冲压模具课程设计--带凸缘无底筒形件
冲压模具课程设计说明书 2
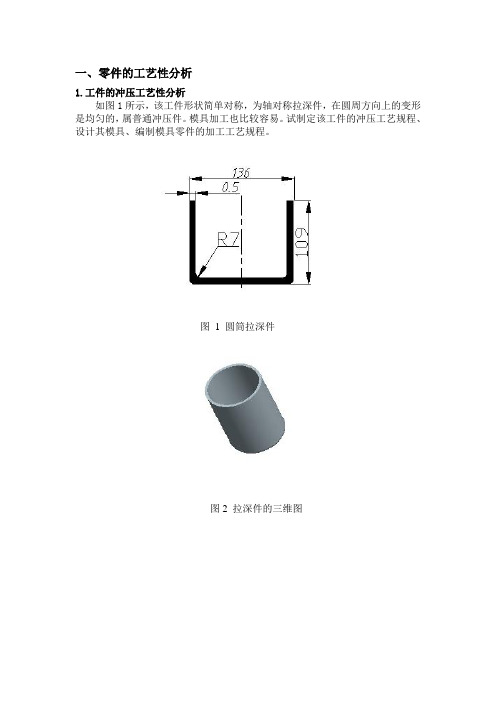
一、零件的工艺性分析1.工件的冲压工艺性分析如图1所示,该工件形状简单对称,为轴对称拉深件,在圆周方向上的变形是均匀的,属普通冲压件。
模具加工也比较容易。
试制定该工件的冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
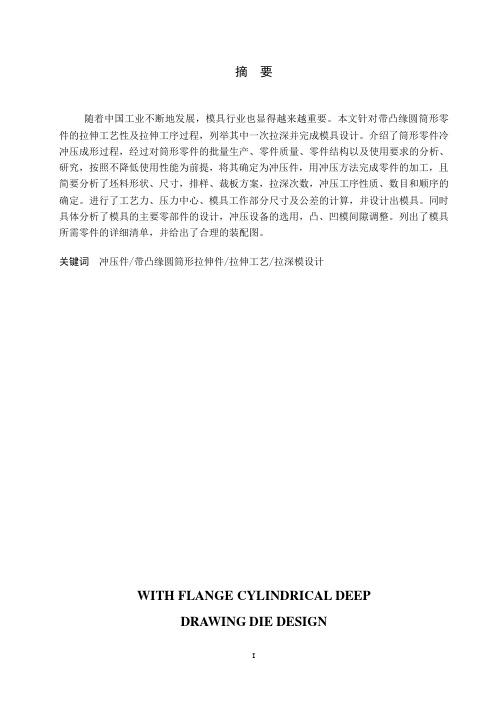
图1 圆筒拉深件图2 拉深件的三维图2.工件材料化学成分和机械性能分析(1)材料分析工件的材料为08钢,属于优质碳素结构钢,优质沸腾钢,强度、硬度低,冷变形塑性很好,可深冲压加工,焊接性好。
成分偏析倾向大,时效敏感性大,故冷加工时应采用消除应力热处理或水韧处理,防止冷加工断裂。
08钢的主要机械性能如下:σ(兆帕) 280-390抗拉强度bσ(兆帕) 180屈服强度s抗剪强度(兆帕) 220-310延伸率δ 32%(2)结构分析工件为一窄凸缘筒形件,结构简单,圆角半径为r=7,厚度为t=0.5mm,满足筒形拉深件底部圆角半径大于一倍料厚的要求,因此,零件具有良好的结构工艺性。
(3)精度分析工件上尺寸均为未注公差尺寸,普通拉深即可达到零件的精度要求。
经上述分析,产品的材料性能符合冷冲压加工要求。
在零件工艺性分析的基础上制定其工艺路线如下:零件的生产包括落料、拉深(需计算确定拉深次数)、修边(采用机械加工)等工序,为了提高生产效率,可以考虑工序的复合,经比较决定采用落料与第一次拉深复合。
二、工件的拉深工艺分析及计算1.毛坯尺寸计算(1)计算原则相似原则:拉深前坯料的形状与拉深件断面形状相似;等面积原则:拉深前坯料面积与拉深件面积相等。
(2)计算方法由以上原则可知,旋转体拉深件采用圆形毛坯,其直径按面积相等的原则计算。
计算坯料尺寸时,先将拉深件划分为若干便于计算的简单几何体,分别求出其面积后相加,得拉深件总面积A。
图3 拉深件的坯料计算如图3所示,筒形件坯料尺寸,将圆筒件分成三个部分,每个部分面积分别为:(3)确定零件修边余量由于板料的各向异性和模具间隙不均等因素的影响,拉深后零件的边缘不整齐,甚至出现耳子,需在拉伸后进行修边。
带凸缘筒的冲压工艺及模具设计

编号课程设计说明书题目带凸缘筒的冲压工艺及模具设计二级学院专业班级学生姓名学号指导教师评阅教师时间目录摘要Ⅰ1 绪论 1 1.1 冲压设计概念 1 1.2 冲压设计的基本内容 1 1.3 冲压设计的一般工作程序 1 1.4 意义 21.5 设计题目 22 带凸缘的工艺分析设计 2 2.1 冲压产品冲裁工艺分析 22.1.1 产品结构形状分析 22.1.2 产品尺寸精度、断面质量分析 3 2.2 产品拉深工艺分析 3 2.3 计算模具压力中心 4 3工艺方案的确定及工艺计算 43.1 工艺方案分析 4 3.2 拉深部分主要工艺参数的计算 53.3排样 74.二次拉深工序计算 8 4.1凸凹模工作尺寸 84.2计算拉压力 85 .模具的总体设计 8 5.1 模具的总装图 8 5.2拉深凸模和凹模的外形尺寸 9 5.3上模座与下模座及导柱导套的选用 10 5.4 模柄的选择 11 5.5 垫板、托板及打板的选择 11 5.6 压边圈 125.7 打杆的选择 13 5.8卸料螺钉、螺钉及销钉的选择 135.9限位柱的选择 146.总结与展望 14 6.1 总结 14 6.2 展望 14 参考文献 151.绪论1.1 冲压设计概念随着冲压技术的不断进步和冲压生产的迅速发展,对冲压设计工作提出了愈来愈高的要求。
冲压设计是一项技术性很强的工作,其设计过程是实质上是再创造的的劳动过程。
冲压设计质量的优劣,不仅直接影响冲压产品的质量、成本及生产效率,而且也影响着冲压生产的组织与管理。
因此,冲压设计工作不仅要求设计人员具有较好的理论基础、丰富的实践经验、熟练的设计技能和认真负责的态度,而且还要求设计人员能在不断积累总结设计经验的基础上,及时获取最新的科学技术知识,尽快掌握现代化的设计手段。
只有这样,冲压设计工作才能适应工业生产迅速发展的需要。
1.2 冲压设计的基本内容冲压设计包括工艺设计和模具设计两方面内容。
冲压工艺设计是针对给定的产品图样,根据其生产批量的大小、冲压设备的类型规格、模具制造能力及工人技术水平等具体生产条件,从对产品零件图的冲压工艺分析入手,经过必要的工艺计算,制定出合理的工艺方案,最后编写出冲压工艺卡片的综合性的分析、计算、设计过程。
带凸缘圆筒形件拉深模设计
