焊接消耗定额标准
消耗量定额计算规则
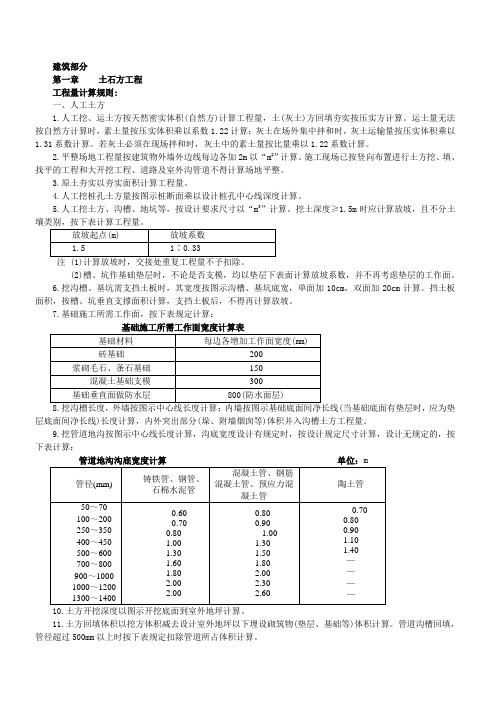
建筑部分第一章土石方工程工程量计算规则:一、人工土方1.人工挖、运土方按天然密实体积(自然方)计算工程量,土(灰土)方回填夯实按压实方计算。
运土量无法按自然方计算时,素土量按压实体积乘以系数1.22计算;灰土在场外集中拌和时,灰土运输量按压实体积乘以1.31系数计算。
若灰土必须在现场拌和时,灰土中的素土量按比量乘以1.22系数计算。
2.平整场地工程量按建筑物外墙外边线每边各加2m以“m2”计算。
施工现场已按竖向布置进行土方挖、填、找平的工程和大开挖工程、道路及室外沟管道不得计算场地平整。
3.原土夯实以夯实面积计算工程量。
4.人工挖桩孔土方量按图示桩断面乘以设计桩孔中心线深度计算。
5.人工挖土方、沟槽、地坑等,按设计要求尺寸以“m3”计算。
挖土深度≥1.5m时应计算放坡,且不分土注 (1)计算放坡时,交接处重复工程量不予扣除。
(2)槽、坑作基础垫层时,不论是否支模,均以垫层下表面计算放坡系数,并不再考虑垫层的工作面。
6.挖沟槽、基坑需支挡土板时,其宽度按图示沟槽、基坑底宽,单面加10cm,双面加20cm计算。
挡土板面积,按槽、坑垂直支撑面积计算,支挡土板后,不得再计算放坡。
7.基础施工所需工作面,按下表规定计算:8.挖沟槽长度,外墙按图示中心线长度计算;内墙按图示基础底面间净长线(当基础底面有垫层时,应为垫层底面间净长线)长度计算,内外突出部分(垛、附墙烟囱等)体积并入沟槽土方工程量。
9.挖管道地沟按图示中心线长度计算,沟底宽度设计有规定时,按设计规定尺寸计算,设计无规定的,按下表计算:管道地沟沟底宽度计算单位:m10.土方开挖深度以图示开挖底面到室外地坪计算。
11.土方回填体积以挖方体积减去设计室外地坪以下埋设砌筑物(垫层、基础等)体积计算。
管道沟槽回填,管径超过500mm以上时按下表规定扣除管道所占体积计算。
管道扣除土方体积表单位:m3/m12.房心回填土,按主墙(承重墙或厚度在15cm以上的墙)之间的面积乘以填土平均厚度计算,不扣除垛、附墙烟囱、垃圾道及地沟等所占的体积。
《电力建设焊接专业施工定额兰本》焊接定额

电力建设焊接专业施工定额兰本第9册焊接、热处理、焊缝检验电力工业部电力定额站1994年电力建设焊接专业施工定额兰本目录第一部分 单项定额第一章 管材焊接说明┉┉┉┉┉┉┉┉┉┉413. 搭接角缝双面焊┉┉┉┉┉┉┉┉┉┉┉┉┉841. 小径管氧炔焊┉┉┉┉┉┉┉┉┉┉┉┉┉614. 中薄板材制作单面焊┉┉┉┉┉┉┉┉┉┉┉852. 管材氩弧焊┉┉┉┉┉┉┉┉┉┉┉┉┉┉8第三章 有色金属焊接说明┉┉┉┉┉┉┉┉┉863. 管材氩、电联焊┉┉┉┉┉┉┉┉┉┉┉┉1315. 铜板氧炔焊┉┉┉┉┉┉┉┉┉┉┉┉┉┉┉874. 管材电弧焊┉┉┉┉┉┉┉┉┉┉┉┉┉┉5116. 带型铝母线氩弧焊┉┉┉┉┉┉┉┉┉┉┉┉885. 有缝管电弧焊┉┉┉┉┉┉┉┉┉┉┉┉┉6517. 槽型铝母线氩弧焊第二章 金属结构焊接说明┉┉┉┉┉┉┉┉7218. 管型铝母线氩弧焊┉┉┉┉┉┉┉┉┉┉┉┉906. 对接不开坡口单面焊┉┉┉┉┉┉┉┉┉┉73第四章 钢材氧炔切割说明┉┉┉┉┉┉┉┉┉927. 