单螺杆挤出机的基本结构PPT课件
单螺杆挤出机的基本结构课件
tg t
W B c o ts e c o stc o s e
πD
i i
学习交流PPT
14
第二节 单螺杆挤出机的基本结构 螺纹展开图(i=2)
学习交流PPT
15
第二节 单螺杆挤出机的基本结构
三、螺杆结构参数 4、螺杆的安装尺寸 螺杆与机筒内壁的间隙
学习交流PPT
16
第二节 单螺杆挤出机的基本结构
塑料在普通单螺杆挤出机中的挤出过程
学习交流PPT
7
第二节 单螺杆挤出机的基本结构
二、挤压系统的组成及作用
2、作用
连续稳定地运输(固体、熔体) 熔融、塑化(固体→熔体) 混合、均化(温度、组成分布均匀) 增压—有利于排气、泵送,使制品密实
学习交流PPT
8
第二节 单螺杆挤出机的基本结构 三、螺杆结构参数
第二节 单螺杆挤出机的基本结构
三、螺杆结构参数
3、螺纹尺寸 ➢ 螺纹头数 i ➢ 螺旋升角 ( b, s, ) ➢ 螺旋线展开长度 Z ( Zb, Zs ,Z) ➢ 螺纹导程 t , 螺距 S ➢ 螺棱宽度 e —螺棱轴向宽度 e’—螺棱法向宽度,e’= e cos
学习交流PPT
13
第二节 单螺杆挤出机的基本结构 3、螺纹尺寸
560
1.6
90/25 105/25 120/25 130/25 135/25 150/25 160/25 180/25 200/25
φ90
φ10 5
φ12 0
φ13 0
φ13 5
φ15 0
φ16 0
φ18 0
φ20 0
25:1 25:1 25:1 25:1 25:1 25:1 25:1 25:1 25:1
单螺杆挤出机结构.
其他系统
传动系统主要由电机、齿轮减速箱和轴承等组成。 其作用是驱动螺杆在一定转速范围内旋转,并使螺杆在按工艺要求 保证螺杆获得所必须的扭矩和转速并能均匀地旋转,完成物料的塑化 和挤出过程。 控制系统主要由控制箱和一些电气控制元件、开关等组成。其作用 是对挤过程的温度、挤出速度、电源等进行控制。
谢谢大家
8
ቤተ መጻሕፍቲ ባይዱ
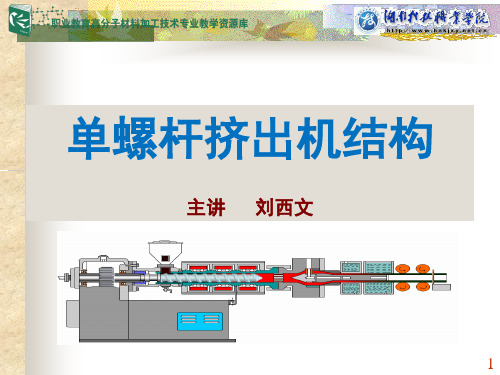
单螺杆挤出机结构
主讲 刘西文
1
单螺杆挤出机结构
普通单螺杆挤出机的结构主要由挤压系统、加料系统、传动系 统、加热冷却系统及控制系统等部分组成。
单螺杆挤出机的主要组成部件
挤压系统
挤压系统的主要由料筒、螺杆、分流板和过滤网等组成。 挤压系统的作用是将粒状、粉状或其它形状的塑料在一定温度和压 力的作用下塑化成均匀的熔体,然后被螺杆定温、定压、定量、连续 地挤入机头。
加料系统
加料系统主要由料斗和自动上料装置等组成。料斗通常为锥形, 底部都有截流装置,以便调整和切料流,料斗侧有视孔和标定计量装 置。 其作用是向挤压系统稳定且连续不断地提供所需的物料。
加热冷却系统
加热冷却系统主要由料筒外部所设置的加热器、冷却装置等组 成。其作用是通过对料筒、螺杆等部件进行加热或冷却,保证 成型过程在工艺要求的温度范围内完成。
单螺杆挤出机的介绍课件
三种物理状态将发生相互转化。
塑料的成型加工(压制、压延、
挤出、注射等)是在粘流态下进
行的。
2020年6月8日星期一
PPT学习交流
6
• 塑料由料斗进入料筒后,随着螺杆的旋转而被逐 渐推向机头方向。
• 1、加料段——输送并开始压实物料
螺槽为松散的固体粒子(或粉末)所充满,物 料开始被压实。
• 2、压缩段
机组。
2020年6月8日星期一
PPT学习交流
15
4 挤出机的分类
• 挤出机的分类:随着挤出机用途的增加,出现了各 种挤出机,分类方法很多。
• 1、 按螺杆数目的多少,可以分为单螺杆挤出机、 双螺杆挤出机和多螺杆挤出机。
