经济型数控系统介绍
经济型数控车床电动刀架PLC控制电路设计

经济型数控车床电动刀架PLC控制电路设计近年来,数控技术在机械加工行业中得到了广泛的应用。
数控(Numerical Control)简称NC,是利用数字信息进行工控的一种技术。
在数控设备中,电动刀架是重要的组成部分之一,其用于自动更换刀具,提高机床的加工效率。
在本篇文章中,我将介绍一种经济型数控车床电动刀架PLC (Programmable Logic Controller,可编程逻辑控制器)控制电路的设计。
该设计采用的是简单且成本较低的电路结构,适用于小型工厂或个人车间的数控车床。
首先,我们来介绍电动刀架的原理。
电动刀架由电机、传动装置和刀架组成。
传动装置可以使刀架在机床的X、Z轴上进行移动,并且只有在传动装置工作时,电动刀架才能进行刀具的更换。
刀具的选择通常通过对刀片的转动角度进行控制,采用PLC进行控制可以实现刀具的自动选择。
PLC控制电路设计如下:1.电机控制电路为了控制电动刀架的移动,我们需要使用一个电机来驱动传动装置。
这里我们选择步进电机,因为步进电机具有高效、低功率、低噪音等优点。
电机控制电路可以使用L298N驱动芯片,该芯片具有良好的防抖动能力,能够实现步进电机的准确控制。
2.传感器控制电路传感器用于检测刀架的位置。
我们可以使用限位开关或光电开关作为传感器,当刀架到达预定的位置时,传感器将发送信号给PLC,PLC根据信号来控制电机的停止或移动。
在电路设计中,需要考虑传感器输出信号的电平转换和防抖动电路的设计。
3.PLC控制电路PLC控制电路是整个系统的关键部分。
我们可以选择适当的PLC型号,如三菱、台达或西门子等。
PLC具有良好的可靠性和强大的功能,能够实现复杂的逻辑控制。
在这个设计中,PLC负责接收传感器信号,并根据预设的程序控制电机的运动和刀具的选择。
4.电源电路电源电路主要为整个系统提供电能。
由于PLC和电机需要较高的电流,我们需要选择合适的电源输出电压和电流。
除了上述的四个主要电路,我们还需要考虑设备的保护电路和信号补偿电路的设计。
数控车床的分类
数控车床的分类数控技术传动系统机床数控车床的分类数控车床可分为卧式和立式两大类。
卧式车床又有水平导轨和倾斜导轨两种。
档次较高的数控卧车一般都采用倾斜导轨。
按刀架数量分类,又可分为单刀架数控车床和双刀架数控车,前者是两坐标控制,后者是4坐标控制。
双刀架卧车多数采用倾斜导轨。
数控车床与普通车床一样,也是用来加工零件旋转表面的。
一般能够自动完成外圆柱面、圆锥面、球面以及螺纹的加工,还能加工一些复杂的回转面,如双曲面等。
车床和普通车床的工件安装方式基本相同,为了提高加工效率,数控车床多采用液压、气动和电动卡盘。
数控车床的外形与普通车床相似,即由床身、主轴箱、刀架、进给系统压系统、冷却和润滑系统等部分组成。
数控车床的进给系统与普通车床有质的区别,传统普通车床有进给箱和交换齿轮架,而数控车床是直接用伺服电机通过滚珠丝杠驱动溜板和刀架实现进给运动,因而进给系统的结构大为简化。
数控车床品种繁多,规格不一,可按如下方法进行分类。
按车床主轴位置分类(1)立式数控车床立式数控车床简称为数控立车,其车床主轴垂直于水平面,一个直径很大的圆形工作台,用来装夹工件。
这类机床主要用于加工径向尺寸大、轴向尺寸相对较小的大型复杂零件。
(2)卧式数控车床卧式数控车床又分为数控水平导轨卧式车床和数控倾斜导轨卧式车床。
其倾斜导轨结构可以使车床具有更大的刚性,并易于排除切屑。
数控技术传动系统机床按加工零件的基本类型分类(1)卡盘式数控车床这类车床没有尾座,适合车削盘类(含短轴类)零件。
夹紧方式多为电动或液动控制,卡盘结构多具有可调卡爪或不淬火卡爪(即软卡爪)。
(2)顶尖式数控车床这类车床配有普通尾座或数控尾座,适合车削较长的零件及直径不太大的盘类零件。
按刀架数量分类(1)单刀架数控车床数控车床一般都配置有各种形式的单刀架,如四工位卧动转位刀架或多工位转塔式自动转位刀架。
(2)双刀架数控车床这类车床的双刀架配置平行分布,也可以是相互垂直分布。
经济型数控铣床主传动及进给传动结构及控制系统设计