对接单边坡口单面焊┉┉┉┉┉┉┉┉┉┉7419. 钢板手工氧炔切割┉┉┉┉┉┉┉┉┉┉┉┉938. 对接V型坡口单面焊┉┉┉┉┉┉┉┉┉┉7520. 钢管手工氧炔切割┉┉┉┉┉┉┉┉┉┉┉┉959. 对接U型坡口单面焊┉┉┉┉┉┉┉┉┉┉7721. 钢板机械氧炔切割┉┉┉┉┉┉┉┉┉┉┉10910. 对接X型坡口双面焊┉┉┉┉┉┉┉┉┉┉79第五章 焊口热处理说明┉┉┉┉┉┉┉┉┉┉11011. T型接无坡口单面焊┉┉┉┉┉┉┉┉┉┉8122. 碳钢焊口热处理┉┉┉┉┉┉┉┉┉┉┉┉11212. T型接K型坡口双面焊┉┉┉┉┉┉┉┉┉8323. 低合金钢焊口热处理┉┉┉┉┉┉┉┉┉┉11524. 中高合金钢焊口热处理┉┉┉┉┉┉┉┉12438. K型接坡口双面焊┉┉┉┉┉┉┉┉┉┉┉┉19325. 氧炔火焰加热焊口预热┉┉┉┉┉┉┉┉13339. 搭接角缝双面焊┉┉┉┉┉┉┉┉┉┉┉┉194第六章 焊缝质量检验说明┉┉┉┉┉┉┉13540. 板材构件安装单面焊┉┉┉┉┉┉┉┉┉┉19526. X射线探伤┉┉┉┉┉┉┉┉┉┉┉┉┉13741. 金属结构件安装焊接┉┉┉┉┉┉┉┉┉┉19627. r射线探伤┉┉┉┉┉┉┉┉┉┉┉┉┉139第九章 焊口热处理说明┉┉┉┉┉┉┉┉┉┉19728. 超声波探伤┉┉┉┉┉┉┉┉┉┉┉┉┉14542. 碳钢焊口热处理┉┉┉┉┉┉┉┉┉┉┉┉198第二部分 综合定额43. 低合金钢焊口热处理┉┉┉┉┉┉┉┉┉┉202第七章 管材焊接说明┉┉┉┉┉┉┉┉┉14744. 中高合金钢焊口热处理┉┉┉┉┉┉┉┉┉21529. 锅炉受热面管子焊接┉┉┉┉┉┉┉┉┉148第十章 焊缝检验说明┉┉┉┉┉┉┉┉┉┉22830. 承压管道焊接┉┉┉┉┉┉┉┉┉┉┉┉15745. 射线探伤┉┉┉┉┉┉┉┉┉┉┉┉┉┉┉22931. 工业管道焊接┉┉┉┉┉┉┉┉┉┉┉┉17846. 超声波探伤┉┉┉┉┉┉┉┉┉┉┉┉┉┉23032. 氩电联焊管道焊接┉┉┉┉┉┉┉┉┉┉18247. 理化检验┉┉┉┉┉┉┉┉┉┉┉┉┉┉┉231第八章 金属结构安装焊接说明┉┉┉┉┉186第十一章 焊工培训说明┉┉┉┉┉┉┉┉┉┉23233. 对接不开坡口单面焊┉┉┉┉┉┉┉┉┉18748. Ⅰ类小径管焊工培训┉┉┉┉┉┉┉┉┉┉23334. 对接单边坡口单面焊┉┉┉┉┉┉┉┉┉18849. Ⅰ类大径管焊工培训┉┉┉┉┉┉┉┉┉┉23435. 对接V型坡口单面焊┉┉┉┉┉┉┉┉┉18950. Ⅱ类小径管焊工培训┉┉┉┉┉┉┉┉┉┉23536. 对接X型坡口双面焊┉┉┉┉┉┉┉┉┉19051. Ⅱ类大径管焊工培训┉┉┉┉┉┉┉┉┉┉23637. T型接无坡口双面焊┉┉┉┉┉┉┉┉┉19152. Ⅲ类焊工培训┉┉┉┉┉┉┉┉┉┉┉┉┉237附录:火力发电机组成套设备安装焊接专业综合工日表┉┉┉┉┉┉┉┉┉┉┉238第一部分单 项 定 额第一章 管材焊接说明1.本章包括的项目有手工氧炔焊、手工电弧焊、手工全氩焊、手工氩电联焊单项定额。
压力容器焊材计算器
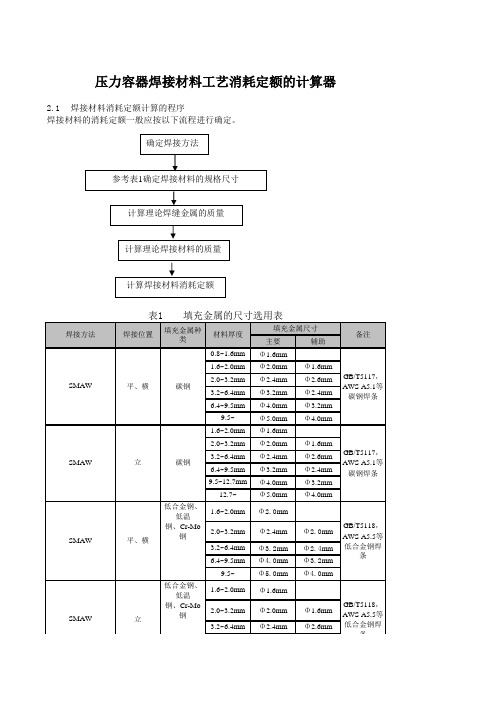
全位置
铝合金
9.5~
Φ1.6mm Φ1.2mm
平,横
碳钢
9.5~
Φ1.2mm Φ1.6mm 含FCAW
平,横