摘要随着中国工业不断地发展,模具行业也显得越来越重要。
本文针对带凸缘圆筒形零件的拉伸工艺性及拉伸工序过程,列举其中一次拉深并完成模具设计。
介绍了筒形零件冷冲压成形过程,经过对筒形零件的批量生产、零件质量、零件结构以及使用要求的分析、研究,按照不降低使用性能为前提,将其确定为冲压件,用冲压方法完成零件的加工,且简要分析了坯料形状、尺寸,排样、裁板方案,拉深次数,冲压工序性质、数目和顺序的确定。
进行了工艺力、压力中心、模具工作部分尺寸及公差的计算,并设计出模具。
同时具体分析了模具的主要零部件的设计,冲压设备的选用,凸、凹模间隙调整。
列出了模具所需零件的详细清单,并给出了合理的装配图。
关键词冲压件/带凸缘圆筒形拉伸件/拉伸工艺/拉深模设计WITH FLANGE CYLINDRICAL DEEPDRAWING DIE DESIGNABSTRACTAs China's industrial development unceasingly, the mold industry also appears more and more important. This paper belt of flange cylindrical parts stretching manufacturability and stretching process process, list one time deep drawing and complete the mold design. Cold stamping process of cylindrical parts is introduced, after mass production of the cylindrical parts, parts quality, parts structure, and use requirement analysis, research, according to not reduce the usability for the premise, to identify it for stamping parts, complete parts processing, with stamping method and the brief analysis of the blank shape, size, layout, cutting board, deep drawing, stamping process in nature, the determination of number and order. The technology force, pressure center, mold working parts dimension and tolerance of calculation, and design the mold. At the same time, concrete analysis of main components of the mold design, the selection of stamping equipment, convex and concave die clearance adjustment. Lists the mould needs a detailed list of spare parts, and gives the reasonable assembly drawing.KEYWORDS stamping parts, flange cylindrical stretching, stretching, deep drawing die design process目录1 前言 (1)1.1 模具的概论 (1)1.1.1 冲压与冲模 (1)1.1.2 我国冲压现状与发展方向 (2)1.1.3 国外模具发展趋势及行业特点 (2)1.1.4 模具设计及加工技术的现状 (3)1.1.6 冲模的零部件 (4)1.2 冲压件工艺分析 (5)1.2.1 冲压加工的经济性分析 (5)1.2.2 冲压件的工艺性分析 (5)1.3 本设计要求 (6)2 工艺方案 (7)2.1 工艺性分析 (7)2.1.1 拉深件的结构与尺寸 (7)2.1.3拉深件材料 (7)2.2 设计方案的确定 (7)3 主要工艺参数计算 (8)3.1 确定排样、裁板方案 (8)3.1.1 工艺分析 (8)3.1.2 确定修边余量 (8)3.1.3 坯料直径 (8)3.1.4 排样 (9)3.1.5 压力中心的确定 (10)3.2 