摘要科学技术的不断发展,对机械产品的质量和生产率提出了越来越高要求。
机械加工工艺过程的自动化是实现上述要求的最主要的措施之一。
它不仅提高产品的质量、提高生产效率、降低生产成本、还能够大大改善工人的劳动条件。
大批量的自动化生产广泛采用自动机床、组合机床和专用机床以及专用自动生产线,实行多刀、多工位同时加工,以达到高效率和高自动化。
但这些都属于刚性自动化,在面对小批量生产时并不是适用,因为小批量生产需要经常变化产品的种类,这就要求生产线具有柔性。
而从某种程度上说,数控机床的出现正是很大的满足了这一要求。
数控铣床一般由控制介质、数控装置、伺服系统、机床本体四部分组成。
数控装置的作用是把控制介质、数控装置、伺服系统、机床本体四部分组成。
也就是通过计算机控制铣削。
数控技术是现代制造技术的基础。
它综合了计算机技术、自动控制技术、自动检测技术和精密机械等高新技术,因此广泛应用于机械制造业。
数控机床替代普通机床,从而使得制造业发生了根本性的变化,并带来了巨大的经济效益。
可以预见,高级自动化技术将进一步证明数控机床的价值,并且正在更为广阔的开拓着数控机床的应用领域。
关键词:自动机床,经济型铣床,步进电机,滚珠丝杠副,数控机床ABSTRACTThe continuous development of science and technology, mechanical products, and productivity of the quality of the increasing number of requests. The automation of the process to achieve the above requirements. It not only improves product quality, increase productivity, reduce production costs, but also can greatly improve the working conditions of workers. Large-scale automated production, the widespread use of automatic machines, machine tool and special machine tools and automatic production lines, while the implementation of multi-tool, multi-bit processing in order to achieve high efficiency and degree of automation. These are rigid automation in the face of small batch production, it is not suitable for small batch production, is often necessary to change the type of product, which requires a flexible production line. But to a certain extent, the CNC machine tool is a great meet this requirement. The general control of the media, and numerical control device, the servo system of the CNC milling machine, the body composed of four parts. The numerical control device to control the media, the role of CNC equipment, servo system, four components of the Machine Tool. It is computer-controlled milling machine. CNC technology is the basis of