模具 Mfg Eng /Mfg QA 设备 主管:开发 参加:模具 生产管理 Mfg Eng Mfg QA
开发厂长
设计企划确定会
阶
段
协议
*产品开发研讨会 议录
开发厂长
划
化
企
承认
*产品开发研计会 议录 *会议录(协议) *开发承认书
开发承认书 合同书签订 CP T-REVIEW 实行 结果报告书
总经理
TCP T-Review
开发厂长
品
*开发承认书 *CP T-R实行结果 报告
商品化开发确定会
铸物开发发议书 目标成本管理表 决定开发等级 BOM登录 产品开发决裁报告 (最后决定)
*审议研究 开发计划 的补充,修 理事项及 妥当性决 定能不能 实行研究 开发
市场/顾客/ 市场/顾客/竞争者 调查,R&D进程研究 调查,R&D进程研究 ,R&D
划
阶
段
企
中长期/ 中长期/技术战略
*研究开发计划书
中长期商业技术战 技术课题的选择&F/Up 研究开发完了报告书
开发企划
总经理
化
*发表研究 开发综合 结果补充 必要事项 *报告专利 申请情况
开发确定会
开发厂长
3.Design Verification /Flow Chart -- 3次修正
阶 段 企划 开发 企划 开发 DV 制图 铸物图(3D) 模具 生产 管理 Mfg Eng Mfg QA 采购 资材 总务 协力 公司 主管部门 开发 开发等级 A B C D 备 注
NPI试产总结报告
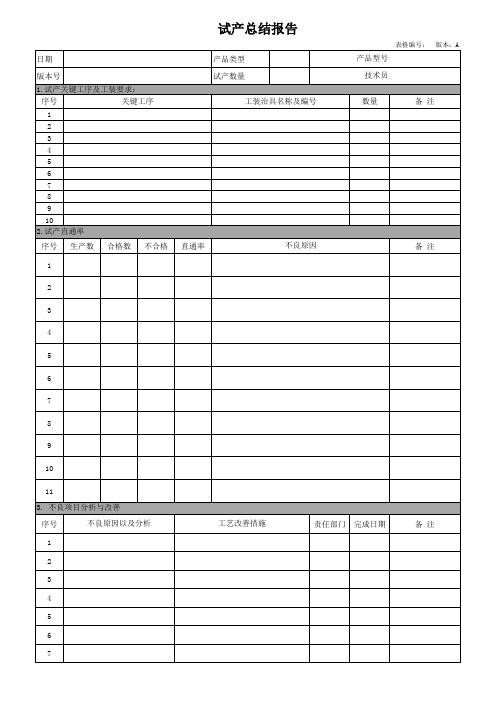
试产总结报告
序号文件来源
1品保部2品保部3品检部4工程部5工程部
其
它:
日期:日期:日期:日期:日期:
业务经理:分发: 工程部; 品质部; 生产部; 资材部
5.NPI试产总结(由NPI组集合生产、工程、品保、项目意见后填写)
样品外观检报告7.批准程序试产不通过,做如下处理(明确试样处理办法,是否再次试样等事项):
条件性接受:
样品过程工艺进度表
总经办:
负责人: 日期:试产通过,可以进入转量产阶段。
生产部:品质部:工程部:样品APQP文件进度表6. 试产结论:
FAI检测报告可靠性试验报告4.相关试产报告文件附 件提交日期。
产品问题记录表格
16 17 18
19 20 21 22 23 24 25
措施
以后验货都要认真对样板。
希望以后验货都按表格去验货。
(通用规格及产品的功能验货表格)这样就不会漏某些项目。
以后出现类似的事情,不与厂方争执,实际反应到上司,让上司与工厂交涉。
以后设计介子沉位,不要放在电池门上,应该放到电池箱上。
QA以后在工程阶段对该设计进行评估。
在设计基准书中加入这个评估。
生产没有参照样板/吸塑上增加贴纸粘贴凹槽位。
公仔全身喷油,老化后易有压痕。
(Mojes padana box也同样有类似问题)1.设计吸塑不要全贴公仔,或不用吸塑
2.固定产时,有压位置若有喷油时,压力不能太大。
大面积曲面移印都可能引起类似的问题。
(Mojes padana box,Mojes)1。
大面积移印时,建议更改为热转印
大面积喷油易产生气泡、尘点、飞油生产时要注意喷油的工作环境。
加深扭簧的固定位。
改模1.因生产货期比较紧,来不及改模,接受螺丝不花头。
2.下次生产时改模。
牙箱力度不够,现在要控制线的长度
包装加卡纸。
1.现在此包装投箱,还有轻微擦花
盒子一出八,要选出尺寸相符的模号1.工程样板时,要对每一个模号进行评估。
(配合主机的不同模号)
2.工厂注意控制注塑的参数。
3.定时对啤件进行试装检验确认。
NPI试产作业指引
NPI试产作业指引关键信息项:1、试产目的2、试产流程3、试产物料管理4、试产设备与工具5、试产人员安排6、试产质量控制7、试产数据记录与分析8、试产问题处理与改进9、试产完成标准1、目的11 明确新产品导入(NPI)试产的作业流程和要求,确保试产工作的顺利进行,为量产提供可靠的依据和保障。