拉深工艺的计算 (10)3.2.1 压边 (10)3.2.2 总拉深系数 (10)3.2.3 预算拉深次数 (10)3.2.4 确定首次拉深工序件尺寸 (11)3.2.5 确定拉深次数及以后各次拉深的工序件尺寸 (12)3.2.6 第二次拉深直径和高度 (13)3.2.7 第三次拉深直径和高度 (13)3.2.8 修边 (14)3.2.9 拉深速度 (14)3.3 工艺力计算 (14)3.3.1 拉深力 (14)3.3.2 压料力 (15)3.4 压力机的选择 (16)3.4.1 初选压力机 (16)3.4.2拉深功 (16)3.4.3压力机电动机功率 (16)3.4.4功率校核 (17)4 拉深模设计 (17)4.1拉深模具结构设计 (17)4.2模具工作部分尺寸计算 (17)4.2.1 凸凹模间隙 (17)4.2.2 凸凹模圆角半径 (17)4.2.3凸凹模工作尺寸及公差 (17)4.3标准件的选取 (18)4.3.1 模架 (18)4.3.2下模座 (19)4.3.3上模座 (19)4.3.4 导柱、导套 (19)4.3.5 销钉 (19)4.3.6 螺钉 (20)4.3.7 模柄 (20)4.3.8带螺纹推杆(顶杆) (20)4.3.9 打杆 (20)4.3.10 打杆螺母 (21)4.3.11 橡胶的选取 (21)4.3.12 橡胶螺杆 (22)4.3.13 ;螺杆螺母 (22)4.3.14 模柄紧固螺钉 (22)4.4模具非标准件的设计 (22)4.4.1 拉深凸模的设计 (22)4.4.2拉深凹模的设计 (23)4.4.3 凸模固定板设计 (24)4.4.4压料圈的设计 (24)4.4.6 托板的设计 (25)5 压力机的校核 (25)6 模具装配图 (26)结束语 (27)致谢 (28)参考文献 (29)1 前言板料冲压是金属加工的一种基本方法,他用以生产各种板料零件,具有生产效率高、尺寸精度好、重量轻、成本低并易于实现机械化和自动化等特点。
冲压模具课程设计--带凸缘无底筒形件

冲压模具设计课程设计学院:姓名:寒冰色手学号:专业:11机制目录1零件冲压工艺分析---------------------------------------------03 1.1 制件介绍---------------------------------------------------03 1.2 产品结构形状分析-------------------------------------------032.零件冲压工艺方案的确定--------------------------------------033冲模结构的确定-----------------------------------------------044.零件冲压工艺计算--------------------------------------------044.1零件毛坯尺寸计算-------------------------------------------044.2 排样------------------------------------------------------064.3 拉深工序的拉深次数和拉深系数的确定------------------------064.4 冲裁力、拉深力的计算--------------------------------------074.5 拉深间隙的计算--------------------------------------------094.6 拉深凸、凹模圆角半径的计算--------------------------------09 4.7 计算模具刃口尺寸------------------------------------------094.8 计算模具--------------------------------------------------105. 选用标准模架----------------------------------------------125.1 模架的类型------------------------------------------------125.2 模架的尺寸------------------------------------------------126. 