modern manufacturing technology. It combines computer technology, automatic control technology, automatic detection technology, precision machinery and high-tech, it is widely used in machinery manufacturing industry. Instead of general machine tools, CNC machine tools, the manufacturing sector to produce fundamental change, and bring huge economic benefits. It is foreseeable that advanced automation technologies will further demonstrate the value of CNC machine tools, CNC machine tool applications open up a broaderKey words: automatic machine, economic type milling machine, Stepping Motor, Ball Screws目录1 绪论 (1)1.1 选题目的及其意义 (1)1.2 文献综述 (1)1.3 设计任务 (2)2 总体方案的确定 (4)2.1 机械传动部件的选择 (4)2.2 控制系统的设计 (4)3 机械传动部件的计算与选型 (5)3.1 导轨上移动部件的重量估算 (5)3.2 铣削力的计算 (5)3.3 直线滚动导轨副的计算与选型 (5)3.4 滚珠丝杠螺母副的计算与选型 (6)3.5 同步带的计算与选型 (11)3.6 步进电动机的计算与选型 (13)3.7 主轴部件的计算与选型 (16)4 机械标准件的选型与校核 (23)4.1 销连接的选型与校核 (23)4.2 联轴器的选型与校核 (23)4.3 轴承的分类及选用 (25)4.4 键的分类及选用 (28)5 微机控制系统的设计 (29)5.1 微机控制系统组成及特点 (29)5.2 微机控制系统设备介绍 (29)参考文献 (33)致谢 (34)1 绪论1.1 选题目的及其意义本课题来源于基本的工程实际应用,数控机床是机电一体化产品中应用教广泛的一个方向,数控铣床是数控机床中使用最多的机床之一,随着中国工业化进程的推进,数控机床在生产实践中的应用会更加的普及,考虑到数控机床的构造相对复杂,因此以经济型数控机床为入口,对该设备进行研究。
数控铣床概述
数控铣床概述图1-1 立式数控数控铣床概述一.数控铣床的工艺范围数控铣床(Numerical Control Milling Machine)适合于各种箱体类和板类零件的加工。
它的机械结构除基础部件外,还包括主传动系统和进给传动系统,实现工件回转、定位的装置和附件,实现某些部件动作和辅助功能的系统和装置,如液压、气动、冷却等系统和排屑、防护等装置,特殊功能装置,如刀具破损监视、精度检测和监控装置,为完成自动化控制功能的各种反馈信号装置及元件。
铣削加工是机械加工中最常用的加工方法之一,它主要包括平面铣削和轮廓铣削,也可以对零件进行钻、扩、铰、锪及螺纹加工等。
二.数控铣床的分类1.按主轴布置形式分类按机床主轴的布置形式及机床的布局特点分类,可分为数控立式铣床、数控卧式铣床和数控龙门铣床等。
(1) 立式数控铣床一般可进行三坐标联动加工,目前三坐标数控立式铣床占大多数。
如图1-1所示,数控立式铣床主轴与机床工作台面垂直,工件装夹方便,加工时便于观察,但不便于排屑。
一般采用固定式立柱结构,工作台不升降。
主轴箱做上下运动,并通过立柱内的重锤平衡主轴箱的质量。
为保证机床的刚性,主轴中心线距立柱导轨面的距离不能太大,因此,这种结构主要用于中小尺寸的数控铣床。
此外,还有的机床主轴可以绕X 、Y 、Z 坐标轴中其中一个或两个做数控回转运动的四坐标和五坐标数控立式铣床。