不锈钢
9.5~
Φ1.2mm Φ1.6mm 含FCAW
平,横 镍基合金
9.5~
碳钢、合金
全位置
钢、 不锈钢、镍
1.6~
基合金
Φ1.2mm Φ1.2mm
3.2~6.4mm Φ2.4mm
平
碳钢、低合
Φ1.2mm
AWS A5.11 等镍基合金
焊条
Φ2.0mm
Φ2.0mm Φ2.0mm Φ2.0mm Φ1.2mm Φ2.0mm Φ2.0mm Φ2.0mm Φ2.0mm Φ1.2mm Φ2.4mm Φ3.2mm Φ3.2mm Φ2.4mm Φ1.2mm Φ2.4mm Φ3.2mm
GTAW-AC
GTAW自动 GTAW药芯
GB/T5293, GB/T12470
, AWS A5.17, A5.23等
GB/T17854 ,AWS A5.9
等 AWS A5.14
等
Φ3.2mm
Φ1.6mm
Φ1.6mm
Φ1.6mm
Φ1.6mm
最小内径: 纵向
=200mm,环 向=300mm 最小外径:
纵向 =400mm,环
向=250mm 最小内径:
Φ1.6mm
Φ1.6mm
Φ2.4mm Φ2.4mm Φ2.4mm Φ1.6mm Φ1.6mm Φ2.4mm Φ2.4mm Φ2.4mm Φ1.6mm Φ1.6mm Φ2.4mm Φ2.4mm Φ3.2mm Φ1.6mm Φ1.6mm Φ2.4mm
Φ2.4mm Φ3.2mm Φ1.6mm Φ2.6mm Φ2.4mm Φ3.2mm Φ4.0mm
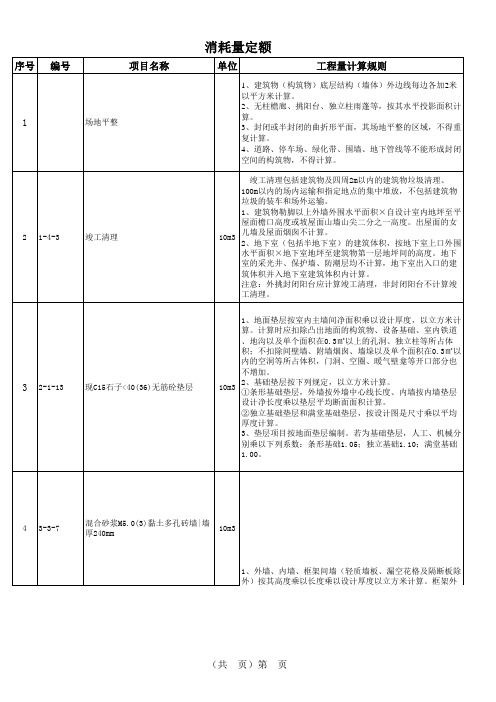
消耗量定额计算规则
27 4-2-17
28 4-2-20
29 4-2-24
现C30石子<31.5(29)单梁、连续梁
30
4-2-27
现C25石子<31.5(28)过梁
31 4-2-31
现C30石子<31.5(29)电梯井壁
32
4-2-35
现C30石子<31.5(29)轻型框剪墙
33 4-2-38
现C30石子<20(22)平板
(共
页)第
页
34
4-2-42
现C30石子<20(22)楼梯(板厚 100mm)|直形|无斜梁
35 4-2-46*6
现C30石子<20(22)楼梯(板厚 100mm)|板厚|每增减10mm×6
1、整体楼梯包括休息平台、平台梁、斜梁冀楼梯的连接梁、 楼梯段,按水平投影面积计算,不扣除宽度小于500mm的楼梯 井,深入墙内部分不另增加。 2、踏步旋转楼梯,按其楼梯部分的水平投影面积乘以周数以 平方米计算(不包括中心柱)。 3、砼楼梯(含直形和旋转)与楼板的分界,以楼梯顶部与楼 板的连接梁为界,连接梁以外为楼板,楼梯基础,按基础的 相应规定计算。 4、砼楼梯项目是按照踏步底板(不含踏步和踏步底板下的 梁)和休息平台板厚100mm编制的。若踏步底板、休息平台的 板厚设计与定额不同时,按板厚每增减1cm调整。踏步底板、 10m2 休息平台的板厚不同时,应分别计算。踏步底板的水平投影 面积包括地板和连接梁;休息平台的投影面积包括平台板和 平台梁。 5、弧形楼梯按旋转楼梯项目执行。 10m2 1、阳台、雨蓬按伸出外墙的水平投影面积计算,伸出外墙的 牛腿不另计算,其嵌入墙内的梁另按梁有关规定单独计算; 井字梁雨蓬,按有梁扳计算规则计算。 2、砼挑檐、阳台、雨蓬的翻檐,总高度在300mm以内时,按 10m2 展开面积并入相应工程量内,超过300mm时,按栏板计算。 10m3 栏板以立方米计算,深入墙内的栏板,合并计算。 10m3 单个体积在0.05m3以内、定额未列项目的构件,按小型构件 以立方米计算。