选用辅助结构零件------------------------------------------136.1 导向零件的选用--------------------------------------------136.2 模柄的选用------------------------------------------------136.3 卸料装置--------------------------------------------------146.4 推件、顶件装置--------------------------------------------146.5 定位装置--------------------------------------------------147 参考文献--------------------------------------------------141零件冲压工艺分析1.1 制件介绍零件名称:心子隔套材料:08钢料厚:1.0mm批量:大批量1.2 产品结构形状分析由图1可知该零件为圆筒件经过翻遍处理,翻边处有过渡圆弧,且半径为R=2.5mm故非常适合用模具拉深或翻边进行处理,故要对毛坯进行计算。
冲压磨具课程设计
冲压磨具课程设计一、课程目标知识目标:1. 学生能理解冲压磨具的基本概念,掌握其分类和结构特点;2. 学生能掌握冲压磨具材料的选择原则,了解不同材料的性能与应用;3. 学生能了解冲压磨具的设计原理,掌握其主要参数的计算方法;4. 学生能了解冲压磨具的制造工艺,掌握其主要加工方法。
技能目标:1. 学生能运用所学知识,对简单冲压磨具进行设计和计算;2. 学生能运用CAD软件绘制冲压磨具的零件图和装配图;3. 学生能分析冲压磨具在实际应用中的问题,并提出合理的解决方案。
情感态度价值观目标:1. 培养学生热爱机械工程,关注制造业发展的情感;2. 培养学生严谨、细致的工作态度,提高团队合作意识和沟通能力;3. 培养学生勇于创新,敢于挑战的精神,增强自信心。
分析课程性质、学生特点和教学要求,本课程旨在使学生在掌握冲压磨具基本知识的基础上,提高设计、计算和实际应用能力。
通过课程学习,使学生具备一定的工程素养,为将来从事相关工作打下坚实基础。
课程目标具体、可衡量,便于教学设计和评估。
二、教学内容本章节教学内容主要包括以下几部分:1. 冲压磨具概述:介绍冲压磨具的定义、分类、结构特点及其在制造业中的应用。
2. 冲压磨具材料:讲解冲压磨具常用材料的性能、特点及应用,使学生了解材料选择原则。
3. 冲压磨具设计原理:分析冲压磨具设计的基本原理,包括模具结构、工作原理和主要参数的计算方法。
4. 冲压磨具制造工艺:介绍冲压磨具的主要加工方法、工艺流程和注意事项。
5. 冲压磨具应用案例分析:分析实际应用中的典型案例,使学生了解冲压磨具在实际生产中的应用。
教学内容安排如下:第一课时:冲压磨具概述、分类及结构特点;第二课时:冲压磨具材料的选择原则及常用材料;第三课时:冲压磨具设计原理及主要参数计算;第四课时:冲压磨具制造工艺及加工方法;第五课时:冲压磨具应用案例分析及讨论。
教学内容与教材章节相对应,保证科学性和系统性,使学生能够循序渐进地掌握冲压磨具的相关知识。
冲压模具课程设计说明书.doc
冲压模具课程设计说明书.doc冲压模具课程设计说明书导言本文档是冲压模具课程设计的详细说明书,旨在帮助学生深入理解冲压模具的设计原理、工艺流程和相关技术要求。
本文档详细介绍了冲压模具的基本概念、设计流程、材料选择、加工工艺等内容,以及课程设计的具体要求和评估标准。
第一章冲压模具概述1.1 冲压模具的定义1.2 冲压模具的分类1.2.1 单工位模具1.2.2 多工位模具1.2.3 复合模具1.3 冲压模具的基本组成部分1.3.1 上模1.3.2 下模1.3.3 引导装置1.3.4 顶针1.3.5 顶板1.4 冲压模具的工作原理1.5 冲压模具在工业生产中的应用第二章冲压模具设计流程2.1 产品设计分析2.2 模具设计准备2.2.1 工艺方案选择2.2.2 材料选择2.2.3 设计任务书编写2.3 模具零部件设计2.3.1 上模设计2.3.2 下模设计2.3.3 引导装置设计2.3.4 顶针设计2.3.5 顶板设计2.3.6 其他相关组件设计2.4 模具总体设计2.5 模具制造与加工2.6 模具调试与试产第三章冲压模具材料选择3.1 冲压模具材料性能要求3.2 常用模具材料3.2.1 工具钢3.2.2 合金工具钢3.2.3 超硬合金3.2.4 陶瓷材料3.2.5 复合材料3.3 模具材料的选择原则第四章冲压模具加工工艺4.1 冲压模具加工流程4.2 模具零部件加工4.2.1 零部件加工设备选择4.2.2 加工工艺规程确定4.2.3 加工工艺文件编制4.3 模具装配与试验4.3.1 模具装配前准备工作4.3.2 模具装配过程4.3.3 模具试验与调试4.4 模具维护与保养4.4.1 模具使用生命周期管理4.4.2 模具保养与维护方法4.4.3 模具故障排除与处理第五章课程设计要求与评估标准5.1 课程设计要求5.2 评估标准5.2.1 设计方案合理性评估5.2.2 模具设计准确性评估5.2.3 模具加工工艺评估5.2.4 模具试验与调试评估5.2.5 学生报告书评估附件1.