通常,机床控制的坐标轴越多,尤其是要求联动的坐标轴越多,机床的功能、加工范围及可选择的加工对象也越多。
但随之而来的就是机床结构更加复杂,对数控系的要求更高,编程难度更大,设备的价格也更高。
数控立式铣床也可以附加数控转盘,采用自动交换台,增加靠模装置来扩大它的功能、加工范围及加工对象,进一步提高生产效率。
(2) 卧式数控铣床卧式数控铣床与通用卧式铣床相同,其主轴轴线平行于水平面。
如图1-2所示,数控卧式铣床的主轴与机床工作台面平行,加工时不便于观察,但排屑顺畅。
数控技术第4章计算机数控系统(1)

位臵控制模块
6、可编程控制器(PLC) 代替传统机床的继电器逻辑控制来实现各种开关 量的控制。 分为两类: 一类是“内装型”PLC,为实现机床的顺序控制 而专门设计制造的。 另一类是“独立型”PLC,它是在技术规范、功 能和参数上均可满足数控机床要求的独立部件。
三、多CPU结构 适合多轴控制、高进给速度、高精度的机床。 紧藕合:相同的操作系统 松藕合:多重操作系统
控制各类轴运动的功能,用能控制的轴数和能同时控制 的轴数来衡量。
准备功能:G指令功能,指定机床的运动方式。 插补功能:包括软件粗插补和硬件精插补。 进给功能:F指令功能。
切削进给速度(mm/min) 同步进给速度(mm/r) 快速进给速度 进给倍率
主轴功能: 指令主轴转速 S指令功能,指定主轴转速(r/min, mm/min)。 转速编码,恒切削速度切削,主轴定向准停 辅助功能: M指令功能,指定主轴的起停转向(M03、M04)、冷却 泵的通和断、刀库的起停等。 刀具功能:T指令,选择刀具。 字符和图形显示功能: 显示程序、参数、补偿量,坐标位臵、故障信息等。 自诊断功能: 故障的诊断,查明故障类型及部位。
4、进给速度处理 编程指令给出的刀具移动速度是在各坐标合成方 向上的速度,进给速度处 理要根据合成速度计算 出各坐标方向的分速度。 此外,还要对机床允许的最低速度和最高速度的 限制进行判别处理,以及用软件对进给速度进行 自动加减速处理。
5、插补计算 插补就是通过插补程序在一条已知曲线的起点和 终点之间进行“数据点的密化”工作。
三. CNC系统的工作过程
基本过程: CNC装臵的工作过程是在硬件的支持下,执行软 件的过程。 通过输入设备输入机床加工零件所需的各种数据 信息,经过译码和运算处理(包括刀补、进给速 度处理、插补),将每个坐标轴的移动分量送到 其相应的驱动电路,经过转换、放大,驱动伺服 电动机,带动坐标轴运动,同时进行实时位臵反 馈控制,使每个坐标轴都能精确移动到指令所要 求的位臵。
经济型五轴雕刻数控机床的设计与实现
[2 ] 第3 卷 14 3
第1 期
21- ( ) 0 1 下 1
1
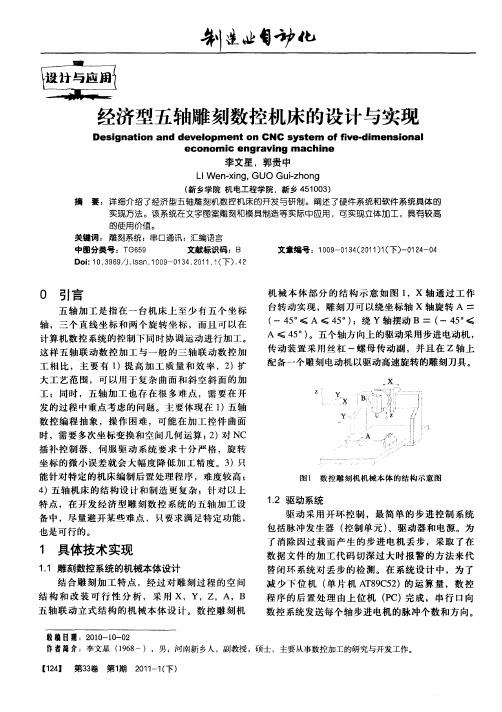
对 于 A、B 两轴 ,精密 电控 旋转 台选 用的步 进电机 每 2 0步转 一 周 ,即 单 脉 冲 1 o 0 . ,转 台 的减 速 比 8 i 10 = 8 ,步 进 电机 驱 动 器 的细分 数 M = 4 。所 以数 控 系统每输 出一个 脉冲 A、B两 轴所转 的角 度为 :
X 、
一 _ ¨ .一 。 。
工 相 比 ,主 要 有 1 高 加 工 质 量 和 效 率 ,2 扩 )提 ) 大 工 艺 范 围 ,可 以用 于 复 杂 曲面 和斜 空 斜 面 的加
工 ;同时 ,五轴 加 工 也 存 在 很 多 难 点 ,需 要在 开 发 的过 程 中重 点考 虑 的 问题 。主 要体 现 在 1 )五轴 数 控 编 程 抽象 ,操作 困难 , 可能 在 加 工 控件 曲面 时 ,需要 多次 坐标 变换 和空 间 几何运 算 ; ) N 2对 C
0 引言
五 轴 加 工 是 指在 一 台机 床上 至 少有 五 个 坐标
轴 ,三个 直 线 坐 标 和 两个 旋 转 坐 标 ,而 且 可 以在 计算机 数 控 系统的 控制 下 同时协 调 运动 进行 加工 。 这 样 五 轴联 动 数 控 加工 与一 般 的 三轴 联 动 数控 加
机 械本体部分的结构示意如 图 l ,X轴 通 过 工 作
结 合雕 刻加 工 特 点 ,经过 对 雕 刻 过 程 的 空 间
