智能集中润滑系统的应用
智能集中干油润滑系统的研究与应用

冶金设 备 管理 与维 修
了 岗位 人 员 的 劳 动强 度 。 ( ) 障 点 不 易 发 现 , 易 造 成 润 滑 点 缺 油 , 损 坏 设 6故 容 而 备 。又 由于 分 配 器 柱 塞 阻 力 大 , 滑 脂 容 易 堵 塞 , 润 因此 维 护
况。
路 B供 油 , 同理 分 配 器 向 给 油 点 给 出 供 油 活 塞缸 左 腔 油 , 如 此 反 复 , 统 不 断 向给 油 点 给 油 。 系
1 2 双 线 式 干 油 润 滑 系统 运 行 分 析 .
() 滑 干油泵均 为人工操作 , 于没有检测 手段 , 4润 由 对 各 润 滑点 位 的 润 滑 状 况 不 能 掌 握 , 成 每 次 供 油 都 是 相 同 造
维普资讯
第2 卷 20 6 0 8年第 4 ( 期 总第 1 6期 ) 3
冶金 设备 管理 与维 修
智能 集 中干 油润 滑 系统 的研 究 与应 用
任 彦 红
( 安钢烧 结 厂
安 阳 4 50 ) 5 0 4
摘 要 分 析 了传 统 的 双 线 终 端 式 集 中干 油 润 滑 系 统 存 在 的 原 理 性 缺 陷 , 计 应 用新 型 的 智 能 集 中干 油 润 设 滑 系统 , 决 了传 统 润 滑 系 统存 在 的 问题 , 解 实现 了每 一 个 润 滑 点 润 滑情 况 的 可 知 、 可控 运 行 。
1 原 润 滑 系 统 状 况 及 运 行 分 析
1 1 双 线 式 集 中干 油 润 滑 系统 工作 原 理 .
双 线 式 集 中干 油 润 滑 系统 主要 由 润 滑 泵 、 向 阀 、 止 换 截 阀 、 线 分 配 器 、 控 柜 和 2条 供 油 管 路 组 成 , 线 式 分 配 双 电 双
智能润滑系统在烧结带冷上的应用

24科技资讯 SC I EN C E & TE C HN O LO G Y I NF O R MA T IO N信 息 技 术2003年,济钢炼铁厂为满足高炉熟料供应需要,对120烧结区域原2×90m 2烧结机进行了工艺优化及烧结机扩容改造,去除原热筛工艺段及设备,主机尾轮后移12m,将烧结面积由90m 2扩容至120m 2,配套105m 2带式冷却机受限于现场空间,没有进行同步扩容改造,仅改善了鼓风冷却系统,每台带冷机增加两台G 4-73-11N o12D 离心式鼓风机。
扩容投产后生产数据表明,带冷机运行工况温度较改造前平均提高100℃左右,带冷机本体承受热辐射效应加剧,对设备运行带来一系列不良影响,特别是带冷机托辊润滑脂受热辐射液化失效,托辊损坏严重。
作为带冷机设备运行的轨道支撑,托辊的大量损坏直接造成带冷机跑偏、甚至掉道的恶性故障,严重制约了烧结系统的正常运行。
1 润滑系统改造方案综合考虑带冷机工况条件,采用智能系统代替人工加油,可大大降低劳动量,同时周期、定量供油充分满足托辊运行需要。