产品设计分析报告范本2.模具零部件设计图纸范本3.模具装配图范本4.模具加工工艺文件范本5.模具试验与调试记录范本法律名词及注释1.冲压模具:指用于冲压加工的模具,用于将板材等材料加工成具有一定形状和尺寸的零件。
冲压模具课程设计说明书(圆筒类)
冲压模具课程设计说明书学校:XXXXXX系别:XXXXXX专业:模具设计与制造学号:XXXXXXXXXX姓名:XX目录1、引言1.1零件设计任务1.2零件图2、冲裁件的工艺分析2.1工件材料2.2工件结构形状2.3工件的尺寸精度2.4确定工艺方案3、冲压模具总体设计3.1模具类型3.2操作与定位方式3.3卸料及出件方式4、冲压模具工艺及设计计算4.1排样设计及计算4.1.1零件展开尺寸计算4.1.2.各部分工作尺寸4.2设备选择5、总装图6、结论7、参考文献1、引言冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以实现;没有先进的冲模,先进的冲压工艺也无法实现。
冲压工艺与模具,冲压设备与冲压材料构成冲压加工的三大要素,只有他们结合才能得出冲压件。
与机械加工及塑性加工的其他方法相比,冲压加工无论在技术方面还是经济方面都具有独特的优点,主要表现如下:(1)冲压加工的生产效率高,操作方便,易于实现机械化和自动化。
这是因为冲压是依靠冲模及冲压设备完成加工的,普通压力机的行程次数为每分钟几十次,高速压力要每分钟达数百次甚至上千次以上,而且每次冲压行程就可以得到一个冲压件。
(2)冲压时由于模具保证了冲压件的尺寸及形状精度,一般不破坏冲压件的表面质量,且模具寿命一般比较长,所以冲压的质量很稳定,互换性好,具有“一模一样”的特性。
(3)冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和硬度都较高。
(4)冲压一般没有切削碎屑生成,材料的消耗较少,且不需要加热设备,所以是一种节省材料,节能的加工方法,冲压件的成本较低。
但是,冲压加工时模具一般具有专用性,又是一个复杂零件需要数套模具才能加工成形,且模具制造的精度高,技术要求高,是技术密集型产品。
所以,只有在冲压件生产批量较大的情况下,冲压加工的有点才能充分得到体现,从而获得较好的经济效益。
冲压模具设计课程设计指导书DOC
《冲压模具设计》课程设计指导书《冲压模具设计》课程设计指导书一、课程设计的性质与目的冲模课程设计是冲压工艺及模具设计课程的一个重要环节,是运用所学知识的一次综合练习。
其主要目的是:·1.使学生初步掌握冲压工艺过程的拟定和模具结构设计与计算的步骤和方法:2.巩固、深化所学的基础及专业知识,培养独立工作能力;3.提高学生使用国标、手册和图册的能力。
二、课程设计的任务在两周的时间内完成下列任务,统一交到指定的地点。
1.拟定冲压件的工艺过程,并填写工艺过程卡1份;2.填写凸、凹模(及凸凹模)的加工工艺卡片;3.设计指定冲压件的其中一道工序的冲压模(每人设计一副不同的模具),并绘制装配图和凸、凹模零件图:1套;(注:①指定冲压件的生产批量可以根据需要进行更改;②未注尺寸公差按GB/T15055的m级)4.编写设计说明书1份,约20页左右。
三、设计原则1.装配图的零件必须完整,保证冲出合格的工件;2.模具结构简单,寿命长,成本低且与生产批量相适应;3.操作方便,安全.四、设计前的准备1.熟悉设计任务书,明确设计任务和要求;2.了解冲压零件的形状,尺寸精度和表面粗糙度,材料等技术要求和生产批量;3.配备资料:(1)冲压设备资料:从此资料中选择冲压设备的类型,规格,查出漏料孔尺寸,模柄孔尺寸,闭合高度,工作台面尺寸等,为模具设计作准备:(2)冲模标准化资料;(3)其他参考资料:《冷冲模设计》手册,《冷冲模结构图册》.五、冲模课程设计的一般步骤及方法1.分析冲压件的工艺性冲裁件的工艺性主要从冲裁件的形状,尺寸(最小孔边距,孔径,材料厚度,最大外形)精度,表面粗糙度,材料性能等逐项分析,确定冲压工序图,若有不符者,应与指导老师协商更改或采取相应的措施。
