数控加工参数表
数控切削参数表
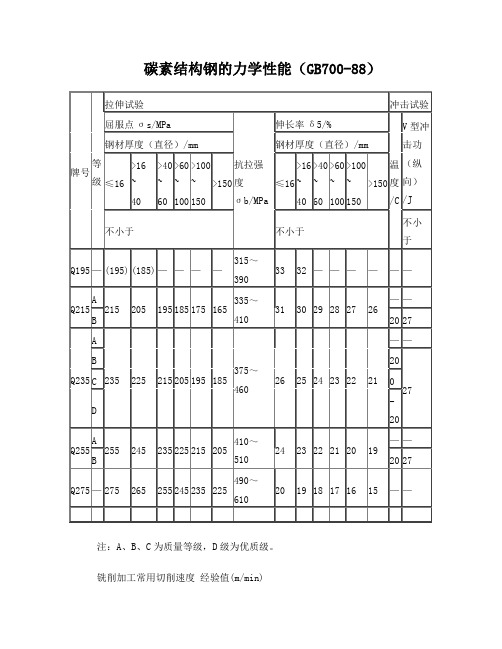
碳素结构钢的力学性能(GB700-88)注:A、B、C为质量等级,D级为优质级。
铣削加工常用切削速度经验值(m/min)铣削时的切削速度铣削加工每齿进给量推荐值 (mm/z)数控铣削每齿进给量经验值H13~H7孔加工方式余量(孔长度小于5倍直径)注:当孔径≤30mm、直径余量≤4mm和孔径>30~80mm、直径余量≤6mm时,采用一次扩孔或一次镗孔。
H7与H8级精度孔加工方式及余量(在实体材料上加工) (mm)注:在铸铁上加工直径为30mm与32mm的孔可用Ф28与Ф30钻头钻一次。
按H7与H8级精度加工已预先铸出或热冲出的孔 (mm)注:1.如果铸出的孔有很大的加工余量时,则第一次粗镗可分为两次或多次; 2.如果只进行一次半精镗,由其加工余量为表中“半精镗”和“粗铰或二次半精镗”加工余量之和。
平面精铣、磨削加工方式余量(mm)注:1. 精铣时,最后一次行程前留的雨量应该≥0.5mm。
2. 热处理零件磨削的加工余量系将表中值乘以1.2。
高速钢钻头加工钢件的切削用量高速钢钻头加工铝件的切削用量高速钢钻头扩孔、钻孔的切削用量 (mm/r)高速钢铰刀铰孔的切削用量攻螺纹切削速度 (m/min)钻孔的进给量镗孔切削用量硬质合金端面铣刀的铣削用量不锈钢的铣削用量不锈钢的铣削用量硬质合金车刀粗车外圆及端面的进给量注:1、加工断续表面及有冲击的工件时,表内进给量应乘系数K=0.75~0.85;2、在无外皮加工时,表内进给量应乘第数K=1.1;3、加工耐热钢及其合金时,进给量不大于1mm/r;4、加工淬硬钢时,进给量应减小。
当钢的硬度为44~56HRC时,乘系数K=0.8;当钢的硬度为57~62HRC时,乘系数K=0.5。
5、可转位刀片的允许最大进给量不应超过其刀尖圆弧半径数值的80%。
硬质合金外圆车刀半精车的进给量(参考值) mm/r注:rε=0.5mm,用于12×12以下刀杆,rε=1mm,用于30×30以下刀杆,rε=2mm,用于30×45及以上刀杆。
数控机床技术参数表
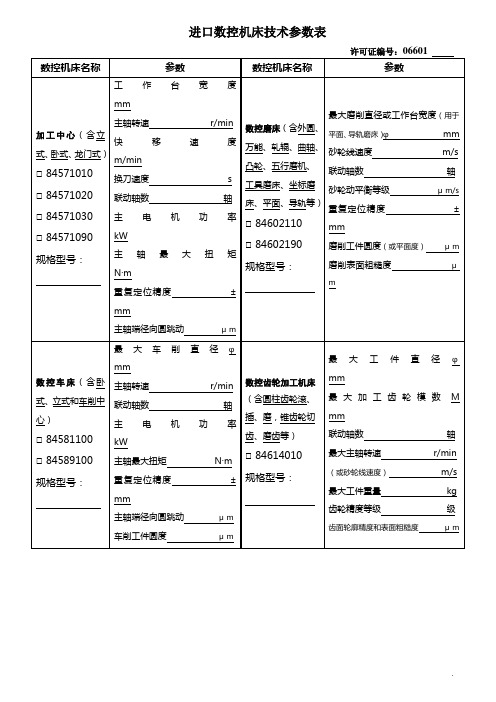
许可证编号:06601
数控机床名称
参数
数控机床名称
参数
加工中心(含立式、卧式、龙门式)
□84571010
□84571020
□84571030
□84571090
规格型号:
工作台宽度mm
主轴转速r/min
快移速度m/min
换刀速度s
联动轴数轴
主电机功率kW
主轴最大扭矩N·m
重复定位精度±mm
最大工件直径φmm
最大加工齿轮模数M mm
联动轴数轴
最大主轴转速r/min
(或砂轮线速度)m/s
最大工件重量kg
齿轮精度等级级
齿面轮廓精度和表面粗糙度μm
数控镗铣床
□84593100
规格型号:
镗杆直径φmm
主轴转速r/min
联动轴数轴
最大工件重量kg
重复定位精度±mm
镗孔圆轴度μm
主轴端径向圆跳动μm
数控折弯、剪切或矫平机床
□84622190
规格型号:
门宽m
左右驱动同步μm
最大压力吨
折弯精度mm
填表人:联系电话:单位公章:
数控车床(含卧式、立式和车削中心)
□84581100
□84589100
规格型号:
最大车削直径φmm
主轴转速r/min
联动轴数轴
主电机功率kW
主轴最大扭矩N·m
重复定位精度±mm
主轴端径向圆跳动μm
车削工件圆度μm
数控齿轮加工机床(含圆柱齿轮滚、
插、磨,锥齿轮切齿、磨齿等)
□84614010
规格型号:
主轴端径向圆跳动μm
数控磨床(含外圆、万能、轧辊、曲轴、凸轮、五行磨机、工具磨床、坐标磨床、平面、导轨等)
数控加工-刀具参数表

制定/日期: 东晨模具科技有限公司
审核/日期: 133750629.xls机夹类平刀 日期:2012-12-1
编号:CNC-1002
刀具加工参数
文件版本:NO-1.0
刀具加工参数表
刀具类型: 序号 刀具规格 机夹平刀 加工材料 下切步距(MM) 实际加工参考数据 转速(转/分) 进给(mm/ 分)
高碳钢Cr12、空冷钢等 1 D32R0 普通钢、低碳钢、铸铁等 高碳钢Cr12、空冷钢等 2 D20R0 普通钢、低碳钢、铸铁等 高碳钢Cr12、空冷钢等 3 D16R0 普通钢、低碳钢、铸铁等 高碳钢Cr12、空冷钢等 4 D12R0 普通钢、低碳钢、铸铁等
0.8 1 0.3 0.5 0.2 0.4 0.15 0.2
1000 1000 1200 1200 1500 15000 1400 1600 1800
铣削特点、注意事项
1,采用主、副刃刀片安装,刀片端面刃过中心,可以进行钻铣加工。 2,分层加工时,切削阻力较小。 3,加工封闭型腔时,尽可能用钻头粗钻出底孔,可以避免下刀时排削不利造成刀片松动或崩碎。 4,刀尖容易磨损,不适合大面积加工。
mazak数控系统参数

2. 3. 4.
5. 6.