• 2、 根据功能,分为排气挤出机、混炼式挤出机和 超高分子量挤出机等
2020年6月8日星期一
• 加热冷却系统:其功用是通过对料筒(或螺杆)进行 加热和冷却,保证成型过程在工艺要求的温度范围内 完成。
• 控制系统:控制挤出机的拖动电机、按所需的功率、 速度运行,检测、控制温度、压力等参数,完成对制 品的质量控制,使其满足工艺要求。
2020年6月8日星期一
PPT学习交流
12
• 2、辅机 • 机头(口模):它是制品成型的主要部件,熔融塑料
行机构组成。
• 控制挤出机的主机、辅机的拖动电机、驱动油泵、油 (汽)缸和其它各种执行机构按所需的功率、速度和运 动轨迹,使其满足工艺要求并保证其协调运行。
• 检测、控制主辅机的温度、压力、流量,完成对制品的 质量控制,最终实现对整个挤出机组的自动控制和对产 品质量的控制。
• 我们一般称由以上各部分组成的挤出装置为挤出
第四章 螺杆挤出机
4.1 概述 4.2 单螺杆挤出机 4.3 双螺杆挤出机 4.4 挤出联动线
挤出成型设备介绍(PPT 88页)
气式(常规式)挤出机。 ⑷按用途分:制品成型挤出机、混炼造
粒挤出机和压延机喂料挤出机。 ⑸按螺杆转速分:常规挤出机(100~
300r/min)、高速挤出机(300~900r/min
)和超高速挤出机(900~1500r/min)。
①机头
俗称口模,是挤出成型的模具,是制品 成型的主要部件。熔料通过它获得一定的 几何截面和尺寸。
7
②定型装置 稳定从机头挤出的制品的形状,并对其
进行精整,从而得到尺寸更为精确的截面 形状及更为光亮的制品表面。定型过程通
常采用冷却和加压的方法来实现。 ③冷却装置
对经定型后的制品实施进一步冷却,以 获得最终制品的形状和尺寸。 ④牵引装置
表层得到不断的更新,具有很好的脱挥排气
性能。 ②啮合型异向旋转双螺杆挤出机
29
工作原理: ⅰ由于两根螺杆的旋转方向不同,一根螺 杆中物料旋转前进的道路被另一根螺杆堵死, 故不能形成”∞”运动。在啮合处,一根螺杆 的螺纹插入另一根螺杆的螺槽中,使连续的 螺槽被分割成互相隔离的C形小室。螺杆旋 转时,随着啮合部分的轴向移动, C形小室 也沿着轴向前移,螺杆每转一圈, C形小室
④发泡挤出机。在机筒上开设有发泡剂加 入装置,可成型发泡的挤出制品。
16
⑤喂料挤出机。机筒可以摆动一个角 度,主要用于给压延机均匀喂料。
⑥阶式挤出机。由两台(以上)挤出 机串联而成,主要用来回收造粒、脱挥或 发泡成型加工。
⑦电磁动态挤出机。是近年中国首创
发明的利用电磁动态作用进行塑化的挤出 机,特点是结构紧凑和节省电能。
⑧可视化挤出机。是近年开发的在机
单螺杆挤出机的基本结构
6
380
6
380
6
380
7
380
7
380
中心高 (mm)C型
340 340 340 510 510 610 660 660 660 710 710 800 1000
中心高 (mm)
D型
330 560 560 560 600 600 600 625 625 800 1000
重量 (t)
0.8 1
1.3 1.6 1.8
➢ 渐变度A: 描述螺槽深度变化的几何参数,
实用文档
第二节 单螺杆挤出机的基本结构
三、螺杆结构参数
3、螺纹尺寸 ➢ 螺纹头数 i ➢ 螺旋升角 ( b, s, ) ➢ 螺旋线展开长度 Z ( Zb, Zs ,Z) ➢ 螺纹导程 t , 螺距 S ➢ 螺棱宽度 e —螺棱轴向宽度 e’—螺棱法向宽度,e’= e cos
实用文档
第二节 单螺杆挤出机的基本结构 3、螺纹尺寸
tg t
πD
W B c o t se c o stc o s e
i i
实用文档
第二节 单螺杆挤出机的基本结构 螺纹展开图(i=2)
实用文档
第二节 单螺杆挤出机的基本结构 三、螺杆结构参数