结 构 和 改 装 可 行 性 分 析 , 采 用 x,Y,z,A,B
数 据 文 件 的加 工 代 码 切 深过 大 时 报警 的方 检 测 。在 系 统设 计 中 ,为 了 减 少下 位 机 ( 片 机 A 8C 2 单 T 9 5 )的 运 算 量 ,数 控
FANUC_0i_Mate-MD与0iMD数控系统的区别
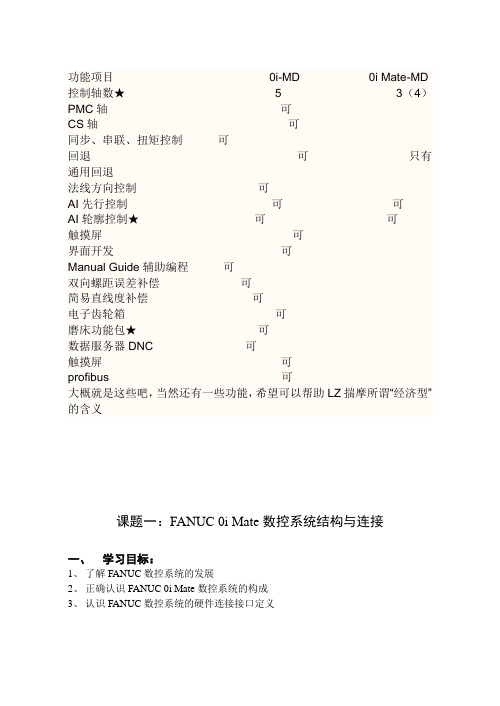
功能项目0i-MD 0i Mate-MD 控制轴数★ 5 3(4)PMC轴可CS轴可同步、串联、扭矩控制可回退可只有通用回退法线方向控制可AI先行控制可可AI轮廓控制★可可触摸屏可界面开发可Manual Guide辅助编程可双向螺距误差补偿可简易直线度补偿可电子齿轮箱可磨床功能包★可数据服务器DNC 可触摸屏可profibus 可大概就是这些吧,当然还有一些功能,希望可以帮助LZ揣摩所谓“经济型”的含义课题一:FANUC 0i Mate数控系统结构与连接一、学习目标:1、了解FANUC数控系统的发展2、正确认识FANUC 0i Mate数控系统的构成3、认识FANUC数控系统的硬件连接接口定义二、实训设备:亚龙CNC fmate-td数控机床智能实训考核设备三、知识准备:1、产品发展历史FANUC公司是全球最大、最著名的CNC生产厂家,其产品以高可靠性著称,其技术居世界领先地位。
FANUC公司的主要产品生产与开发情况:1956年,开发日本第1台点位控制的NC1959年,开发日本第1台连续控制的NC1960年,开发了日本第1台开环步进电机直接驱动的NC1966年,采用集成电路的NC开发成功1968年,全世界首台计算机群控数控系统(DNC)开发成功。
1977年,开发了第一代闭环控制的CNC系列产品FANUC5/7与直流伺服电机1979年,开发了第二代闭环数控系统系列产品FANUC6系统1982年,开发了第二代闭环功能精简型数控系统FANUC3系统与交流伺服电机。
1984年,开发了第三代闭环数控系统FANUC10/11/12,采用了光缆通讯技术。
1985年,开发了第三代闭环功能精简型数控系统FANUC 0系统。
1987年,开发了FANUC15系列的CNC1995-1998年,开始在CNC中应用IT网络与总线技术2000年,开发了FANUC 0i MODEL A数控系统2002年,开发了FANUC 0i MODEL B数控系统2003-2005年,相继开发了FANUC 30i/31i/32i系统与FANUC 0i MODEL C数控系统2008年,在中国市场推出FANUC 0i MODEL D数控系统2、控制单元结构正面LCD存储卡接口软键反面图FANUC 0i D/0i mate D 系统接口图系统各端子的功能如表1-2-1:CP1 系统电源输入(DC24V)3、FANUC伺服控制单元及FSSB总线(1)、FANUC伺服系统的构成如果说CNC控制系统是数控机床的大脑和中枢,那么伺服和主轴驱动就是数控机床的四肢,他们是大脑的执行机构。
经济型数控冲床PLC控制系统的研究
c a me mo r e c o n v e n i e n t a n d t h e p e r f o r ma n c e o f t h e s y s t e m w a s i mp r o v e d . D e b u g g i n g t h e b u i l d e x p e r i me n t a l ma c h i n e mo d e l s h o w s t h a t t h e e c o n o mi c CN C s y s t e m h a s t h e a d v a n t a g e s o f s i mp l e o p e r a t i o n, h i g h r e l i a b i l — i t y a n d g o o d s t a b i l i t y . B e s i d e s t h e s e, t h e g e n e r a l r e q u i r e me n t s o f t h e ma c h i n i n g a c c u r a c y a r e me t b y t h e e —