安全注意事项
安全注意事项
前言
为进一步安全使用安装有 CNC(电脑数控)装置(以下简称 NC)的本机,下面说明有关 NC 的 安全注意事项。为此,不仅是进行程序设计的人员,而且是进行机械操作等的人员也需要充分掌握 本说明书内容后进行作业。 另外,根据所使用的 NC 不同,由于没有对应的功能、任选装置,因此会有不符合的注意事项,但 希望通读一下。
规定
1. 本章介绍对预先可以设想的作业方法和作业状态,从安全方面应注意的事项。 然而,难免发生在顾客方面进行超越本公司设想的作业,或发生此种作业状态的情况。 为此,不仅需要遵守如下事项,而且顾客自己需要有经常的安全作业意识。 本说明书记载了尽可能多的信息,但是往往会有顾客进行超越本公司所设想作业的情况,对 此,无法事先考虑其全部情况并全部列出“不能进行的事项”或“不应进行的事项”。 为此,对于本说明书中没有记载为“能够进行”的功能,请解释为“不能进行”。 本说明书使用的危险、警告、注意的含意如下:
程序例 INTEGREX e-系列 铣削主轴以 1000 转旋转。 车削主轴以 1000 转旋转。 车床 车削主轴以 1000 转旋转。 铣削主轴以 1000 转旋转。
S1000M3 S1000M203
! INTEGREX e-系列机械中, 以 MAZATROL 程序的分度单元或 EIA/ISO 程序的 G68 指令 (坐 标旋转),能够进行程序坐标的旋转,但是如果在 Y 轴中心使 B 轴旋转 180 度来加工第 2 车削主轴侧的工件时,程序坐标的 X 轴正侧成为朝下的方向,以此状态进行程序时,会有刀 具移动到没有预测的部位而造成冲突的情况。 以 X 轴的正侧朝上方向进行编程时,请使用 FRM 偏移单元的镜像功能或 G 代码指令镜像: G50.1、G51.1。 ! 如果改变了程序中所指定的刀具,必须以刀具路径检查、立体模拟加工(Virtual Machining) 等功能来确认能否正确动作。如果改变了刀具数据,即使是有加工实绩的程序,也会有动作 变化的情况。 如果未能发现到动作的变化而继续运转,可能会有因预想不到的动作导致对工件的干涉。例 如, 在自动运转启动时, 如果刀具刀尖位于按 MAZATROL 程序的共同单元所指定的坯料 (包 括间隙量)内侧,会视为从该位置到趋近点没有干涉物而进行直接移动,需予以注意。 自动启动时,使刀具刀尖位于按 MAZATROL 程序的通用单元所指定的坯料(包括间隙量) 外侧的状态后进行。
自动数控仪表车床的技术要求及参数统计表(初稿)

关于加工气门座圈全自动数控车床的技术要求备注:1、因为非标设备,型号和回转直径没有统一限制,根据公司座圈实际情况由机床厂家推荐实用的机床型号。
2、进行气门座圈试切,按照工艺要求连续加工30件座圈的半精加工和精加工全部工序,满足公司产品精度要求后机床验收合格。
下面是三个励志小故事,不需要的朋友可以下载后编辑删除谢谢!!!你可以哭泣,但不要忘了奔跑2012年,我背着大包小包踏上了去往北京的火车,开启了北漂生涯。
彼时,天气阴沉,不知何时会掉下雨滴,就像我未知的前方一样,让人担忧。
去北京的决定是突然而果决的,我在宿舍纠结了一天,然后在太阳逃离窗口的时候打电话告诉父母,我要到首都闯一闯。
消息发出去之后,并没有预料之中的强烈反对,父亲只给我回了一个字:好。
就这样看似毫无忧虑的我,欣喜地踏上了北上的路。
有些事情只有真正迈出第一步的时候,才会迎来恐惧。
当我踏上北上的列车时,才惊觉对于北京,除了天安门、央视大楼这些着名建筑,我知之甚少。
俗话说无知者无畏,可于我而言,这句话并不适用,因为在坐上火车那一刻,我就开始对未来胆战心惊,毫无底气。
火车开动之后,我的心情变得更加复杂而紧张,甚至一度心生退意。
人类果然是一个无解的方程式,看似无畏的勇气背后不知藏下了多少怯懦和犹豫。
旁座的姐姐见我一人,开始和我有一搭没一搭地聊起了天。
几分钟后,我们竟如同许久未见的好友一般,开始聊起了各自的生活。
我说出了自己的恐惧与未见,期冀从她那里得到些许安慰和鼓励。
出乎意料地,她并没有说一些心灵鸡汤般的哲理语句,反而给我讲了一个故事,一个让我在很长一段时间都印象深刻,每次想起便会荷尔蒙再度升高的故事,一个她自己的故事。