ZDRH-2000智能集中润滑系统采用可编程控制器作为主要控制系统,可网络挂接与上位机计算机系统进行对话以实时监控,使得润滑状态一目了然;现场供油分配直接受可编程控制器的控制,供油量大小,供油循环时间的长短都由主控系统来完成;流量传感器实时检测每个润滑点的运行状态,如有故障及时报警,且能准确判断出故障点所在,便于操作工的维护与维修。
1.1ZDRH-2000智能集中润滑系统原理(1)该系统分为六大部分:计算机处理中心(主设备控制中心)、主控系统、高压润滑泵站及油路、执行机构、检测系统。
计算机处理中心(主设备控制中心)是设备运行监控中心,主要功能为:设备运转实时监控;设备运转信息处理;设备运转参数调整;与网络连接,实现远程监控、维护。
主控设备为润滑系统的指挥中心,其主要功能为:安装、调试、维护过程中的监控及调整;设备运转实时监控;设备运转信息收集;设备运转参数修改;执行控制中心的命令;输出报警。
智能集中润滑系统在265m 2烧结机上的应用

由于受 旧厂房场地 大小 的影 响 ,四辊破碎 机 的检修及换 辊可 以利用旧厂房 中的 5 吊车 , t
闸现象 ,基 于此种 情况 ,决定取 消变频调 速 ,
这样燃料通过 四辊破碎机 时 ,再没有跳 闸现象
出现 。
但 双辊破碎机检修及换棍 时 ,没有 吊车 ,现场 比较狭窄 ,对检修造成一定 的困难 。今年以来 ,
辊 间 隙为 1m 0 m,下 辊 间隙 为 2 m 时 ,生 产 能 m
5 结
语
在 四辊破碎机前增加双辊破 碎机 ,投资并 没有增加 多少 。该工艺主要优点是 :结构简单 ,
力 :~ l/ ,质量 2 . 。根 据破碎机 喂料 口的 1t h 8t 7 大小 ,选 择胶 带 机带 宽 为 : 60 m,输送 能 5m 力 : 8 t ,速 度 :l / ,在 料仓底部 出料 口 0/ h ms 设计手动调节 闸门 ,便于控制料流 大小 。在 调 试过程中,四辊破碎 机原设计 的电机采用 变频
调 速 ,当燃 料 进 入 四 辊破 碎 机 时 ,容 易 出 现 跳
机体 紧凑 轻便 ,价格低廉 ,工作可靠 ,设 备维
修 、调整 比较方便 ,破碎 时过粉 碎现象少 ;同 时 ,由= 四辊破碎机 的进 出料 口设计 有除尘 在 点 ,大: 抑制 了生产 中产生 的粉 尘 ,改善 了环 赶
( 设计 院 徐建辉
刘长清 )
智能集 中润滑 系统在 2 5 烧 结机上 的应用 6 m2
1 前 言
润 滑 系统 。
由于受烧结生产 过程 中产生 的高温 、粉尘
的恶 劣 环境 影 响 ,烧 结 生 产 设 备 的润 滑 问 题 一
该 系统为微 电脑技术 和可编程 控制器相组 合 的方式 , 自动化程度较高 ,可 网络挂接 于上 位计 算机系统 ,很好地实 现了各润 滑点润 滑过
智能集中润滑系统的应用
在 良好 的 环 境 下 运 行 。
3 原用 多点干 油泵站容积 小 、消耗快 ,工人 向多点 干 .
