输液剂的生产工艺及环境要求
注射剂的制备
实验四注射剂的制备一、实验目的1.掌握注射剂生产的工艺过程和操作要点。
2.熟悉注射剂成品质量检查标准和方法,3. 了解影响成品质量的因素。
二、实验原理注射剂系指用药物制成的供注人体内的无菌溶液、乳状液和混悬液,以及供临用前配制成溶液或混悬液的无菌粉末。
注射剂的特点是起效迅速;剂量准确,特别是常作急救危重病人用的静脉滴注的输液,由于注射剂直接注人体内,吸收快,所以对生产过程和质量控制,都要求极其严格。
往射剂的质量要求包括无菌、无热原、澄明度合格、使用安全、应无毒性和刺激性;注射液的ph 值应接近体液,一般控制在4-9范围内;凡大量静脉注射或滴注的输液,应调节渗透压与血浆渗透压相等或接近;稳定性合格,即在储存期内稳定有效;含量合格;在水溶液中不稳定的药物,常制成注射用无茵粉末,以保证往射剂在储存期内稳定、安全、有效。
生产灭菌制剂的厂房设施必须根据《药品生产质量管理规范》(GMP)的原则设置,厂房必须按生产工艺和产品质量的要求划分沽净级别。
一般可分为一般生产区、控制区、洁净区。
一般生产区指无洁净度要求的生产或辅助房间。
控制区是指对空气洁净度有一定要求的生产或猜助房间。
洁净区是指有较高洁净度和菌落数要求的生产房间。
房间设计的布局要合理,人流物流要严格分开。
洁净级别要求高的厂房对相邻的洁净级别低的厂房一般呈相对正压。
生产车间及各岗位操作区,均应按生产和洁净级别的要求进行清污、消毒。
洁净厂房内空气的尘粒数和活微生物数应符合规定.温度和相对湿度应与其生产及工艺要求相适应。
注射剂的灭菌方法,应根据灭菌的药物及其制剂的稳定性进行选择。
热压灭菌法是制备注射剂和滴眼剂最常使用的方法。
热压灭菌器系受压容器,使用时要谨慎.应遵守正规的操作规程,以免发生事故。
手提式热压灭菌器的便用方法见“七、附注”。
三、实验仪器与试剂安瓿瓶、垂熔玻璃漏斗、微孔滤膜及其装置、二氧化碳钢瓶、灌注器、熔封灯、澄明度检查袋置、蒸锅、天平、灭菌锅、干燥箱、减压滤过装置、容量瓶、玻璃棒、烧杯等,热压灭菌器、量筒、量杯等。
大输液生产流程简介

9
生产流程控制
05 关键工序-灌装岗位:
1、灌装机原理: 称重式液体灌装机(碘克沙醇注射液):在线逐瓶对灌装前空瓶进行称量清零,而
后根据设定的灌装重量逐瓶灌装至设定重量(品种密度×拟灌装平均装量)。
生产前确认关键项目:
装量、可见异物。
a
灌装岗位质 量要点01
可见异物控制是大容量注射剂 的重要检测项目之一。目
设备仪表校验 温度仪表和验证用仪
表
微生物挑战试 验
证明灭菌柜的灭菌程序是可行的,需 采用灭菌生物指示剂来判断灭菌柜灭 菌效果。根据颜色判断灭菌效果.
6
生产流程控制
03
关键工序-配制岗位:
7、 →
→
8、
配制质量要点(过滤器) 药液过滤器每天生产前后进 行完整性测试; 药液循环前应开启管道上脱 炭过滤器排气嘴进行适当排气, 应保证药液注满壳体; 药液输送时需要监测除菌过 滤器上下游压差,防止滤芯受 到高压破坏。
配制岗位质量要点(SIP) SIP程序结束后通入除
大输液生产流程简介
生产流程控制
01 工艺流程图:
浓配
稀配
上瓶
粗洗
精洗
灌装
轧盖
灭菌
注:
蓝色一般区
黄色C级区 绿色A/C级区
合格
灯检
包装
不合格
销毁
入库
2
生产流程控制
02 关键工序-称量岗位:
01 防止混淆措施 先称辅料后称原料,先称液体物料后称固体物料,先称晶 体物料,后称粉末物料,称一料、清一料,及时张贴物料 标识,称量工具专用。 02 防止交叉污染 房间现对于工艺走廊呈负压、称量间采用负压式称量罩 捕尘(确认流型、监控压差和风速)。
注射剂制备工艺及常见问题的解决办法
的灌封、分装和压塞;直接接触药品包装材料最终处理后的暴露环境。 ▪ 万级:灌装前需除菌滤过的药液的配制 ▪ 十万级:轧盖,直接接触药品的包装材料最后一次精洗的最低要求。
▪ 3、纯化水、注射用水的制备、储存和分配应能防止微生 物的滋生和污染。储罐和输送管道所用材料应无毒、耐腐 蚀。管道的设计和安装应避免死角、盲管。储罐和管道要 规定清洗、灭菌周期。注射用水储罐的通气口应安装不脱 落纤维的疏水性除菌滤器。注射用水的储存可采用80℃以 上保温、65℃以上保温循环或4℃以下存放。
▪ 避免措施:定期测量高效过滤器的风速,风速过大,高效过滤器穿 孔,风速小于标准的70%,高效过滤器堵塞,应更换。