内蒙钢结构工程消耗量定额
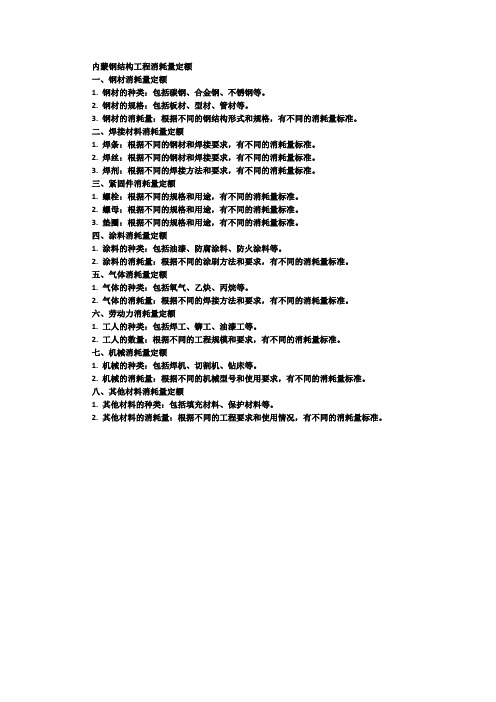
内蒙钢结构工程消耗量定额
一、钢材消耗量定额
1. 钢材的种类:包括碳钢、合金钢、不锈钢等。
2. 钢材的规格:包括板材、型材、管材等。
3. 钢材的消耗量:根据不同的钢结构形式和规格,有不同的消耗量标准。
二、焊接材料消耗量定额
1. 焊条:根据不同的钢材和焊接要求,有不同的消耗量标准。
2. 焊丝:根据不同的钢材和焊接要求,有不同的消耗量标准。
3. 焊剂:根据不同的焊接方法和要求,有不同的消耗量标准。
三、紧固件消耗量定额
1. 螺栓:根据不同的规格和用途,有不同的消耗量标准。
2. 螺母:根据不同的规格和用途,有不同的消耗量标准。
3. 垫圈:根据不同的规格和用途,有不同的消耗量标准。
四、涂料消耗量定额
1. 涂料的种类:包括油漆、防腐涂料、防火涂料等。
2. 涂料的消耗量:根据不同的涂刷方法和要求,有不同的消耗量标准。
五、气体消耗量定额
1. 气体的种类:包括氧气、乙炔、丙烷等。
2. 气体的消耗量:根据不同的焊接方法和要求,有不同的消耗量标准。
六、劳动力消耗量定额
1. 工人的种类:包括焊工、铆工、油漆工等。
2. 工人的数量:根据不同的工程规模和要求,有不同的消耗量标准。
七、机械消耗量定额
1. 机械的种类:包括焊机、切割机、钻床等。
2. 机械的消耗量:根据不同的机械型号和使用要求,有不同的消耗量标准。
八、其他材料消耗量定额
1. 其他材料的种类:包括填充材料、保护材料等。
2. 其他材料的消耗量:根据不同的工程要求和使用情况,有不同的消耗量标准。
焊材耗量用量计算表解析

(焊材)
说明:
制定焊接材料消耗工艺定额标准所采用的系数为:
手工焊:G填(填充金属重量)= G条/0.5 (焊条重量);
埋弧自动焊:G丝(焊丝重量)=1.1 G填G剂=1.3 G填;
电渣焊:G丝=1.05 G填;
气焊:G丝=1.05 G填(焊铝时:G丝=1.3 G填)
氩弧焊:G丝=1.1 G填;
厚度δ
( mm )
焊缝截面积mm2
材料消耗定额Kg/m
手工焊
自动焊
焊条
焊丝
焊剂
3
26.4
0.41
4
34.7
0.54
5
46.4
0.72
6
55.5
0.87
7
37.0
29.9
0.58
0.256
8
37.0
Hale Waihona Puke 46.20.580.39
9
37.0
61.9
0.58
0.53
10
37.0
80.0
0.58
0.69
11
37.0
0.94
0.52
10
72.0
1.12
0.62
12
98.0
1.53
0.84
14
123.0
1.777
18
59.7
189
0.913
1.617
248.7
2.129
20
59.7
235
0.913
2.013
294.7
2.525
22
59.7
286
0.913
2.453
345.7
2.965
焊材消耗(新)

(5)、δ16的碳钢板双面埋弧自动焊需用焊丝1.15 kg/m ( φ4.0)