油泵站填新脂较频 繁。现增设 一容积 80 g 0 k 的储 脂罐 ,当加
6 6
中国设备工程 1 0 -  ̄ 21f0 2 7
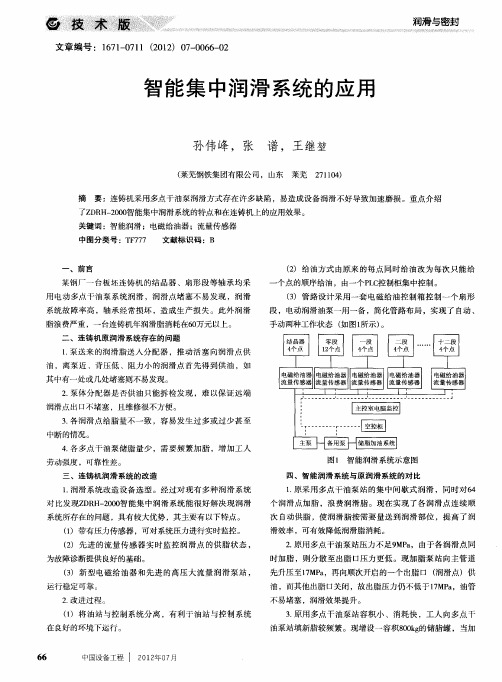
()管路设计 采用一套 电磁 给油控 制箱控 制一个 扇形 3
某钢厂一 台板 坯连铸机 的结 晶器 、扇形 段等 轴承均 采
用 电动 多点干油泵 系统润滑 ,润滑点堵塞 不易发 现 ,润 滑
系统故 障率高 ,轴 承经常损坏 ,造成生产 损失 。此外润 滑
脂浪费严重 ,一 台连铸机年润滑脂 消耗在6 万元 以上 。 0 二、连铸机原润滑 系统存在的问题
}搜 I
文章 编 号 :17— 7 (02 0 —0 6 0 6 10 1 2 1) 7 0 6— 2 1
润滑与密封
智能集 中润 滑 系统 的应 用
孙伟 峰 ,张 谱 ,王继垄
莱芜 2 10 ) 7 4 1
( 莱芜钢铁集团有限公 司 ,山东 摘
要:连铸机采用多点于油泵 润滑方式存在许多 缺陷 ,易造成设 备润滑不好导致加 速磨 损 。重点介绍
华 电国际 十里泉发 电厂 ( 以下简称 十 电) 3 0 0 MW机 组
的汽 轮机 系统 已进 行增容 改造为3 0 3 MW,但锅炉 技术 改造
( 5C左右 ) 需8  ̄ ,进 入低 压省煤 器 的凝结 水吸 收排 烟热 量 ,
然后送至 除氧器。低压省煤器一般采用错列 管排逆流布置 ,
要 :介绍华 电国际十里 泉发电厂通过锅炉加装低 压省煤器 以降低排烟温度 、提高机组热 效率和
智能集中润滑系统在高炉机电设备中的应用与维护

( 1 ) 检查油站高 压电动加油泵内油位是否正常 ; ( 2 ) 将 自动\ 手动旋转开关置于 自动 位置 ; ( 3 ) 打开 总 电源 、 油泵 电源 、 控 制 电源及 电磁 给 油器 电源 ; ( 4 ) 调整确认系统运行参数 , 开启 自动运行开关 自动润滑 ; ( 5 ) 监控上位机运行状态 , 观察压力值是否在工作范围; ( 6 ) 主驱动设 备停止运行后 , 应将润 滑控制柜 上 的运 行 开关打到停止位 。
时间 , 就这样循环运行 下去。
二、 系统操 作 方式
1 . 手动操作 。 ( 1 ) 检查油站高压 电动加 油泵内油位是否正常 ; ( 2 ) 将 自动 \ 手动旋转开关置于手动位置 ; ( 3 ) 依次开启总电源 、 油泵电源、 控制电源、 电磁给油器 电源 ; ( 4 ) 开启高压加油泵开关 , 使系统压力升至 1 2 Mp a 左右 ; ( 5 ) 按 下 润 滑 点 组 合 按钮 , 手动控制供油 时间 ; ( 6 ) 润滑给 油结束 , 关 闭高压 电动加油泵 开关 ; ( 7 ) 关 闭总 电源 、 油泵 电源 、 控制 电源及 电磁 给 油器 电源 。
随
滑点 出现故 障 , 输 出报警信号并记 录故 障信 息 , 1 给 油时 间 到 开始 给 2 点电磁给油器信号开 阀给油 , 就 这样主控 设备 依 次给各润滑点信 号开 阀并检 测流 量信 号 , 直到 最后 润 滑 点 的电磁给油器关闭 , 油 泵 自动停 止 , 系统进入下一 步 。 第 四步 , 系统循环等 待延 时 。第一次 给油完 成后 , 系统 进入循 环间隔时 间等待 , 循 环时 间到后 系统 再次 按 照主 控 信号依 次给各加油点供油 , 给油过程结束 , 再 进入循 环等 待
烧结机集中润滑智能控制系统的应用