WA N G We i d a , F A N Y u j i n , HU A I J i a n m i n g , Z H E N G H u a i h e , Z H A N G L e i
( 1 . C o l l e g e o fMe c h a t r o n i c E n g i n e e r i n g, K u n mi n g U n i v e r s i t y o fS i c e ee n a n d T e c h n o l o g y , Ki n a;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
可编辑ppt
18
解:1
b
3600 ZKm
以单四拍计算: Z 3600 50 1.80 41
(2) A-AB-B-BC-C-CD-D-DA
(3)
n6 0f 6 0 4 0 0 6 0 r/m in Z K m5 0 4 2
解:(1)脉冲分配方式有两种:
A-AB-B-BC-C-CA
A-AC-C-CB-B-BA
2 b3 Z6 0 K 0 3 m 6 0/0 4 0 2 3 1 .5 0
3
6f0 6 0 600
n
可编辑ppt
15 r/m 10 7 i
ZK4 m 0 2 3
例2 若一台 BF系列四相单四拍反应式 步进电动机已知步距角为1.80,试问:
用于直流电机或交流异步电机拖动,电磁离 合器切换,以光栅盘、旋转变压器或感应同步器 检测反馈,常用于中小型机床车削阶梯轴、铣削 阶梯形零件、钻削坐标孔等加工。
• 直流伺服电机拖动的控制系统
用直流伺服电机拖动,以编码盘、旋转变压
器检测反馈。系统的性能范围较广,无噪音、精
度高、过载能力强,是经济型数控中的高档产品。
展的主要类型,
可编辑ppt
8
3.混合式(即永磁感应子式)
它与反应式的主要区别是转子上置有 磁钢。永磁感应式电机具有驱动电流小、 效率高、过载能力强等优点,是一种很 有发展前途的步进电动机
可编辑ppt
9
步进电动机的工作原理
A
A
A′
可编辑ppt
A′
10
步进电动机的工作原理示意
A-B-C-A
可编辑ppt
θ
n
N
N 脉冲数 可编辑ppt
f
n f 4
可编辑ppt
5
步进电动机的结构
可编辑ppt
6可编辑ppt7源自步进电动机的分类按步进电动机的工作原理分:
1.励磁式
• 电机的定子转子均有绕组,靠电磁力矩使 转子转动。
2.反应式
• 转子无绕组,定子绕组励磁后产生反应力 矩,使转子转动。这是我国步进电动机发
可编辑ppt
15
例1一台三相反应式步进电动机,采用三相 六拍分配方式,转子有40个齿,脉冲源频 率为600Hz,求: (1)写出一个循环的通电程序 (2)求步进电动机步距角 (3)求步进电动机转速 n
可编辑ppt
16
例1一台三相反应式步进电动机,采用三相 六拍分配方式,转子有40个齿,脉冲源频 率为600Hz,求: (1)写出一个循环的通电程序 (2)求步进电动机步距角 (3)求步进电动机转速 n
30
一、步进电动机的驱动 驱动电源的组成
步进脉冲
脉
A 功率放大器
功放电路
f
冲B
分
功放电路
方向信号
配 器
C
功放电路
分配器电源
功率电 源
三
相 步
负载
进
电
可编辑ppt
2
经济型微机数控系统原理图
系统软件
继电器接口
继电器电路
磁
单
带 机
片 I/O 机
光电隔 离接口
功放驱动
X步 进电机
显示 键盘
可编辑ppt
电源
Y步 进电机
3
8-2 步进电机的工作原理及特性
• 步进电机是一种将电脉冲信号转换成相 应角位移的机电执行元件。
角位移 ∝ 输入脉冲个数 运行速度 ∝ 输入脉冲频率
可编辑ppt
24
8-4 经济型数控系统的控 制软件及接口逻辑
步进电机的运行速度控制
可编辑ppt
25
可编辑ppt
26
可编辑ppt
27
可编辑ppt
28
可编辑ppt
29
作业
3.一台反应式步进电机,已知相数m=6, 单六拍运行,步距角为3度,单双十二拍 运行时步距角为1.5度,求转子齿数?