<6)、δ18的碳钢板双面埋弧自动焊需用焊丝1.3 kg/m ( φ4.0)
<7)、δ20的碳钢板双面埋弧自动焊需用焊丝1.45 kg/m ( φ4.0)
焊材消耗定额的计算
一、压力容器及常压产品的焊材消耗:
(一)、不锈钢产品
1、焊条电弧焊
<1)、δ3不锈钢对接焊缝双面焊接滿用焊条0.46 kg/m (φ3.2)
<2)、δ4不锈钢对接焊缝双面焊接需用焊条0.52 kg/m (φ4.0)
⑶、δ5不锈钢对接焊缝双面焊接需用焊条0.66 kg/m (φ4.0)
<8)、δ25的碳钢板双面埋弧自动焊需用焊丝1.8 kg/m ( φ4.0)
⑶、δ30的碳钢板双面埋弧自动焊需用焊丝2.15 kg/m ( φ4.0)
注:埋弧自动焊焊丝与焊剂配比约为1:1.8
4、混合焊
⑴、δ12与δ30焊接正面采用焊条电弧焊反面采用埋弧自动焊需用焊材为
焊条 0 kg/m (φ4.0)
⑷、δ6不锈钢对接焊缝双面焊接滿用焊条0.87 kg/m (φ4.0)
(5), δ8的不锈钢采用焊条电弧焊双面焊需用焊材为焊条1.26kg/m
<6)、δ10的不锈钢采用焊条电弧焊双面焊需用焊材为焊条1.64 kg/m
<7)、δ12的不锈钢采用焊条电弧焊双面焊需用焊材为焊条1.97 kg/m
(8), δ14的不锈钢采用焊条电弧焊双面焊需用焊材为焊条2.25 kg/m
伤或焊透)
⑷、不锈钢δ5或δ6角焊缝焊采用钨极氩弧焊焊一遍需用焊丝0.05 kg/m ( φ2.0)
常用焊材定额标准
常用焊材定额标准目录1.封面.............................................................................................. ..1 2.目录. (2)3.前言 (3)4.手工角接焊缝焊材消耗量定额标准....................................................... ..4 5.手工对接焊缝焊条消耗量定额标准 (5)6.埋弧自动焊对接焊缝焊材消耗量定额标准 (6)7.埋弧自动焊(×型坡口)对接焊缝焊材消耗量定额标准........................ (7)8.CO2单面焊对接焊缝焊材消耗量定额标准.............................................8-11 9.CO2打底+埋弧焊盖面对接焊缝焊材消耗量定额标准.............................12-14 10.SG―2对接焊缝焊材消耗量定额标准................................................15-16 11.焊材消耗量计算公式. (17)前言本《常用焊材定额标准》,材料消耗定额量是通过焊接实测计算出的结果。
由于在测试过程中每种板材厚度不全,所得的实测数据不连续,因此在归纳整理数据过程中使用插值的方法予以补充,得出此焊材消耗定额标准。
1 范围本标准规定了各类焊缝手工及自动焊接材料消耗定额。
本标准适用于船舶新制工程,船舶维修、改装工程也可参照使用。
2 焊材消耗量定额2.1手工角接焊缝焊材消耗量定额标准2.2手工对接焊缝焊条消耗量定额标准注:焊缝坡口当采用碳弧气刨时,消耗量应较表列数量增加20%。