嚣 睽 智控 P 集 系 烧 机 能制 L 散统 结 C
Ab t a t T i p p r ito u e h n el e c d c nr ls se f t b t d lb c t n sn e i g l e o s r c h s a e n r d c d T e I t l g n e o t y t m o r u e u r ae i i tr i f i o i i n n Z a g in i n a d se lw r s. i it b td l b ia e y t m h c L r e in s te c n rlc n h n d a r n t e o k T sd sr u e u r td s se i w i h P C a e d sg e a h o to e — o h i c n d tr,sb t rs t e h rb e b u u o t a b ia a o u nn c i e a r e f l n a u r u d e i et ed d t e p o lms a o ta t mai ll r t fr n i g ma h n tl g ed a d b d s ro n — e c u c a i
i ng。
Ke wo d I tl g n e c n r l P C Di r u itm S ne i g ma h n y r s ne l e c o toபைடு நூலகம் L i s i t se tb s i tr c i e n
1 前 言
应用 电子技 术改 造传 统 落后 生产 工 艺 , 高 自动化 水 提 平 , 产节约 , 增 减轻 工人劳动 强度 , 挖掘生 产潜 力 , 历次五 是 年计划重点内容之一。张钢 在“ 十五” 技术改造 中 , 对原料厂 烧结机润滑系统进行 了较彻底 的改 造 , 现 了大范 围内各润 实 滑点的 自动加油 , 更好 的保障 了设备 的正常运转 。所 采用 的 方式 , 就是引用先进成 熟 的 自动化 技术 , 对原 有 的润滑设 备 升级改造 , 取得 了很好效 果 。为总 结交 流经验 , 将该项 改 现 造的电控技术应用作一介绍 。
智能集中润滑系统在TRP辊压机的应用
他各 点供油 , 易查 找故 障点 , 容 便于
( ) 统 中配 有 专 为 润 滑脂 设 计 4系
上都 是 采 用 该 系 统 对轴 承进 行 润 滑 ,
下 面对 相 关 情况 进 行 详 细 介 绍 。
1 工 作 原 理 及 流 程
减 器、 给油管路 、 控制及信号线路 , 其结 检 修 维 护 , 少 劳动 强 度 。 的 流 量 传 感 器 , 点 检 测 , 高 给 油 逐 提
润 滑 点 供 油 结 束 , 统 进入 循 环等 待 系
( ) 统 由 P C智 能 控 制 , 现 1系 L 实
高 , 设 备 运 行 条 件 的 要 求 也更 加严 对
格 , 械 的 、 为 的 润 滑 操 作 已不 能 机 人 满 足科 技 进 步 的 要 求 , 此 润滑 自动 因
摸 显 示 屏 或 电 脑 上 位 机 作 为 显 示 与 操 作 系统 , 场 供 油参 数 直 接 受 可 编 现 程 控 制 器 控 制 , 油 量 大 小 、 油 循 供 供