4、螺杆的安装尺寸 螺杆与机筒内壁的间隙
实用文档
Polymer Processing Engineering
Beijing University of Chemical Technology
实用文档
《聚合物加工工程》
第三章 挤出成型(Extrusion)
第一节 概述(录像) 第二节 单螺杆挤出机的基本结构 第三节 单螺杆挤出理论 第四节 排气挤出机的工作原理 第五节 双螺杆挤出机的工作原理 第六节 挤出成型工艺
第三章 挤出机new

物料到排气段基本塑化,物料中一部分气体由于被压实自料斗逸出,由于该 段螺槽突然加深,排气口又通真空泵,压力骤降,气体排出
四.排气功能要求:排气孔下聚合物压力为零;此处聚合物完全熔融
五.其它形式排气挤出机
第三节 双螺杆挤出机
一.结构
与单螺杆挤出机相似 各部件作用也基本相同
二.分类
• 螺旋角 • 螺棱宽e • 螺距s • 螺杆外径与料筒间隙
5.材料和强度校核
材料:耐高温、耐磨损、耐腐蚀、高强度 45号钢、氮化钢、38CrMoAl等
强度校核:可看作一端固定的悬臂梁,受扭矩、轴向力和自 重产生弯曲的影响 工作时,可不考虑自重产生的弯曲 P147
日本40t/h世界最大挤出机
2.啮合反转型
两根螺杆对称,回转方向不同,一根螺杆上物料被另一根螺棱堵 死,以近似密闭C型小室的形态向前输送。设计时将一根螺杆的 外径与另一根的根径之间留有一定间隙,以便物料通过时受强剪 切搅拌和压延作用,塑化效果好,用于加工制品
四.优点
物料停留时间短 优异的混合、塑化效果 低的比功率消耗
五.主要参数
• 突变式,螺槽深度的变化在较短的 螺杆距离内完成
4.基本参数
• 螺杆直径,指螺杆外径mm,标志挤 出机的加工能力,已系列化,30、 45、65、90、120、150、200.一 般根据制品形状、材料类型及生产 率要求确定
• 长径比,L/D,(L为有效工作部分长 度,工艺上定义为加料口中心线到 螺杆末端的长度),L/D在一定意义上 表征了挤出机的塑化能力和质量, 一般25~30
获得压缩比的方法
• 等深不等距法(压缩比大,但不宜加工,计量段易窝料) • 等距不等深法(加工方便,用得最多) • 不等距不等深法(制造复杂) • 锥形螺杆 Lc,对于结晶型材料,1D~5D;非结晶型长5~15D,占总长的50%~60%.
螺杆挤出机
一、单螺杆挤出机纳基本结构在塑料挤出机中,最基本和最通用的是单螺杆挤出机。
其基本结构如图6—1所示。
主要包:低传动、加料装盟、料筒、照扦、机头与口模等五部分。
(一)传动部分通常由电动机、减速箱和抽承等组成。
在挤出过稍中,要求螺杆转速稳定,不随螺杆负荷的变化而变化,以保证制品质量均匀一致。
但在不向的场合下,又要求螺杆能变速,以达到一台设备能适应挤出不同塑料或不同制品的要求。
为此,传动部分一殷采用交流整流子电动机、直流电动机等装置,以达无级变速,一舶绍杆转速为10一100转/分。
(二)加料装置供料一般多采用粒料,也可采用带状料或粉料。
装料设备通常都使用锥形加料斗,其容积至少应能容纳一小时的用料。
料斗底部有截断装置,以便调整和切断料流,料斗侧面有视孔和标定计量的装置。
有些料斗并带有可防止原料从空气中吸收水分朗真空(减压)装置或加热装置,有些料斗有搅拌器,并能自动上料或加料。
(三)料简为一金属圆筒,一般用耐温耐压强度较高、坚固耐磨、耐腐的合余钢或内衬合金钢的复合钢管制成。
一般料筒的长度为其直径的15—30倍,其长度以使物料得到充分加热和塑化均匀为原则。
料筒应有足够厚度、刚度。
内壁应光滑,有些料简则刻有各种沟槽,以增大与塑料的摩擦力。
在料筒外部附有用电阻、电感或其它方式加热的加热器、温度自控装置及冷却(风冷或水冷等)系统。