可编辑ppt
第八章 经济型数控系统
8-1 经济型数控概述
价格低廉,功能简单的数控系统
一.特点:
1.无带控制
2.价格低廉
3.编程简单
4.功能简化
5.数控装置体积小可编辑ppt
1
二.经济型数控系统的种类
• 步进电机拖动的开环系统
系统简单、价格最便宜,可用于小型车床、 铣床、钻床和线切割机床。
• 电磁离合器切换的控制系统
要的特性指标。
可编辑ppt
21
8-3 步进电机的驱动电源
步进脉冲 f 方向信号
A
脉
冲
B
分
配
C
器
分配器电源
功率放大器
功放电路
功放电路 功放电路
功率电源
三
相 步
负载
进
电
机
可编辑ppt
22
脉冲分配器+可功编辑p率pt 放大电路 23
• 步进电机的绕组是按一定通电方式工作的, 为了实现这种轮流通电,需将控制脉冲按规
定的通电方式分配到各组,这种分配可以用 硬件也可以用软件来实现。
• 经环分输出的脉冲未经放大故电流很小,而 步进电机绕组需要的电流很大,所以由分配
器出来的脉冲还需要进行功率放大才能驱动 步进电机。
• 步进电机的驱动电源一般应包括环形分配器 和功率放大器两部分,由于环分可通过软件 实现,通常又把功率放大部分称为驱动电源
可编辑ppt
19
步进电动机的主要技术指标与特性
•精度
步距误差是空载运行一步的实际转角的稳定 值和理论值之差的最大值。
累积误差是指从任意位置开始,经过任意步 后在此之间,角位移误差的最大值。
•最大静转矩
静转矩指步进电机处于定位状态下的电磁转 矩,它是绕组内电流和失调角的函数。
对应于某失调角时,静转矩最大,称为最大
静转矩。
可编辑ppt
20
起动频率
空载时,转子从静止状态不失步地起动的 最大控制频率称为起动频率或突跳频率。
连续运行频率和矩频特性
运行频率连续上升时,电动机不失步运行
的最高频率称为连续运行频率。
在连续运行状态下,步进电机的电磁力矩
将随频率的升高而急剧下降,这两者之间
的关系称为矩频特性,它是步进电机十分重
步距角(θb)计算公式
步进电机每输入一个脉冲信号,步进电机 转动一定的角度,这个角度称为步距角。
b
齿距 拍数
3600 zkm
z-步进电机转子齿数 m-步进电机相数
K-通电方式:
单拍、双拍 k=1;单可编/辑双ppt 拍 k=2
14
步进电机转速计算公式
nb
f
2
60kmz
f
60
60
f
2
2
kmz
f:电脉冲的频率
11
步进电机的通电方式
• 三相单三拍:其一通电顺序:
A-B-C-A
• 三相双三拍:其一通电顺序:
AB-BC-CA-AB
• 三相单/双六拍:其一通电顺序:
A-AB-B-BC-C-CA-A
步距角比上两种小一倍
可编辑ppt
12
步进电动机单双拍运行 三相单/双6拍运行可编A辑-pptAB-B-BC-C-CA-1A3