那是一段并不愉快的经历,整段经历是蜿蜒前行的。
高考中,她因为做错了三道大题,成为家里的罪人。
朋友极尽嘲笑,亲戚们也开始暴露自己毒舌的属性,父母当时并没有过多指责,因为他们正在跟自己的兄弟姐妹们为了祖母的遗产争得死去活来。
那被人类歌颂的血缘、亲情,在所有的利益面前瞬间分崩离析。
CNC参数一览表(精)
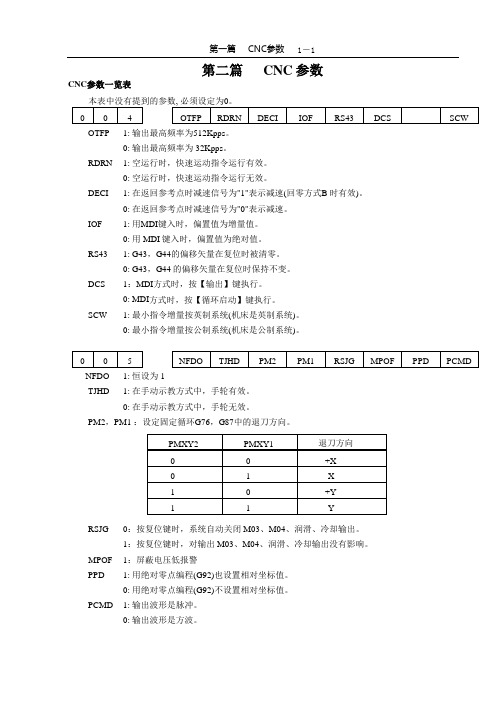
第二篇 CNC参数CNC参数一览表OTFP 1: 输出最高频率为512Kpps。
0: 输出最高频率为32Kpps。
RDRN 1: 空运行时,快速运动指令运行有效。
0: 空运行时,快速运动指令运行无效。
DECI 1: 在返回参考点时减速信号为"1"表示减速(回零方式B 时有效)。
0: 在返回参考点时减速信号为"0"表示减速。
IOF 1: 用MDI键入时,偏置值为增量值。
0: 用MDI键入时,偏置值为绝对值。
RS43 1: G43,G44的偏移矢量在复位时被清零。
0: G43,G44的偏移矢量在复位时保持不变。
DCS 1:MDI方式时,按【输出】键执行。
0: MDI方式时,按【循环启动】键执行。
SCW 1: 最小指令增量按英制系统(机床是英制系统)。
0: 最小指令增量按公制系统(机床是公制系统)。
NFDO 1: 恒设为1TJHD 1: 在手动示教方式中,手轮有效。
0: 在手动示教方式中,手轮无效。
PM2,PM1 :设定固定循环G76,G87中的退刀方向。
RSJG 0:按复位键时,系统自动关闭M03、M04、润滑、冷却输出。
1:按复位键时,对输出M03、M04、润滑、冷却输出没有影响。
MPOF 1:屏蔽电压低报警PPD 1: 用绝对零点编程(G92)也设置相对坐标值。
0: 用绝对零点编程(G92)不设置相对坐标值。
PCMD 1: 输出波形是脉冲。
0: 输出波形是方波。
PRGB :无意义。
TLCP1: 在与指定平面(G17,G18,G19)垂直的轴上进行刀具长度补偿。
(刀具长度补偿B )。
0: 与指定平面无关,在Z 轴上进行刀具长度补偿(刀具长度补偿A )。
GST ,OVRT ≡ 0ZMZ ,ZMY ,ZMX 当接通电源时, X ,Y ,Z 轴的参考点返回方向和原始的反向间隙方向。
1: 返回参考点方向及间隙方向为负。
0: 返回参考点方向及间隙方向为正。
注: 电源接通后,当该轴向与本参数设定的反方向运动时,最初完成反向间隙补偿。
各类数控刀具转速进给切削量吃刀量参数
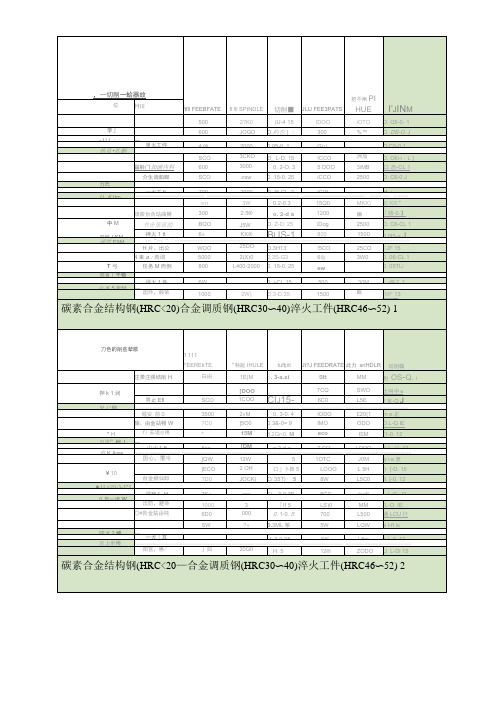
碳素合金结构钢(HRC<20)合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 3碳素合金结构钢(HRC<20=合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 4碳素合金结构钢(HRC<20)合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 5刀具切削进给参数表:碳素合金结构钢(HRC<20)合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 6刀具切削进给参数表:碳素合金结构钢(HRC <20)合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 7力具切削进恰叁数表:碳素合金结构钢(HRC <20)合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 8碳素合金结构钢(HRC<20)合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 9碳素合金结构钢(HRC<20=合金调质钢(HRC30〜40)淬火工件(HRC46〜52) 10 圆鼻刀刀具类型普通长度普通加长转速S切削速度F吃刀量D100R1.6 200 250 500 1000 0.2-0.5 D80R1.6 200 250 500 1000 0.2-0.5 D63R8 100 200 500-700 1500-1800 0.5-1.5D63R6 140 140 500-700 1500-1800 0.5-1.5 D63R2 300 300 500-700 12001800 0.5-1.5D50R8 80 100 500-700 1200-1500 0.5-1.5 D32R5 120 250 1200-1500 1000-1500 0.5-1.5 D32R2 100 200 1200-1500 1200-1500 0.5-1 D40R0.8 150 250。