(四)螺杆螺杆是挤出机最主要部件,它直接关系到挤出机的应用范围和生产率。
通过螺杆的转动对塑料产生挤压作用,塑料在料简中才能产生移动、增压和从摩擦取得部分热量,塑料在移动过程中并得到混合和塑化,粘流态的熔体在被压实而流经口模时,取得所需形状而成型。
与料筒一样,螺杆也是用高强度、耐热和耐腐蚀的合金钢制成。
由于塑料品种很多,性质各异;因此为适应加工不同塑料的需要,螺杆种类很多,结构上也有些差别,以便能对塑料产生较大的输送、挤压、混合和塑化作用。
困6—2为几种较常螺杆。
表示螺杆结构特征的基本参数有直径、长径比、压缩比、螺距、螺槽深度、螺旋角、螺杆与料筒的间隙等。
2 单螺杆挤出机介绍
单螺杆挤出机的挤出过程
2.1.3.1 聚合物的三态变化
图2-5
聚合物三态变化图
31/102
图2-6
常规全螺纹螺杆的三个职能区
32/102
(1)加料段
功能主要是对塑料进行 压实和输送。
33/102
(2)熔融段或压缩段
是使塑料进一步压实和 塑化。
34/102
(3)计量段 塑料进入计量段后将进 一步塑化和均匀化,并使之 定压、定量和定温地从挤出 机头挤出。
2 单螺杆挤出机
1/102
2.1 概 述
挤出成型亦称挤压成型, 它是将物料加热熔融成粘流态, 借助螺杆的挤压作用,推动粘 流态的物料,使其通过口模而 成为截面与口模形状相仿的连 续体的一种成型方法。 所采用的设备称为挤出机。
2/102
塑料原料
加热 挤出机
塑料熔体 定型
加压
挤塑模具(机头)
初始形状的连续体
8/102
传动系统
其作用驱动螺杆,保证螺 杆在工作过程中所需要的扭矩 和转速。
9/102
加热冷却系统 它保证塑料和挤压系统在 成型加工中的温度控制要求。
10/102
加料系统
主要由料斗和自动上料装 置等组成。其作用是向挤压系 统稳定且(2)辅机
① ② ③ ④ ⑤ ⑥ ⑦ 机头 定型装置 冷却装置 牵引装置 切割装置 卷取装置 堆放装置
28/102
④螺纹螺距:用S表示 ⑤螺纹升角:用φ表示 ⑥螺纹头数:用P表示 ⑦螺槽轴向宽度:用B表示 B=S-b ⑧螺棱的轴向宽度:用b表示 ⑨螺槽的法向宽度:用W表示 ⑩螺棱的法向宽度:用e表示 11 螺纹外径与机筒内壁之间隙:用δ表示
29/102
φ
图2-4
单螺杆挤出机设计课件
根据生产工艺要求设计冷却系统,如风冷、水冷 等,确保设备正常运行和产品质量。
01
单螺杆挤出机的材 料选择
螺杆材料
耐热性
耐腐蚀性
螺杆需要在高温下工作,因此需要选 择耐热性好的材料,如镍基合金、钛 合金等。
螺杆需要承受多种化学物质的腐蚀, 因此需要选择耐腐蚀性好的材料,如 不锈钢、镍基合金等。
设备维护与保养
为了确保单螺杆挤出机的长期稳定运 行和提高生产效率,需要定期进行设 备的维护和保养。对关键部件进行定 期检查、清洗、更换和维修,可以保 证设备的正常运行和使用寿命,降低 故障率和停机时间,提高生产效率和 经济效益。
维护与保养建议
制定维护与保养计划
培训操作人员
选择优质备件
建立设备档案
根据单螺杆挤出机的运行情况 和生产需求,制定合理的维护 与保养计划,包括定期检查、 清洗、更换和维修等任务,确 保设备的正常运行和使用寿命 。
详细描述
温度控制失灵的原因可能是温控器故障、加热元件损坏或热电偶接触不良等。解 决方案包括定期检查温控器和加热元件的工作状态、及时更换损坏的元件、定期 清洁热电偶等。
生产效率低下问题
总结词
生产效率低下是单螺杆挤出机常见的 问题之一,可能导致生产成本增加。
详细描述
造成生产效率低下的原因可能是设备 老化、工艺参数设置不当、操作人员 技能不足等。解决方案包括定期维护 和保养设备、优化工艺参数、加强操 作人员的培训等。
