钢管焊接焊条消耗定额
钢管焊接焊条消耗定额
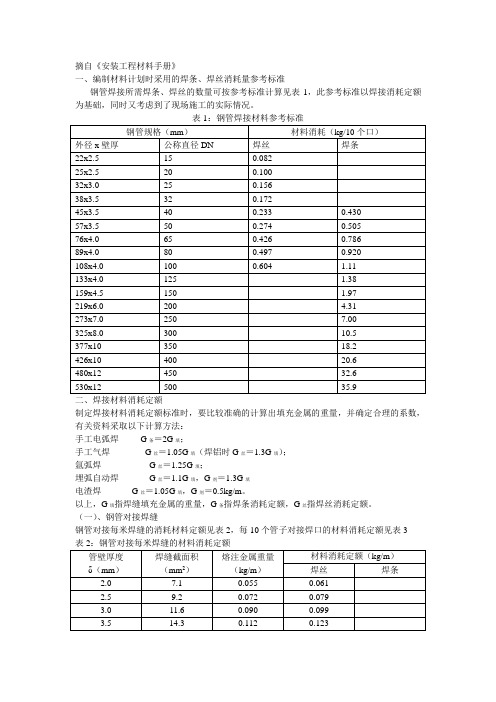
摘自《安装工程材料手册》
一、编制材料计划时采用的焊条、焊丝消耗量参考标准
钢管焊接所需焊条、焊丝的数量可按参考标准计算见表1,此参考标准以焊接消耗定额为基础,同时又考虑到了现场施工的实际情况。
制定焊接材料消耗定额标准时,要比较准确的计算出填充金属的重量,并确定合理的系数,有关资料采取以下计算方法:
手工电弧焊G条=2G填;
手工气焊G丝=1.05G填(焊铝时G丝=1.3G填);
氩弧焊G丝=1.25G填;
埋弧自动焊G丝=1.1G填,G剂=1.3G填
电渣焊G丝=1.05G填,G剂=0.5kg/m。
以上,G填指焊缝填充金属的重量,G条指焊条消耗定额,G丝指焊丝消耗定额。
(一)、钢管对接焊缝
钢管对接每米焊缝的消耗材料定额见表2,每10个管子对接焊口的材料消耗定额见表3
表2:钢管对接每米焊缝的材料消耗定额
注:1、表中焊丝为全气焊、全手工氩弧焊定额;
2、表中焊条为全手工电弧焊定额;
3、当采用手工氩弧焊打底,手工电弧焊盖面时,表中焊条应乘以0.8。
表3:每10个管子对接焊口的材料消耗定额。
焊接材料消耗定额标准
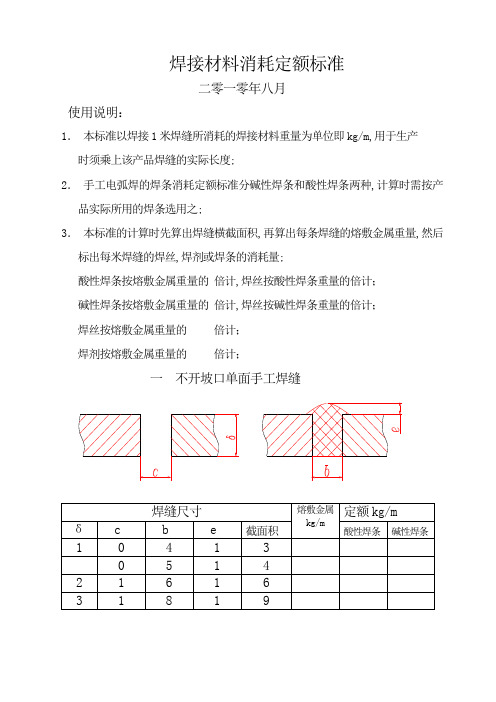
焊接材料消耗定额标准 Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三 V型坡口单面手工焊缝四 V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热. Ito-Bessyo计算预热温度公式:T0=[])C︒-350C25(.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量: [C]P=0.005S[C]X(S为板厚)————成分碳当量: [C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊接定额计算焊材用量计算表

焊接定额计算焊材用量消耗量计算
使用说明:
1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;
碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;
焊丝按熔敷金属重量的 1.05倍计;
焊剂按熔敷金属重量的 1.35倍计;。
焊材使用统计-定额
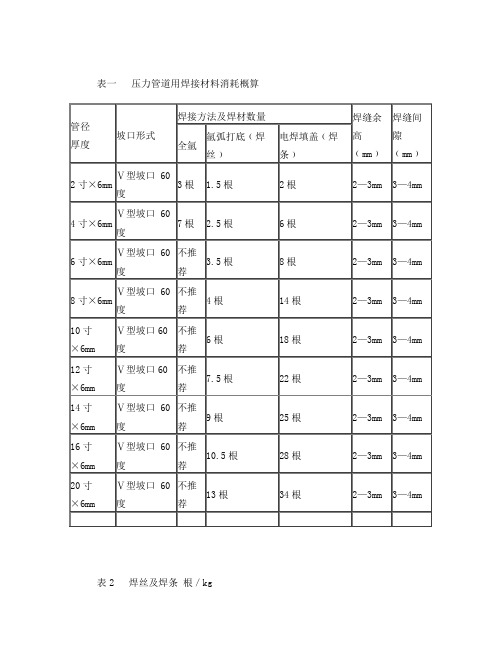
表一压力管道用焊接材料消耗概算
表2 焊丝及焊条根/kg
注:
1、表1 和表2都是根据20﹟钢制作的,其他合金类、不锈钢类的焊接,由于焊条受热快,所留焊条头适当延长。
每一道焊口相应增加1--2根,焊条直径都以3.2计算的,焊条头长度为25mm。
2、表2根据焊材库现场称重计算的,准确性较高。
3、管材的厚度都是以6mm计算的,依表1寸径不变,厚度每增加2mm时,每1寸内焊条数量相应增加1根。
4、所计算的焊缝余高统一为3mm,焊缝间隙为3—4mm.