环 时 间 的长 短 都 由 主控 系统 来 完 成 , 流 量 传 感 器 实 时 检 测 每 个 润 滑 点 的 润滑 情 况 , 作 员 可 根据 设 备 各 点 润 操 滑 要 求 的不 同 通 过 触 摸 显 示 屏 或 电
给 油 器 作 为 润 滑 系 统 的执 行机 构 , 执
行主控系统送来的指令 , 控制 油 阀开
启 、 闭 , 现控 制 润滑 点 的供 油 。 关 实 流 量 传 感 器 实 时 监 测 润 滑 点 的 运 行
状 态 , 信 息反 馈 给 主 控 系统 。 将
辊 压 机 共 有 1 个 润 滑 点 , 个 8 每 给油 分 配 箱 有 四个 润 滑 点 接 口 , 配置
智能集中干油润滑系统的应用
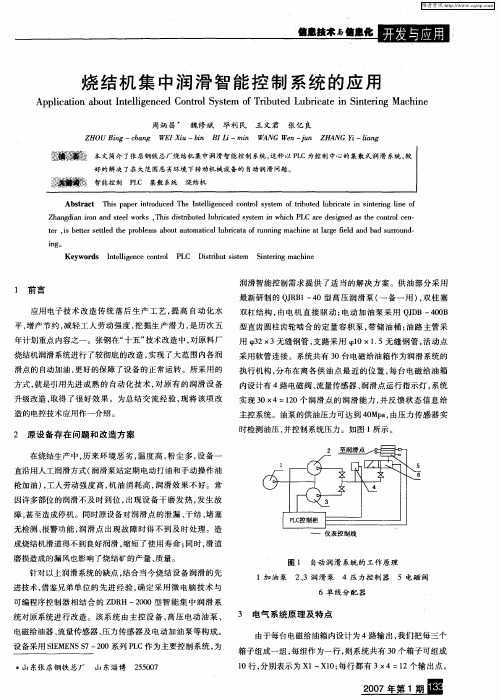
动运行时 ,系统会 按照设定好的量 自动对每个加油 点逐点供油 、逐点检测 ,直到所有的润滑点给油完
图1 智能集中干油润滑系统
一
成 ,进入循环等待时间。循环结束后 ,自动进行 下
、
智能系统的选择
经过调研 ,选用Z R 3 0 智 能干油 润滑 系统。该套 D H一 0 0
护 装置 。但在 皮带并 车传Fra bibliotek动 的机械钻 机上 使用 的柴 油机 , 减速
机
本应 因单机 自动停车装置 发生作用 而停 机 ,却 由于来 自并 车柴 油机 的动 力被动高速 运转 ,无法 实现停 车 。而操 作人 员 因不能时刻 守在柴油机 旁边 ,不 能及时断 开 已启 动低压 保护的柴油机的输出离合器 ( 见图 1 ,进而引发事故 。 )
一
个 主控设备 。下面行走部分主油管 ,由一号泵供
油 ,回转 三大环部分的主油管 由二号泵供油。并把 各个 润滑点分为 四个润滑组 ,行走组6 个点 ,回转 4 三大环和悬臂组3 点 ,斗轮组4 点 ,钢丝绳 的滑 2 个 轮和滚筒 、铰链组 1点 ,共 I 2 点。按系统要 求 2 1个 安装调试好硬件设备 ,输入 系统基本参数 ,就可进
二 、润 滑 系 统 的 组成 和 应 用
Z R 3 0 智 能干油润滑 系统 由主控 设备 、油站 、电 D H一 0 0
磁 给油器 、给油 管 、控制及信 号线路几 大部分 组成 。其 结 构 也是单线式 的 ,一个油站 只有一个 主油管 。根据堆取 料 机 的结 构 ( 图2 ,把堆取 料机 的润滑 系统 分两 个油 站 , 见 )
图2 架 臂 堆取 料 机
矿井智能集中润滑系统的设计与应用
矿井智能集中润滑系统的设计与应用高峰许夫鹏(兖州煤业股份有限公司东滩煤矿,山东济宁273512)摘要:智能集中润滑系统在大型钢铁企业生产中的广泛运用,能够保障设备正常稳定运行,确保企业安全生产,但智能集中润滑系统在我国矿山企业则运用较少。
现以东滩煤矿为例,针对智能集中润滑系统在胶带机运输系统的应用进行了研究,为煤矿胶带运输机智能集中润滑系统在煤炭行业中大力推广提供参考。
关键词:智能集中润滑系统;矿井作业;逐点供油;逐点检测0引言我国济,煤矿行业的产能也逐。