01
单螺杆挤出机的常 见问题与解决方案
螺杆磨损问题
总结词
螺杆是单螺杆挤出机的核心部件,其磨损会影响挤出机的性能和使用寿命。
详细描述
随着使用时间的增长,螺杆的表面会逐渐磨损,导致其直径减小,从而影响挤 出压力和产量。解决方案包括定期检查螺杆的磨损情况,及时更换磨损严重的 螺杆,以及优化工艺参数以减轻磨损。
单螺杆挤出机
Ds—螺杆根径
D —螺杆平均直 L2—压缩段长度 L3—均化段长度
螺杆长径比 L/D
2、螺槽尺寸
宽度:B—螺槽轴向宽度
W—螺槽法向宽度
深度:H1(h1)—加料段深度
H2(h2)—压缩段深度 H3(h3)—均化段深度
压缩比ε :加料段第一个螺槽容积与均化段 最
基本原理: 在熔融区内设法把固体物料和熔融物 料分开,防止固体床破裂而产生不均匀 的固体碎块,加速固态物料融化,并能 稳定已熔化的熔体流。 特点: 相当于增加了L3长度,减少温度、 压力波动,产品质量、产量明显提高。 (20%~30%) (h3取1.4~1.6倍)
熔体槽
固体槽
突变
渐变
单螺杆挤出机
• • • • • 单螺杆挤出机的总体认识 熔融机理 熔体输送及口模特性 加热冷却及温度控制 新型单螺杆挤出机
单螺杆挤出机总体认识
单螺杆挤出机的基本结构
一、单螺杆挤出机的结构 二、挤压系统的组成及作用 三、螺杆结构参数
单螺杆挤出机的基本结构 一、单螺杆挤出机的结构
传动与控制系统 挤压系统
加热、冷却系统
二、挤压系统的组成及作用
1、组成:
加料装置、料筒、螺杆、机头、口模等
塑料在普通单螺杆挤出机中的挤出过程
2、作用
连续稳定地运输(固体、熔体) 熔融、塑化(固体→熔体) 混合、均化(温度、组成分布均匀) 增压—有利于排气、泵送,使制品密实
三、螺杆结构参数
Db
Ds
1、规格尺寸
螺杆直径D:Db—螺杆外径
熔融机理
物料以固状进入螺槽后,被螺杆的旋转 运动压实,从而形成固体床。固体床中与 加热料筒表面接触的固体粒子首先熔化并 在料筒表面形成一层熔体膜。熔体膜达到 一定厚度后由于机筒的拖拽作用而积存在 螺杆推进面一侧。随着固体床的宽度的减 小,积存的熔体膜形成一个熔体池。当固 体床全部消失时,熔化结束。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.
2
第三章 挤出成型
第二节 单螺杆挤出机的基本结构
一、单螺杆挤出机的结构 二、挤压系统的组成及作用 三、螺杆结构参数 四、螺杆的类型 五、挤出机的辅机设备(自学)
.
3
第二节 单螺杆挤出机的基本结构
一、单螺杆挤出机的结构
挤压系统—心脏
单螺杆挤出机
加热、冷却系统
传动与控制系统
.
4
第二节 单螺杆挤出机的基本结构
11
第二节 单螺杆挤出机的基本结构
三、螺杆结构参数
2、螺槽尺寸
➢ 宽度:B—螺槽轴向宽度
W—螺槽法向宽度
➢ 深度:H1(h1)—加料段深度 H2(h2)—压缩段深度
A h1 h3
Z2
H3(h3)—均化段深度
➢ 压缩比ε:加料段第一个螺槽容积与均化段最
后一个螺槽容积之比
➢ 渐变度A: 描述螺槽深度变化的几何参数,
螺杆 直径
φ25
φ45
φ65
φ80
φ90
φ10 5
φ12 0
φ13 0
φ13 5
φ15 0
φ16 0
φ18 0
φ20 0
长径比 L/D 25:1 25:1 25:1 25:1 25:1 25:1 25:1 25:1 25:1 25:1 25:1 25:1 25:1
最大挤出量 (PET) (kg/h) 8 38 80 120 220 300 440 500 550 700 780 1050 1400
tg t
πD
W B c o ts e c o stc o s e
i i
.