2.确定合理工艺方案(1)确定基本冲压工序的性质:冲孔,落料,冲搭边,切料边等.(2)根据基本工序的性质,数量,结合工件的形状尺寸,公差要求,材料性能,生产批量,冲压设备,模具加工条件等因素,考虑模具类型的同时确定工序组合和先后顺序,在满足冲件质量要求的前提下,选择一个经济合理的工艺方案,填写工艺过程卡片。
课程设计带凸缘筒形件首次拉深的拉深模设计
课程设计带凸缘筒形件首次拉深的拉深模设计一、工艺分析1,冲压工艺方案的设定:考虑到零件的生产批量,经过分析得采用反拉深复合膜生产。
2,先剪切条料→落料→第一次拉深→……第四次拉深→修边。
二、工艺参数的计算 。
如上右图所示的拉深件。
(1) 查表4-6选取修边余量Δd 由d 凸d=7529=2.6 、 d 凸=75mm 得出Δd=2.2实际d 凸=75+2×2.2=79.4≈79 (2),初算毛坯直径。
根据公式(4-9a )得出:D =√d 12+4d 2h +2πr (d 1+d 2)+4πr 2+d 42−d 32,将d 1=20 d 2=29 d 3=38d 4=79 h=40 r=4 代入上式得出D=√202+4×29×40+2×3.14×4(20+29)+4×3.14×42+792−382 =√6472+4797≈106,其中6472为工件不包含凸缘部分的表面积,即零件实际需要拉深部分的面积。
(3),判断能否一次拉出。
由h d =4929=1.69 、d 凸d=7929=2.72 、 t D ×100=1106x100=0.94查表4-14得出h1d 1=0.17﹣0.21、而零件实际需要的为1.69、因此不能一次拉深完成。
(4),计算拉深次数及各工序的拉深直径。
,因此需要用试凑法计算利用表4-14来进行计算,但由于有两个未知数m和d td1拉深直径。
下面用逼近法来确定第一的拉深直径。
的值为由于实际拉深系数应该比极限拉伸系数稍大,才符合要求,所以上表中d td11.5、1.6、1.7的不合适。
因为当d t的值取1.4的时候,实际拉深系数与极限拉深系数接近。
故初定第一次d1拉深直径d1=56.因以后各次拉深,按表4-8选取。
故查表4-8选取以后各次的拉深系数为当m2=0.77时d2=d1×m2=56×0.77=43mm当m2=0.79时d3=d2×m3=43×0.79=34mm当m3=0.81时d4=d3×m4=34×0.81=27mm<29mm因此以上各次拉程度分配不合理,需要进行如下调整。
冲压模具设计与制造课程设计-无凸缘圆筒形工件的首次拉深模课程设计
课程设计说明书课程名称:冲压模具设计与制造题目名称:无凸缘圆筒形工件的首次拉深模班级:姓名:学号:指导教师:评定成绩:教师评语:指导老师签名:20 年月日无凸缘圆筒形工件的首次拉深模摘要:本文简要介绍了无凸缘圆筒形零件拉深成形过程,经过对筒形零件的生产批量、零件质量要求、零件结构以及使用场合的分析,将其确定为拉深件。
用倒装拉深的方法完成零件的加工,且简要分析了坯料形状、尺寸,排样、裁板方案,拉深次数,拉深工序性质、数目和顺序。
进行了工艺力、压力中心、模具工作部分尺寸及公差的计算,并设计出模具。
同时具体分析了模具的主要零部件(如凸凹模、卸料装置、拉深凸模、垫板、凸模固定板等)的设计,冲压设备的选用,凸凹模间隙调整和编制一个重要零件的加工工艺过程。
列出了模具所需零件的详细清单,并给出了合理的装配图。
关键词:筒形件首次拉伸模倒装模目录设计任务 (1)1.冲压件工艺分析 (1)1.计算毛坯直径D (1)2.判断拉深次数 (2)3.模具压力中心的确定 (2)2.确定排样裁板方案及材料利用率计算................................................. (3)3.确定工艺方案 (3)4.相关力的计算 (4)1.计算压边力、拉深力 (4)模具工作部分尺寸的计算 (4)1.拉深模的间隙 (4)2.拉深模的圆角半径 (4)3.凸凹模工作部分的尺寸和公差 (6)4.确定凸模的通气孔 (6)模具总体的初步设计 (7)设备的选择 (9)关键零件的设计 (10)1.凸模的结构设计 (11)1.1凸模的尺寸设计 (11)2.