东滩煤矿生产能力750万t a在矿山作业中,因为条件恶劣,严重损了胶带运输设备的性能,胶带运输,,设备生障矿井产,导大的济损,安全a,对胶带机设备进行有为了煤炭行业的a现,胶带运输机智能集中润滑系统能够提高皮带机效能,少设备障5设备用a1项目研发必要性东滩煤矿年产为750t,煤炭运输全部为胶带运输机运输,现有10条主要运输线,胶带总长度25000m左右a 恶劣的井胶带机设备性能大5运输55系5设备生障矿井停产,生产带较大,严重安全!1"2#a针对,我推广应用智能集中润滑系统,有效降低了设备障,为企业提供了保障a 东滩煤矿的胶带运输机润滑保用注油的方式,按照规定定定油脂”a检测时,检测定油的任务是否完,常用芯油轴承排油口有新油脂溢出为止”的判断a润滑保不仅工艺原始,操作强大、,而且常因添润滑油脂,润滑阻力加大,及散发热浪费了动力,了润滑果a,润滑油的添不仅资金浪费,还带来较大污染,企业成本费用大大a,设计应用胶带运输机智能集中润滑系统为企业现节能环保、保养设备的不二选择a2研究与开发内容智能集中润滑系统主要分为控制系统、输油系统、输油管道和执行机构四大分a2.1控制系统智能集中润滑系统控系统按设定的程序自动运行,启动电动高压润滑泵,控制电磁油器启闭,将滤后的润滑输送点,流传感器检测每个点是否供油,检测系统远程显示供油点润滑状态,遇障,系统及报警a 控制系统进行手/自动切换操作,手动运行,在控制器屏幕输入润滑点号即对应相应润滑点a开启电动高压润滑泵后,润滑被注入管中,等待管道压力10MPa 时!管道远近压力在5〜30MPa),通过输选择润滑点号5开油5润滑相应a系统自动运行5将设定的!以)5自动对润滑点逐点供油5逐点检测5待润滑点供油完5进行等待!以)5等待自动进行供油程a2.2输油系统输油系统管道及电磁油器5将润滑输送每个润滑点a油站一般配置两台高压电动润滑泵(一台备用)和一台油泵a2.3输油管路输油管分为主油管和支油管两部分,主管路使用20mm2的不钢缝管,用;支油管用耐高、阻的TPU8.6X4mm2高压管a2.4执行机构2.4.1电磁给油器(阀式给油器)针对井,执行机构采用阀式给油器(型号CZX-2-4-24X,CZX-4&8-24X)集成,其结构合理,工艺先进,个两个点供油5压a将定在钢构5执行控系统的5现控制润滑点供油5控润滑点状态,将控系统a2.4.2QJLG传感器QJLG系传感器作为为智能集中润滑系统设计的智能检测件5能够有对油程进行检测5在执行控设备的将果PLC5PLC进行分5完检测程a3主要目标及创新点智能集中润滑系统的为提高设备用5企业生产本5提高生产a智能集中润滑系统的新点分为逐点供油逐点检测障智能判断和远程控四个分5能够有煤矿智能自动远程生产的a GAN系统是智能集中润滑系统中的5仅能够润滑状态了5自动控制油大和5还能检测每个润滑点的运行状态,遇障及警,作的阻4实施方式4.1调研、方案设计对原有油费费污染的点进行分5行业智能集中润滑系统的研究5提出了一套安全、高的胶带运输机智能(下转第37页)性和动精准性,消防侦察机器人的非结环,更适合要对器人进行精准控制的场合。
智能集中润滑系统在烧结机上的应用
( ) 润 滑 系 统 采 用 P C智 能 控 制 : 过 专 为 润 滑 脂 1该 L 通 设 计 的 流 量 传 感 器 进行 流量 信 号 检 测 。系 统 通 过 1 主 管 根 路 供 油 , 主 管 路 和 润 滑 点 之 间接 有 电 磁 给 油 器 和 流 量 传 在
感 器 , 有 的 电 磁给 油 器 是 常 闭 的 。 所 当某 个 电 磁 给 油 器接 到
指 令 时 才 打 开 给 油 , 此 每 个 润 滑点 的 给 油 量 都 是 可 以控 因
制 的 , 某 一点 故 障时 不 影 响 其 他 各 点 给 油 。 且