5、所计算焊材不包括返修用料。
6、根据个人经验及咨询其他基层焊接人员编制,由于不同焊工所焊接焊缝的余高、宽度不同,无法精确到位,仅供参考。
7、只限技术部内部统计焊材用,不推荐为其它用途使用参考。
8、错误和不妥之处在所难免,每名焊工应根据自己所用焊材做好数据统计,上报焊接责任师,进一步修订本焊材概算表,达到更加完善和准确。
焊材消耗(新)

(5)、δ16的碳钢板双面埋弧自动焊需用焊丝1.15 kg/m ( φ4.0)
<6)、δ18的碳钢板双面埋弧自动焊需用焊丝1.3 kg/m ( φ4.0)
<7)、δ20的碳钢板双面埋弧自动焊需用焊丝1.45 kg/m ( φ4.0)
焊材消耗定额的计算
一、压力容器及常压产品的焊材消耗:
(一)、不锈钢产品
1、焊条电弧焊
<1)、δ3不锈钢对接焊缝双面焊接滿用焊条0.46 kg/m (φ3.2)
<2)、δ4不锈钢对接焊缝双面焊接需用焊条0.52 kg/m (φ4.0)
⑶、δ5不锈钢对接焊缝双面焊接需用焊条0.66 kg/m (φ4.0)
<8)、δ25的碳钢板双面埋弧自动焊需用焊丝1.8 kg/m ( φ4.0)
⑶、δ30的碳钢板双面埋弧自动焊需用焊丝2.15 kg/m ( φ4.0)
注:埋弧自动焊焊丝与焊剂配比约为1:1.8
4、混合焊
⑴、δ12与δ30焊接正面采用焊条电弧焊反面采用埋弧自动焊需用焊材为
焊条 0 kg/m (φ4.0)
⑷、δ6不锈钢对接焊缝双面焊接滿用焊条0.87 kg/m (φ4.0)
(5), δ8的不锈钢采用焊条电弧焊双面焊需用焊材为焊条1.26kg/m
<6)、δ10的不锈钢采用焊条电弧焊双面焊需用焊材为焊条1.64 kg/m
<7)、δ12的不锈钢采用焊条电弧焊双面焊需用焊材为焊条1.97 kg/m
(8), δ14的不锈钢采用焊条电弧焊双面焊需用焊材为焊条2.25 kg/m
伤或焊透)
⑷、不锈钢δ5或δ6角焊缝焊采用钨极氩弧焊焊一遍需用焊丝0.05 kg/m ( φ2.0)
焊材消耗定额
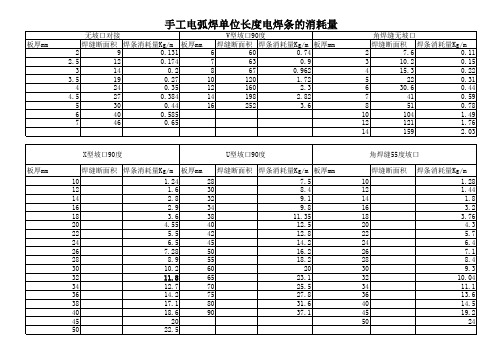
U型坡口90度 焊缝断面积 焊条消耗量Kg/m 板厚mm 7.5 8.4 9.1 9.8 11.35 12.5 12.8 14.2 16.2 18.2 20 23.1 25.5 27.8 31.6 37.1
埋弧自动焊消耗量
X型坡口90度 板厚mm 6 8 10 12 14 15 16 18 20 40 45 48 50 55 注: 焊丝直径 3 3 4 4 4 4 4 4 4 5 5 5 5 6 焊丝消耗量Kg/m 0.45 0.54 0.72 0.9 1.22 1.5 1.71 2 2.4 7.4 10 11.5 12.4 14.5 焊剂Kg/m 0.4 0.48 0.6 0.75 1 1.2 1.4 16 2 5.9 8 10 10.6 12 X型坡口90度 板厚mm 22 25 28 30 32 34 36 38 60 65 70 80 焊丝直径 5 5 5 5 5 5 5 5 6 6 6 6 焊丝消耗量Kg/m 2.1 3.4 4 4.5 5 5.5 6.2 6.8 16.8 19 24 30 X型坡口90度 焊剂Kg/m 2.2 2.8 3.2 3.6 4 4.4 5 5.4 14 15.5 20 24
308 ER309
焊剂理论上按焊丝的0.8计算, 但实际由于多种原因一般按焊丝重量的1.5倍计算。 1㎏φ 08焊丝焊管头的数量 1Kg焊条 根数 Φ 32*3 150根 Φ2.5 47 Φ 25*2.5 200根 Φ 38*2 110根 Φ3.2 30(碳钢)27(不锈钢) Φ4 17 Φ 57*2 84根 Φ5 11 Φ 19*2 250根 Φ 48.3*1.7 95根 常用焊接材料公斤与数量(根数)的对照表 焊条 型号 规格 重量(Kg) J422(J426) φ 2.5 J422(J426) φ 3.2
焊材消耗定额

26
1.6
5.4
0.40
28
1.6
5.9
0.45
30
1.6
6.7
0.50
焊接材料消耗定额
六、碳钢、低合金钢及不锈钢换热器管与管板焊条电弧焊
焊接接头形式(示意图)
管子直径
焊条直径
焊条定额
管头/Kg
19
3.2
120
25
3.2
90
32
3.2
70
38