数控加工切削参数计算公式
1061.032938 477.4648222 716.1972333
0.9
1534.708357
; 量
; 量
编程进给 量F
(mm/min )
63.694268 12.42815 16.985138 181.98362 41.401274 56.617127
272.97543 59.713376 56.617127
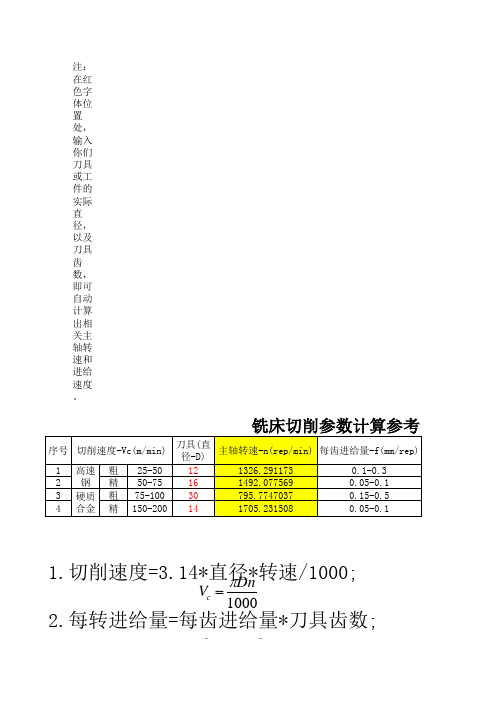
注: 在红 色字 体位 置 处, 输入 你们 刀具 或工 件的 实际 直 径, 以及 刀具 齿 数, 即可 自动 计算 出相 关主 轴转 速和 进给 速度 。
铣床切削参数计算参考
序号
切削速度-Vc(m/min)
刀具(直 径-D)
主轴转速-n(rep/min) 每齿进给量-f(mm/rep)
1 高速 粗 25-50
12
2 钢 精 50-75
16
3 硬质 粗 75-100 30
4 合金 精 150-200 14
1326.291173 1492.077569 795.7747037
1705.231508
0.1-0.3 0.05-0.1 0.15-0.5
0.05-0.1
1.切削速度=3.14*Vc直 1径0D0n*0转速/1000; 2.每转进给量=每齿进给量*刀具齿数;
f Z* fz
3.每分钏进给量=主轴转速*每转进给量
1.切削速度=3.14*直径*转速/1000;
2.每转进给量=每齿进给量*刀具齿数;
f Z* fz
3.每分钏进给量=主轴转速*每转进给量
F nf n* Z * fz
车床切削参数计算参考
刀具 材料
高速 钢
硬质 合金
钢
加工 类型
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、主轴转速n(r/min)
主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)
式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。
表1铣刀的切削速度V
二、进给速度V
f
(mm/min)
V
f = f
z
×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/
齿).
每齿进给量f
z
的选取主要取决于工件材料的力学性能、刀具材料、工件
表面粗糙度等因素。
工件材料的强度和硬度越高,f
z
越小;反之则越大。
硬质合
金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,f
z
就越小。
1.铣削加工
表2 铣刀每齿进给量f
z
攻螺纹前底孔直径的确定:
攻米制螺纹螺距P<1mm:d0=d-P
P>1mm:d0=d-(1.04~1.06)P 式中P —螺距(mm)
d0 —钻头直径(mm)
d—螺纹公称直径(mm)
攻不通孔螺纹
钻孔深度=所需螺孔深度-0.7 d
表7 用高速钢钻头钻孔切削用量
5、铰孔加工
铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为0.1~0.2mm
底孔直径=铰刀直径-(0.1~0.2)mm
铰削加工时切削速度V取3~15m/min
进给量f取0.05~0.5mm/r
注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择
注:以上各表是加工中心和数控铣床常用的加工参数,供参考。