2.3 埋弧自动焊对接焊缝焊材消耗量定额标准2.4 埋弧自动焊(×型坡口)对接焊缝焊材消耗量定额标准2.5、CO2单面焊对接焊缝焊材消耗量定额标准2.6 CO2打底+埋弧焊盖面对接焊缝焊材消耗量定额标准2.7 SG―2对接焊缝焊材消耗量定额标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
2.5
18
1.5
118
0.920
1.524
1.660
14
650
2
3
20
1.5
176
1.370
2.260
2.470
四 V型坡口双面手工焊缝
焊缝尺寸
熔敷金属kg/m
定额(kg/m)
δ
α
p
c
b
b1
e=e1
截面积
酸性焊条
碱性焊条
5
700
2
2
10
8
1
28.3
0.221
0.365
0.398
6
700
2
2
10
35
0.275
0.289
0.454
0.495
8
8
1.5
44
0.344
0.361
0.568
0.62
9
9
1.5
54
0.424
0.445
0.70
0.763
10
10
1.5
65
0.51
0.536
0.843
0.92
11
11
1.5
77
0.604
0.634
0.997
1.087
12
12
1.5
90
0.703
0.738
1.16
21
1.5
321
2.50
4.12
4.50
30
600
2
3
22
1.5
359.5
2.80
4.62
5.05
32
600
2
3
23
1.5
402
3.19
5.16
5.74
36
600
2
3
26
1.5
493
3.84
6.35
6.91
4
0.6
4.76
7.85
8.56
46
600
2
3
31
2
810.6
6.31
10.4
11.35
5
5.6
1.5
8
1
17.6
0.137
0.226
0.247
5
700
1
1.5
10
1
25.3
0.197
0.325
0.355
6
700
2
2.5
10
1
32.8
0.256
0.423
0.460
8
700
2
2.5
14
1.5
59.2
0.462
0.763
0.830
10
650
2
2.5
16
1.5
85.8
0.670
1.110
1.210
12
1
30
0.235
0.39
0.42
8
2.5
16
1.5
51
0.400
0.66
0.72
10
2.5
18
1.5
57
0.448
0.74
0.81
ﻩﻩﻩ三V型坡口单面手工焊缝
焊缝尺寸
熔敷金属kg/m
定额(kg/m)
δ
α
p
c
b
e
截面积
酸性焊条
碱性焊条
3
700
1
1.5
8
1
12.6
0.098
0.162
0.176
4
700
1
8
1
35.2
0.274
0.452
0.494
8
700
2
2
14
10
1.5
65.2
0.510
0.841
0.920
1
.5
86.7
0.676
0.120
1.220
五 对称双面X型坡口手工焊缝
焊缝尺寸
熔敷金属kg/m
定额(kg/m)
δ
α
p
c
b
e
截面积
酸性焊条
碱性焊条
12
650
2
3
12
1
83.8
0.665
1.08
1.18
1.27
13
13
1.5
104