3.2-4
60
七、碳钢、低合金钢及不锈钢换热器管与管板钨极氩弧焊
0.85
4
0.55
0.69
16
3.2-4
0.95
4
0.71
0.89
18
4-5
0.95
4
0.92
1.14
20
4-5
1.10
4
1.12
1.38
22
4-5
1.10
4
1.32
1.66
24
4-5
1.20
4
1.57
1.96
26
4-5
1.20
4
1.91
2.39
28
4-5
1.25
4
2.24
2.71
30
4-5
1.25
24
3.2-4
0.90
4
3.05
3.62
6、双V或U型坡口手工打底,自动焊填充(可带垫板)
26
4-5
0.65
4
3.10
3.88
28
4-5
0.65
4
3.43
焊接消耗定额标准
焊接材料消耗定额标准二零一零年八月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位即kg/m,用于生产时须乘上该产品焊缝的实际长度;2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之;3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量;酸性焊条按熔敷金属重量的倍计,焊丝按酸性焊条重量的倍计;碱性焊条按熔敷金属重量的倍计,焊丝按碱性焊条重量的倍计;焊丝按熔敷金属重量的倍计;焊剂按熔敷金属重量的倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三 V型坡口单面手工焊缝四 V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝双面焊九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式国际焊接学会:C eq=C+Mn/6+Cr+Mo+V/5+Ni+Cu/15 %当C eq>%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒350C-(25.0——T0预热温度℃——C=C X+C P————尺寸碳当量: C P=C X S为板厚————成分碳当量: C X=C+Mn+Cr/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=π×R+Y系数×T×θ/90L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=π/2×K;材料Y系数K系数软黄铜Soft brass和铜copper硬黄铜Hard brass 和铜、软钢Soft Steel、铝Aluminum硬铜、青铜Bronze、冷轧钢Hard steel、弹簧钢Spring steel油缸油漆定额换算以长度1米为计量单位注:1底漆及面漆的型号、颜色,根据设计要求确定;2稀释剂品种根据漆的品种来选定;3底漆:~m2;稀释剂:底漆+面漆X~;结构件底漆:~m2;面漆:m2两次;稀释剂:底漆+面漆;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘自《安装工程材料手册》
一、编制材料计划时采用的焊条、焊丝消耗量参考标准
钢管焊接所需焊条、焊丝的数量可按参考标准计算见表1,此参考标准以焊接消耗定额为基础,同时又考虑到了现场施工的实际情况。
制定焊接材料消耗定额标准时,要比较准确的计算出填充金属的重量,并确定合理的系数,有关资料采取以下计算方法:
手工电弧焊G条=2G填;
手工气焊G丝=1.05G填(焊铝时G丝=1.3G填);
氩弧焊G丝=1.25G填;
埋弧自动焊G丝=1.1G填,G剂=1.3G填
电渣焊G丝=1.05G填,G剂=0.5kg/m。
以上,G填指焊缝填充金属的重量,G条指焊条消耗定额,G丝指焊丝消耗定额。
(一)、钢管对接焊缝
钢管对接每米焊缝的消耗材料定额见表2,每10个管子对接焊口的材料消耗定额见表3
表2:钢管对接每米焊缝的材料消耗定额
注:1、表中焊丝为全气焊、全手工氩弧焊定额;
2、表中焊条为全手工电弧焊定额;
3、当采用手工氩弧焊打底,手工电弧焊盖面时,表中焊条应乘以0.8。
表3:每10个管子对接焊口的材料消耗定额。