内包装材料--安瓿的介绍
▪ 内包装材料直接与药品相接触,它质量的好坏将直接影响药品的 质量及保质期。 1、安瓿:主要用于水针剂产品的包装。目前基本为含氧化硼6~7 %的材质,国内生产的安瓿有两种,一种是色点安瓿,另一种是 色环安瓿,以色点安瓿居多。国际同类产品为国际中性玻璃材质, 其耐水性能、耐强酸、强碱性能优于国内同类产品。目前已经有 聚烯烃制成的安瓿(俗称塑料安瓿)出现,部分地替代玻璃安瓿。
▪ 6、渗透压:原则上要求与血浆的渗透压相等或接近, 但由于机体本身有一定的耐受性及血液的稀释作用, 可根据情况适当放宽。
GMP对注射剂的基本要求
注射剂的GMP认证检查项目
▪ 大容量注射液认证检查项目共138项、关键项目(条款 前加*)27项,一般项目111项。
▪ 小容量注射液认证检查项目共141项,关键项目(条款 前加*)30项,一般项目111项。
注射剂车间的设计严格按GMP规定设计

注射剂车间的设计严格按GMP规定设计一. 注射剂车间的设计要求(一)位置选择(二)房间布局制备注射剂至少要备有下列各室,即射用水制备室、洗涤配滤室、灌封室、灭菌室、质检室和包装室等。
房间的布局要考虑生产艺的衔接,必须避免重复往返并防止原材料、半成品交叉污染与混杂,人物要分流。
人的走应有更衣室和卫生设施,保证进入室内人员的清洁卫生;物的走向可设计机械传送线,也可人工传送,但室间应设计有传递橱,并应该有足够的缓冲间。
注射剂生产车间按生产工艺及产品质量要求可分一般生产区、控制区、洁净区。
一般生产区指无空气洁净度要求的生产或辅助房间。
控制区指对空气洁净度或菌落数有一定要求的生产或辅助房间,一般定为>10万级或10万级。
洁净区指有较高洁净度或菌落数要求的生产房间,一般定为l万级或100级。
控制要求温度18℃~28℃,相对湿度50%~60%。
洁净区要求温度18℃一24℃,,相对湿度45%~65%。
(三)内部结构二、无菌操作室的空调系统无菌操作室的空调系统可对进入室内的空气给予过滤、去湿、加热等处理,使之成为无尘、无菌、清洁新鲜的空气,且使室内保持适宜的温度和湿度。
为提高洁净度可采用层流洁净空气技术。
三、空气的净化空气中大量生物和非生物微粒,设法去除这些微粒使空气符合规定的过程称为空气净化…空气净化是保证生产环境洁净和无菌的主要手段洁净室的标准。
(一)洁净室的标准净化空气中所残留的粒大小及数量是洁净度划分的依据。
各项要求见表4-4。
(二)层流洁净空气技术层流是指空气流线平行,具有一定的均匀的断面速度,气流水平的称水平层流,气流垂直向下的称垂直层流。
1.层流净化的优点微粒流体连续稳定地向个方向运动,一切粒子保持在层流运动中子粒子不易相碰而聚结,沉降。
2.水平层流净室的构造与工作原理3.垂直层流洁净室4. 层流洁净工作台层流净化室和净化台我国均有定型产品’,其净化效果均可达到lOO级洁净度的要求。
5. 层流净化技术在注射剂生产中的应用近年来在注射剂生产中,层流净化技术已广泛应用,按照国家卫生部GMP规定,100级洁净标准适用于生产无菌而又不能在最后容器中进行灭菌的药品的配液(指灌封前不需无菌滤过)及灌封;能在最后容器中灭菌的大体积(≥ 50m1)注射用药品的滤过、灌封;粉针剂的分装、压塞;无菌制剂、粉针剂原料药的精制烘干、分装。
大输液基本的知识2018年

输液车间培训资料——药品基础知识及大容量注射液(大输液)生产工艺药品的定义:它是用于预防(疫苗)、治疗(对症下药)、诊断人体疾病(诊断试剂辅助疾病的诊断),有目的地调节人体机能(平时补充的微量元素)并规定有适应症(对症下药)、用法和用量的物质(举例说明:镇痛药物杜冷丁,吗啡)。
它是一种特殊商品,正因为它的特殊性,所以它的生产、销售、使用都有特殊的要求。
cGMP Good Manufacturing Practice(药品生产质量管理规范)就是药品行业的生产规范。
输液生产线的生产工艺流程:公用系统(司炉岗位,空压系统,空调系统,水处理系统)-配制岗位(产品内在质量的核心所在)-灌封岗位(产品外观质量的核心,同时也会影响产品内在质量-灌装部分的暴露)-装车岗位(复核产品外观质量)-灭菌岗位(最终灭菌药品,保险措施-药品在配制和灌装过程中的污染)-包装岗位(产品外观质量和内在质量)-翻箱岗位(最后一个岗位)一、概述注射剂:通过,肌肉注射,静脉滴注或静脉推注直接直接进入人体血液系统,不经过肝脏的代谢,分为大容量注射剂(大于50ml)和小容量注射剂(小于50ml)。