() 作 流 程 : 先 启 动 电 动 润 滑 泵 , 主 油 管 道 压 力 2工 首 待 升 至 设 定 值后 , 依次 逐 个 打 开 各 电 磁 给 油 器开 关 , 照事 先 按 设 定 的 值 给各 润 滑 点供 油 , 量 传 感 器 实 时检 测 。 流 如有 故 障 及时报警. 并且 继续 给 下 1 润 滑 点 供 油 , 到 所 有 润 滑 点 个 直 给 油 结 束 , 统 进入 循 环 等 待 时 间 , 环 等 待 时 间 结束 , 系 循 开
求。
( ) 点 给 油 : 按 设 定 好 的 程 序 顺 次 给 油 ( 位 时 间 1逐 ① 单 内润 滑 泵 只给 1 供 油 )② 每一 点 给 油 量 可 根 据 实 际 需 要 点 ; 调 整 , 整 范 围 0 5 1mL甚 至 1 0 调 。~ 0 0mL; 每 点 给 油 周 期 ③ 可 根 据 实 际需 要 设 定 , 整 范 围 O 99 mi。 调 ~ 9 9 n ( ) 点 检 测 : 测 油 在 管 道 内 的 位 移 信 号 , 实 反 映 2逐 检 真 润 滑 点 的 给油 状 态 。 ( ) 障智 能判 断 : 如 有 故 障 及 时 报 警 , 自动 记 录 , 3故 ① 并 便 于 故 障查 询 ; 可 准 确 判 断 每 个 故 障点 位 置 , 于现 场 维 ② 便
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3故 障智 能判 断。可在 上位机 上直接 显示故 障 )
润滑点 的准确位置及故障类型, 及时发现供油过程
出现 的堵 、 、 、 、 等故 障 。 通 漏 卡 坏 4触 摸 面板 操 作 。在触 摸 屏上 可 实现 自动 、 ) 手 动操 作 , 障查找 及给油 量设定 。 故
传 统人ቤተ መጻሕፍቲ ባይዱ 手动 打油方 式 , 量控制不 精确 , 油 出现 故障 不 易查找 , 维护量 大 , 电机轴 承使用 寿命短 。 由于辊 道轴 承故 障造成废 钢数 量增加 , 严重 影响 了成材率 ,
因此需要一种更为有效的润滑方式代替传统 的干油
润滑 。智 能型集 中润滑是 近年来 发展 起来 的一种新
21 控制原 理 .
智 能 润 滑 控制 系统 的核 心为 S — 0 可 编程 控 72 0
制器 (L 。s— 0P C 有 通用 性 强 、 P C) 7 20 L 具 功能 强 大 、 可靠 性 高 、 干扰 能 力 强 的特 点 心。控 制 系 统可 进 抗
行 自动 、 手动操 作 。
近 , 力 可 在 5 0MP 调节 ) 输 人 数字 来 选择 现 压 ~3 a ,
场 润 滑点 号 , 应 点 电磁 给油 器 得 到信 号 , 对 开通 油 路 , 润滑脂 压注 到相应 的润滑 部位 。 将
在 自动运 行状 态 , 控系统 按照设定 程序 运行 , 主
设 备 分 配 给 各 个 润 滑 点 。 在各 个 润 滑 点 供 油 过程
输 出信 号进行 编码 , 通过 串行输 出到现 场给 油器箱 ,
现场给油器箱里的解码模块将串 口 接收到的信号与
设 定 的地 址 进行 比较 , 然后 确定 是 否 为该 给油 器箱 提 供 数 据 。如 果 比较 相 同 , 给 油器 箱 中的 4 点 该 个
第3卷 第3 3 期
21 年 6 01 月
“ “
山 东 冶 金
S a d n M eal r y hnog tl g u
Vo -3 l3 No 3 .