2、适用范围21 适用于本公司所有新产品的 NPI 试产阶段。
3、职责分工31 研发部门311 负责提供新产品的设计图纸、技术规格书、测试标准等相关技术文件。
312 参与试产过程,解决技术问题,提供技术支持。
32 工程部门321 制定试产计划和工艺流程,设计工装夹具。
322 负责试产设备的调试和维护。
323 指导生产部门进行试产操作。
33 生产部门331 按照试产计划和工艺流程进行生产操作。
332 反馈试产过程中的问题和困难。
34 质量部门341 制定试产物料和产品的检验标准和检验计划。
342 负责试产物料和产品的检验工作。
343 统计分析试产过程中的质量数据,提出质量改进建议。
35 采购部门351 负责试产物料的采购工作,确保物料按时到位。
352 与供应商沟通协调,解决物料供应中的问题。
4、试产流程41 试产前准备411 研发部门完成新产品的设计开发,提交相关技术文件。
412 工程部门根据技术文件制定试产计划和工艺流程,准备工装夹具和设备。
413 采购部门完成试产物料的采购,确保物料按时到货。
414 生产部门安排试产人员,进行培训。
415 质量部门制定检验标准和检验计划。
42 试产实施421 生产部门按照试产计划和工艺流程进行生产操作。
422 工程部门现场指导,解决生产过程中的技术问题。
423 质量部门进行物料和产品的检验工作。
424 记录试产过程中的各项数据,包括生产数量、不良数量、不良原因等。
43 试产后总结431 召开试产总结会议,各部门汇报试产情况。
432 对试产过程中的问题进行分析和总结,提出改进措施。
NPI新产品导、试产流程
人员训导
生产批号 物料准备 生产计划
输出 《生产作业指导》
工艺
输出 《 Check list》
.
里程碑
准备工作确认 ===
备料
输入、输出文档
输出 《炉温曲线》
资源 人
时间
NPI E 4H
IPQC 巡检
首件确认
试产
输入
《FPIR》
工程
《测试参数》
《测试盲区文件》
《测试参数》
3H
RD
检验
电性测试
5 作业程序说明 5.1 新产品导入生产决策 1.1.1 需求评审 a) 当研发单位设计的产品经过初步验证后,任为新产品已经进入试产阶段,但是 针对产品的成熟度还需要做设计验证是否可以进入正式量产,所以经过 Meeting 之决定后,发出 PPR 指令,在制造单位 PPR 验证通过后正式量产;同 时把 Sample 和相关资料提供给公司的相关部门。 b) 工程单位收到文管中心转交样品及相关资料后,与 PPR 指令核对和查证无误 后,转为专案处理。 2.1.1 生产准备 a) 产品标准化供 Gerber 图,制定生产 SMT 工艺(红胶 or 锡膏) b) NPI E 5Mcheck list 确认. c) 领料员将物料和领料单(复印本)交给 NPI 工程师, d) NPI 工程师与领料员确认少料或多料部分。 5.2 小批量试产流程 1.1.1 新产品导入 a) NPI 工程师依据从研发中心发出的《产品小批量试产审批流程》召开新产品说 明会,会议内容和目的如下: b) RD 工程师将对该产品做出介绍,对测试和作业注意事项做出详细解说,并处 理其他人员的疑问。 c) NPI 确认此次试产是否需要成品组装,老化。 d) NPI 了解该产品是属于新规格品还是全新产品,如全新产品在小批量的数量上
npi试产总结汇报
npi试产总结汇报尊敬的各位领导、各位同事:大家好!在这样一个技术发展迅速的时代,新产品的研发和试产是企业顺应市场需求和提高竞争力的重要环节。
本次报告的主题是关于新产品试产的总结汇报。
我将从试产的背景、过程、经验教训以及未来规划等方面进行阐述。
首先,我想简要介绍一下本次试产的背景。
根据市场调研报告和企业内部研发团队的技术投入情况,我们决定开展一项新产品研发和试产的工作。
该产品的特点是XXX,市场潜力巨大。