大容量注射剂(大输液)的定义是指由静脉滴注输入体内的大剂量注射液,是注射剂的一个分支。
(一)输液种类1、电解质输液补充体内水分、电解质、纠正体内酸碱平衡(N.S,COM-NS,乳酸钠林格注射液)2、营养输液糖类输液、氨基酸输液、脂肪乳剂输液(GS)3、胶体输液胶体输液有多糖、明胶类、高分子聚合物等(右旋20或右旋40)4、治疗性输液:抗生素,抗病毒(乳酸左氧氟沙星,替硝唑注射液,甲硝唑注射液和利巴韦林注射液等)(二)输液的质量要求由于输液是经静脉直接输入人体内部,因此必须确保输液质量,其质量要求有:1.安全性:不能引起对组织刺激或发生毒性反应,必须经过必要的动物实验,确保使用安全。
2.稳定性;输液系水溶液,从制造到使用要经过一段时间,故要求具有必要的物理稳定性和化学稳定性,确保产品在贮存期内安全有效。
注射剂的制备
(2) 维生素 C 的水溶液与空气接触,自动氧化成 脱氢抗坏血酸。 (3) 本品稳定性与温度有关,故以 100℃15 分钟 灭菌为好。但操作过程应尽量在避菌条件下进行, 以防污染。
(2) VB2注射液
【处方】维生素B
22.575g
(主药)
烟酰胺
乌拉坦 苯甲醇
77.25g
38.65g 7.5ml
②应具有低的膨胀系数、优良的耐热性; ③熔点低; ④不得有气泡、麻点及砂粒; ⑤应具有足够的物理强度; ⑥应具有高度的化学稳定性。
制造安瓿的玻璃:
①硬质中性玻璃(低硼酸硅盐玻璃,化学稳定性好,适 合近中性或弱酸性的注射剂); ②含钡玻璃(耐碱性好,适合碱性较强的注射剂,如磺 胺嘧啶钠注射液);
③含锆玻璃(具有更高的化学稳定性,耐酸、碱性能好,
④纸浆(有助滤和脱色作用,中药注射剂中应用较多)。
(3)过滤装置
①普通漏斗(玻璃和布氏) ②垂熔玻璃滤器(垂熔玻璃 漏斗、滤器和滤棒) 3号和G2号常压过滤;4号和 G3号减压或加压过滤;6号以及 G5、G6号用于无菌过滤;
使用完毕用水抽洗,并以 1%-2%硝酸钠硫酸液浸泡处理。
③砂滤棒 ( 硅藻土滤棒和多 孔素瓷滤棒)
增加滤速的方法:加压或减压;升温;预滤;使杂质 颗粒变粗等。
(2)过滤介质与助滤剂
常用过滤介质: ①滤纸(普通和分析用滤纸) ②脱脂棉(口服液体过滤) ③织物(精滤前的预滤,或注射剂脱碳过滤) ④烧结金属(注射剂初滤)
⑤多孔塑料(1、5、7m,其中1m可用于注射剂过滤)
⑥垂熔玻璃(广泛用于注射剂过滤) ⑦多孔陶瓷(主要用于注射剂精滤) ⑧微孔滤膜(主要用于注射剂精滤和除菌过滤)
涤机组。
6.安瓿的干燥和灭菌 一般置于120-140℃干燥;180℃,1.5h干热灭菌。 大生产中多采用隧道式烘箱,主要由红外线发射装置 和安瓿传送装置组成。
年产1000万瓶250ml大输液车间工艺设计

专业:班级:学号:姓名:指导教师:********** ********** *********** * ** * *二零一二年十一月一日一、前言........................................................ ()21.1 注射剂概述 ............................................... ()21.2 大输液生产工艺........................................... ()3二、葡萄糖大输液简介........................................... ()32.1 葡萄糖处方组 ............................................. ()32.2 葡萄糖药理作用........................................... ()3三、工艺流程设计 ............................................... ()33.1 工艺流程设计............................................. ()33.2 工艺流程说明............................................. ()4四、工艺计算 .................................................... ()44.1 设计依据 ................................................. ()44.2 物料衡算 ................................................. ()5五、定型设备选择 ............................................... ()65.1 全套生产线概述........................................... ()65.2设备一览表 ................................................ ( )10六、车间GMP设计要求 ............................................ ( )116.1 大输液车间 GMP 要求...................................... ( )11 综述........................................................... ( )12 参考文献....................................................... ( )13 附录一......................................................... ( )14 附录二......................................................... ( )15 附录三......................................................... ( )16一、前言1.1 注射剂概述1.1.1 注射剂的定义注射剂 ( injection )系指药物制成的供注入体内的无菌溶液(包括乳浊液和混悬液)以及供临用前配成溶液或者混悬液的无菌粉末或者浓溶液。
药品生产技术《辰欣药业新员工入厂必备手册生产工艺培训教材 》
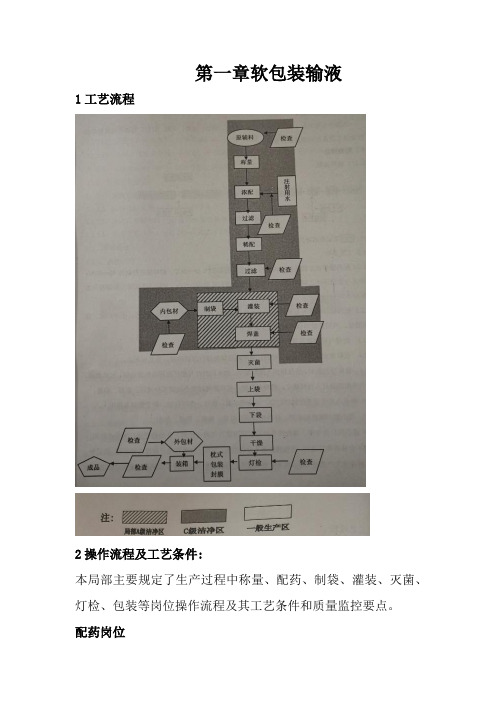
第一章软包装输液1工艺流程2操作流程及工艺条件:本局部主要规定了生产过程中称量、配药、制袋、灌装、灭菌、灯检、包装等岗位操作流程及其工艺条件和质量监控要点。
配药岗位操作流程工艺条件配药操作在C级洁净区内进行。
环境温度控制为18-26℃;相对湿度控制为45-65%;洁净区与非洁净区之间,不同洁净级别的相临房间压差应≥10l药液内不得有任何可见异物等。
灌装岗位操作流程以上操作步骤均在C级背景下的A级环境下进行。
制袋检查:袋子切边应干净、整齐、无毛边、无拉丝、绞合现象,焊缝焊点处不能有脆化、碳化、塑料老化现象。
焊缝强度不低于材料本身强度。
将不合格袋的数量进行记录。
封口检查:热合应严密、牢固、均匀一致无发泡、起毛现象,坠落试验合格。
印刷检查:印刷字迹清晰,色泽-致,版面应端正、适中,印字对软袋材质无损伤。
灭菌岗位操作过程工艺条件天曲采用水浴式灭菌柜在一般生产区域内进行。
灭菌过程由微机控制,操作人员要注意监控。
灭菌用水要符合纯化水标准。
灭菌过程中控制的参数:蒸汽压力,压缩空气压力,灌装结束至灭菌开始的存放时间;灭菌温度、时间、F0值;灭菌状态标识。
灭菌岗位关键控制点:防混淆相关措施整个灭菌操作过程中要求前门、后门不得对开,物流循环生产线运行过程不可逆转,防止灭菌产品混淆。
待灭菌药品经上袋机上至灭菌车上,持一车装满后,操作人员在本车上悬挂黄色的生产状态标识牌来进行标识,标明:品名、规格、批号、数量、状态、操作人、生产日期,要求每一车待灭菌药品均要悬挂状态标识。
所有灭菌后药品,在灭菌完毕,由灭菌操作人员将药品全部由柜内转移出,同时在每车上面悬挂蓝色状志标识牌,标明:品名规格、批号、数量、状态、操作人、生产日期,生产状态标明已灭菌。
灭菌时。
灭菌操作人员不得离岗。
灯检岗位操作流程工艺条件检查员目视力应在09以上,至少每年检查一次。
检查方法,按照卫生部规定的标准逐袋目检之后用双手用力挤压,质检员逐批抽查,不符合要求应返工重检。