凹模的结构设计 (11)2.1凹模的尺寸设计 (12)装配图 (12)总结 (14)参考文献.................................................................................................................. . (15)一、设计任务零件名称:盖生产批量:大批量材料:Q235材料厚度:1mm(一)冲压件工艺分析此工件为无凸缘圆筒形件,要求外形尺寸,没有厚度不变要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压模具设计课程设计学院:姓名:寒冰色手学号:专业:11机制目录1零件冲压工艺分析---------------------------------------------03 1.1 制件介绍---------------------------------------------------03 1.2 产品结构形状分析-------------------------------------------032.零件冲压工艺方案的确定--------------------------------------033冲模结构的确定-----------------------------------------------044.零件冲压工艺计算--------------------------------------------044.1零件毛坯尺寸计算-------------------------------------------044.2 排样------------------------------------------------------064.3 拉深工序的拉深次数和拉深系数的确定------------------------064.4 冲裁力、拉深力的计算--------------------------------------074.5 拉深间隙的计算--------------------------------------------094.6 拉深凸、凹模圆角半径的计算--------------------------------09 4.7 计算模具刃口尺寸------------------------------------------094.8 计算模具--------------------------------------------------105. 选用标准模架----------------------------------------------125.1 模架的类型------------------------------------------------125.2 模架的尺寸------------------------------------------------126. 选用辅助结构零件------------------------------------------136.1 导向零件的选用--------------------------------------------136.2 模柄的选用------------------------------------------------136.3 卸料装置--------------------------------------------------146.4 推件、顶件装置--------------------------------------------146.5 定位装置--------------------------------------------------147 参考文献--------------------------------------------------141零件冲压工艺分析1.1 制件介绍零件名称:心子隔套材料:08钢料厚:1.0mm批量:大批量1.2 产品结构形状分析由图1可知该零件为圆筒件经过翻遍处理,翻边处有过渡圆弧,且半径为R=2.5mm故非常适合用模具拉深或翻边进行处理,故要对毛坯进行计算。
单边间隙、拉深凸凹模及拉深高度的确定应符合制件要求。
凹凸模的设计应保证各工序间动作稳定。
尺寸精度:零件图上所有未注公差的尺寸,属于自由尺寸,可按IT14级确定工件尺寸的公差。
2 零件冲压工艺方案的确定方案一:该零件属于心子隔套,即可以认为是有凸缘筒形件去掉底部,即可用该规格的40mm的无缝钢管经过翻遍处理即可获得成品。
方案二:经过落料,拉深获得筒形件经过去底,再翻边处理获得成品。
方案三:在落料时首先获得预冲孔,经过拉深获得有凸缘圆筒,最后经过内孔上翻遍获得成品。
方案四:在落料时获得预冲孔,直接对落料进行翻边处理获得成品。
通过分析可知方案一的结构简单,对模具的设计要求也很简单,降低的设计要求和成本,但无缝钢管成本高,该零件的产量为大批量生产,故使得生产成本上升,故方案一原则上是不可取的。