为了降低研发风险和缩短时间,我们采取了NPI(New Product Introduction)的试产方式,以保证产品的质量和生产效率。
在试产的过程中,我们遇到了一些挑战。
首先是工艺流程的优化。
由于这是一项全新的产品,我们在设备配置、工艺参数等方面都遇到了一些困难。
通过与原材料供应商的紧密合作和试制车间的多次调整,我们最终确定了最优的工艺流程,并进行了相应的设备投资。
其次是生产线的协调。
新产品生产对生产线的适应能力提出了较高的要求,我们需要调整生产线的数量和流程,以满足产品的生产需求。
通过制定详细的生产计划和科学的调度方式,我们成功解决了这一问题。
最后是品质监控。
由于产品是新品,我们需要建立全新的品质监控体系,确保产品在试产阶段的质量稳定。
我们进行了多次抽检和检测,同时对生产过程中出现的问题及时进行了分析和改进。
在试产过程中,我们积累了一些经验教训。
首先是需求分析的重要性。
在试产之前,我们需要对市场需求进行充分的调研和分析,避免盲目开展试产。
同时,与销售团队的紧密沟通是非常重要的,以充分了解市场的需求动态。
其次是团队合作的关键性。
试产工作需要涉及到多个部门的协作,包括研发、生产、采购等。
只有形成良好的团队合作氛围,才能顺利进行试产工作。
最后是持续改进的观念。
试产工作并非一蹴而就,我们需要不断寻求改进的机会,在不断试错的过程中提高产品质量和生产效率。
接下来,我想谈一下未来的规划。
我们将持续优化工艺流程,进一步提高生产效率,并采取一系列的质量控制措施,确保产品的质量稳定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
客户现场指导并确认 如有第2项,则等级降为重要 客户现场指导并确认 客户现场指导并确认 客户现场指导并确认 客户现场指导并确认 客户现场指导并确认 客户现场指导并确认 客户现场指导并确认 客户现场指导并确认 客户现场指导并确认 客户现场指导并确认 客户现场指导并确认 客户现场指导并确认
10 如1项没有,则不能生产 客户现场指导并确认 如有第1项,则等级降为重要
备注
品质部 转化内部WI及生产指导 必须 品质部 生产参考,指导文件参考 必须 品质部 生产制程控制 品质部 生产制程控制 品质部 文件转化 品质部 夹具制作 品质部 夹具制作 品质部 夹具制作 品质部 夹具制作 品质部 夹具制作 品质部 夹具制作 品质部 夹具制作 品质部 夹具制作 品质部 夹具制作
用途Βιβλιοθήκη 重要等级无资源后果
10 不能生产 6 引起批量质量问题 10 引起批量制程问题 8 引起批量制程问题 10 不能制作夹具 10 不能制作测试夹具 8 不利于夹具制作 8 不利于夹具制作 6 不利于夹具制作 4 不利于夹具制作 6 不利于夹具制作 4 不利于夹具制作 8 不利于夹具制作
无资源临时措施
关键 必须 重要 必须 必须 重要 重要 关键 一般 关键 一般 重要
工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部
我司使用部门
生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 产品部 产品部 产品部 产品部 产品部 产品部 产品部 产品部 产品部 产品部 产品部 产品部 产品部 产品部
OEM新产品生产资源需求表
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14
OEM客供资源需求
完整的焊接,装配,包装操作指引手册 完整的成品样机1PCS 产品生产注意事项 完整的生产流程图 产品完整的装配爆炸图(DWG或PDF格式) PCB板CAD图档(DWG或DXF格式) 测试点位图 调试说明 产品结构图(IGS或STP格式) 各工位工艺要求 完整的OK产品一套(可拆卸) PCB实装板1PCS PCB空板1PCS 调试验证夹具的物料