0.82
0.861
1.35
1.48
14
14
1.5
119
0.93
0.977
1.53
0.68
15
15
1.5
135
1.06
1.113
1.75
1.91
16
16
1.5
152
1.19
1.25
1.97
2.14
18
18
1.5
189
1.48
1.554
2.44
2.67
20
20
1.5
230
1.8
焊缝尺寸
熔敷金属kg/m
定额(kg/m)
δ
b
e
k
截面积
酸性焊条
碱性焊条
4
8
1
3
23.2
焊丝按熔敷金属重量的1.05倍计;
焊剂按熔敷金属重量的1.35倍计;
ﻩﻩﻩﻩ一 不开坡口单面手工焊缝
焊缝尺寸
熔敷金属kg/m
定额(kg/m)
δ
c
b
e
截面积
酸性焊条
碱性焊条
1
0
4
1
3
0.023
0.038
0.041
1.5
0
5
1
4
0.031
0.051
0.056
2
1
6
1
6
0.047
0.078
0.085
3
1
8
14
650
2
3
14
1
104.4
0.83
1.37
1.49
16
600
2
3
15
1.5
134.5
1.05
1.73
1.89
20
600
2
3
16
1.5
185.5
1.45
2.39
2.61
22
600
2
3
17
1.5
215.5
1.68
2.77
3.02
25
600
2
3
19
1.5
265.5
2.07
3.42
3.72
28
600
2
3
1
9
0.7
0.115
0.126
ﻩﻩ二不开坡口双面手工焊缝
焊缝尺寸
熔敷金属kg/m
定额(kg/m)
δ
c
b
e
截面积
酸性焊条
碱性焊条
3
1
8
1
14
0.109
0.18
0.196
4
2
10
1
21
0.164
0.27
0.295
4.5
2
10
1
22
0.172
0.28
0.31
5
2
12
1
26
0.204
0.34
0.37
6
2
14
7.06
11.65
12.75
六单面U型坡口手工焊缝
焊缝尺寸
熔敷金属kg/m
定额(kg/m)
δ
b
e
截面积
酸性焊条
碱性焊条
12
16
1.5
148
1.16
1.92
2.09
14
16
1.5
180
1.41
2.34
2.54
16
20
1.5
219
1.72
2.84
3.10
24
22
2
282
3.00
4.95
5.40
26
24
2
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;
碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;
焊接消耗定额标准
———————————————————————————————— 作者:
———————————————————————————————— 日期:
焊接材料消耗定额标准
二零一零年八月
使用说明:
1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产
时须乘上该产品焊缝的实际长度。
δ
k
e
截面积
焊丝
酸性焊条
碱性焊条
2
2
1
4
0.0312
0.0328
0.0515
0.0562
3
3
1
8
0.0625
0.0656