J n 01 u e2 l
{经验 交 流 }
牛竹 竹 竹 竹 1 竹 1 — 1
智能集 中润滑 系统 的应用
1 智 能集 中润滑 系统组 成及 特点
智能 集 中润 滑系 统主要 由控制 微机 、 主控箱 、 加 油泵 、 滑泵 、 润 电磁给油 器等设 备组 成 。通 过 电动 润 滑泵 把 润 滑脂 经现 场 管道输 送 至 电磁 给 油器 , 电磁
给油器 把管 道 中的润滑脂 , 照用户 用油量 , 按 由主控
备 的使用寿命 。
关键词 : 轨道轴承 ; 智能集 中润 滑系统 ; 电磁阀 ; 油脂
中图分类号 :G3 33 T 3I 文献标 识码 : B 文章编号 :0 4 4 2 ( 0 10 — 0 9 0 10 — 6 0 2 1 )3 0 7 — 2
在 轧钢 生 产 的过 程 中 , 轧 机及 其 辅助 传 动设 对 备 进行 润 滑 , 是保 证设 备 高效 运 转 的重要 条 件 。莱
马晓琴 , 张继承 , 张大威 , 朱宏 林
( 莱芜钢铁股份有 限公 司 型钢厂 , 山东 莱芜 2 1o ) 7 4 1
摘
要: 莱钢大型 H型钢 B T D、M区之 前的辊道轴承 润滑采用智能 型集 中润滑 ,L 控制 电磁 阀来 代替以往 的分配器 , PC 实现
了逐 点给油控制 、 点检测与故 障判断 。该系统 给油量调整 方便 , 逐 故障点容 易查找 , 护量 小 , 维 避免 了油脂浪费 , 延长 了设
中, 通过流量传感器检测各点的供油状态 。
系 统具有 以下特 点 :
启 动 电动高压 润滑泵 , 并控 制 电磁 给油器 的启 闭 , 润
滑脂 过 滤后 被输 送 到各 润滑 点 的 电磁 给油器 , 流量
1单点 供 油 。按设 定 程 序顺 次 给油 , 位 时 间 ) 单 内只 给一 点供 油 ; 一点 供 油量 可根 据 现场 实 际需 每 要设 定 。连续 供应 的压缩 空 气起 冷却 作 用 , 解决 了 在 高温 环境 润 滑脂 碳化 的问题 , 且 这种 给 油方 式 并 按需供 油不 会 出现加油 过多导 致轴 承发热 或润 滑不
型 给油 方式 , 用 P C 制 以 电磁 阀来 代 替 以往 的 采 L控 分 配 器 , 滑点 给油 量 的设 定 和给 油状 态 的检 测也 润 更 加 灵活 …。P C控制 实现 逐 点供 油 、 L 逐点 检测 、 故 障智能判 断 、 程监控 等功 能 。 远
2 智 能润滑 控制 系统
良的情 况 。
传 感器 实 时检 测 每点 是 否供 油 , 监测 系 统远 程显 示 该 点 的润 滑状 态 , 有故 障及 时 报警 。直 至所 有 润 如
滑点给油完成 , 进入循环等待时间( 可调整 )循环等 ,
待 时间结束 , 自动进行 下一次 给油过 程 。
22 逐点 给油控 制实现 . 系统 通 过 主 控 编码 模 块 对 S — 0 控 制 模 块 的 7 20
2 逐 点 检 测 。检 测 润 滑 脂 在 管 道 内的 位移 信 )
号。该信号区别于压力及压差信号 , 可真实反映润滑
点 的给 油状态 , 使设 备 的润滑状 态清 晰明 了 , 且更 加
稳 定。
收稿 日期 :0 0 1 - 5 2 1— 1 1 作者简 介 : 马晓琴 , ,9 1 女 18 年生 ,0 6 2 0 年毕业于烟 台大学机 械设计
手 动运 行 时 , 在触 摸屏 的手 动控 制 画面上 输 入 润 滑 点号 , 后点 击 手动 控制 即可对 应 现场 的相 应 然 润 滑点 。开启 电动 高 压润 滑 泵后 , 滑脂 被压 注 到 润 主 管路 中 , 待管 道 压 力升 至 1 a ( 0MP 时 根据 管 道 远