14
第二节 单螺杆挤出机的基本结构 螺纹展开图(i=2)
.
15
第二节 单螺杆挤出机的基本结构
三、螺杆结构参数 4、螺杆的安装尺寸 螺杆与机筒内壁的间隙
.
16
第二节 单螺杆挤出机的基本结构
四、螺杆的类型 根据应用要求螺杆可设计成不同结构,如: 渐变型螺杆、突变型螺杆、等深不等距螺杆、 等距不等深螺杆、不等深不等距螺杆、新型螺杆
螺杆转速 (r/min)
20-90 20-90 20-90 20-80 20-80 20-70 20-60 20-60 0-60 20-60 20-60 20-50 20-50
机头压力 (MPa)
15-25
传动 功率 KW
2.5
15-25
7.5
15-25
18.5
15-25
37
15-25
45
15-25
Polymer Processing Engineering
Beijing University of Chemical Technology
.
1
《聚合物加工工程》
第三章 挤出成型(Extrusion)
第一节 概述(录像) 第二节 单螺杆挤出机的基本结构 第三节 单螺杆挤出理论 第四节 排气挤出机的工作原理 第五节 双螺杆挤出机的工作原理 第六节 挤出成型工艺
.
12
第二节 单螺杆挤出机的基本结构
三、螺杆结构参数
3、螺纹尺寸 ➢ 螺纹头数 i ➢ 螺旋升角 ( b, s, ) ➢ 螺旋线展开长度 Z ( Zb, Zs ,Z) ➢ 螺纹导程 t , 螺距 S ➢ 螺棱宽度 e —螺棱轴向宽度 e’—螺棱法向宽度,e’= e cos
.
13
第二节 单螺杆挤出机的基本结构 3、螺纹尺寸
➢ 螺杆长度L:L —螺杆有效工作部分长度
L1—加料段长度 L2—压缩段长度 L3—均化段长度 ➢ 螺杆长径比 L/D
L= L1 + L2 + L3
.
10
第二节 单螺杆挤出机的基本结构
挤出机规格参数
JWM 挤出机 规格 25/25 45/25 65/25 80/25 90/25 105/25 120/25 130/25 135/25 150/25 160/25 180/25 200/25
.
17
第二节 单螺杆挤出机的基本结构
等距不等深螺杆
.
18
第二节 单螺杆挤出机的基本结构
等深不等距螺杆
分离型螺杆
.
19
第二节 单螺杆挤出机的基本结构 五、挤出机的辅机设备 辅机
口模 定型装置
冷却装置
牵引装置
切割装置
堆放
.
20
The End
.
21
挤压系统
传动与控制系统
加热、冷却系统
单螺杆挤出机图示
.
5
第二节 单螺杆挤出机的基本结构
二、挤压系统的组成及作用 1、组成: 加料装置、料筒、螺杆、机头、口模等
.
6
第二节 单螺杆挤出机的基本结构
二、挤压系统的组成及作用 2、作用
塑料在普通单螺杆挤出机中的挤出过程
.
7
第二节 单螺杆挤出机的基本结构
55
15-25
75
15-25
90
15-25
90
15-25
110
15-25
132
15-25
180
15-25
220
.
加热 功率 (KW) 3 8
20 30 30 40
48 48 57 72 84 110 150
加热 加热电 段 压(V)
3
220
3
220
5
220
5
220
5
220
5
220
6
220
6
220
6
380
二、挤压系统的组成及作用
2、作用
连续稳定地运输(固体、熔体) 熔融、塑化(固体→熔体) 混合、均化(温度、组成分布均匀) 增压—有利于排气、泵送,使制品密实
.
8
第二节 单螺杆挤出机的基本结构 三、螺杆结构参数
Db
Ds
.
9
第二节 单螺杆挤出机的基本结构
三、螺杆结构参数
1、规格尺寸
➢ 螺杆直径D:Db—螺杆外径 Ds—螺杆根径 D —螺杆平均直径
6
380
6
380
7
型
340 340 340 510 510 610 660 660 660 710 710 800 1000
中心高 (mm)
D型
重量 (t)
0.8
1
330
1.3
560
1.6
560
1.8
560
3
600
4
600
4
600
4
625
5
625
6
800
10
1000
12