方案二直接对落料拉深处理使得模具结构简单,但相对于方案一而言需要多次拉深,且需要将底部作为废料处理,使得产品的废料增多,也使得对原料的需求量变大,所以方案二的经济性比方案一高但从环保性考虑方案二没有方案一好。
方案三在落料时获得一个小的预冲孔,然后经过数次拉深处理获得一个底部带有小孔的筒形件最后经过翻边处理获得成品。
此方案增加了材料的利用率,减少了原料成本,但增加了一道翻遍工序增加了生产成本,且使得对模具设计要求增多了一个翻边工艺。
方案四同方案三相似,省去了拉深这个工艺,只需要对毛坯翻遍即可获得成品,大大降低了生产成本和对模具的设计要求,但只通过翻遍处理的零件可不可以达到零件的设计要求需要进一步计算分析才知道。
综合以上分析得知,方案四最经济,方案三可作为很好的备选项。
具体是取方案三或者是取方案四需通过下面计算来得证。
3. 冲模结构的确定3.1 模具的结构形式复合模可分为正装式和倒装式两种形式。
(1)正装式的特点:工件和冲孔废料都将落在凹模表面,必须清除后才能进行下一次冲裁,造成操作不方便、不安全,但冲出的工件表面比较平直。
(2)倒装式的特点:冲孔废料由冲孔凸模落入凹模洞口中,积聚到一定的数量,由下模漏料孔排出,不必清除废料,但工件表面平直度较差,凸凹模承受的张力较大。
3.2 模具结构的选择经分析,若工件表面平直度较差,影响零件的使用,而工件和冲孔废料在有气源车间可以方便地清除。
综合比较两种方式,决定采用正装式复合模。
4 零件冲压工艺计算4.1零件毛坯尺寸计算(1)确定零件的表面积计算。
查得教材第219的表9-1取极限翻边系数65.0min =m ,由D=39mm 可得mm D d m 35.2565.039min =⨯==∙最后求的翻边所达到的最大高度为:535.8357.0)65.01(23957.0)1(2=⨯+-=+-≈r D d D h mm而筒状尺寸H=38mm因而方案四不满足设计要求,综合以上考虑选择方案三。
环形尺寸计算:12374560)(4)(4222223=-=-=ππd d F 1/4的凹形球环:=+=)4(21r d rF ππ3π/2(39π+4×3)=634圆筒形:5.42495.3539=⨯⨯==ππdh F 因而∑F=6220.42所以得到毛坯不带修边余量的最小面积: ∑F=6220.42+25.35×25.35/4×π=6725.13 所以得到毛坯不带修边余量的最小直径:mm F D 54.924==∑π查书上160页表7-5得修边余量取3.5mm 。
故求的毛坯直径为:mm D D54.995.3254.922=⨯+=+=δ毛坯即毛坯尺寸100mm,翻边孔孔径23.5mm 。
4.2 排样1、制件的毛坯为简单的圆形件,而且尺寸比较小,考虑到操作方便,宜采用单排。
于t=1.0mm,查《冲压工艺与模具设计》附表7轧制薄钢板拟选用规格为:1.0×500×600的板料。
2、单排查教材93页表4-3得工件间距离最小为1mm 延边距离最小为1mm ,进而得排样方式如图所示,得到通过单排可以获得28件毛坯,材料利用率为73%3、双排 3.双排的工艺如图所示,板料可以裁剪成两个双排板和一个单排板,该种情况可以获得28块双排获得的毛坯,和7块单排获得的毛坯。
总共获得35块毛坯,材料利用率达到91.6%。
因此采用双排板的方式加工毛坯件。
4.3 拉深工序的拉深次数和拉深系数的确定(1)判断能否一次拉出 板料相对厚度:t/D=1.0/100×100%=1.0%故由教材155页表7-1得知采用压边圈,进而查教材174页表7-13选取极限拉深系数m=0.49由制件直径d=60mm 板料直径D=100mm 得总拉深系数:39.010039===D d m由于总拉深系数小于查表得到的极限拉深系数,故一次拉深达不到制件所需要的尺寸。
所以需要进行多次拉深。
具体需拉深几次,还需进一步计算。
查教材166页表7-8知道第二次极限拉深系数为m=0.764910049.011=⨯==D m d4024.374976.0122<=⨯==d m d故只需两次拉深即可,调整后得到的拉深系数5.01=m ,8.02=m 所以以后各次拉深工序的直径为:5011==D m d 40122==d m d以后各次拉深工序的圆角半径为r1=R1=3.5,r2=R2=2.5 第一次拉深深度为:8.31)(14.0)(43.0)(25.012211=++++-=R R dR R d D d h d p dp p 同理得h2=33.233.2+8.5=41.7>38故拉深后经过翻边工艺可以达到工艺要求。
4.4 冲裁力、拉深力的计算 (1)落料工序取10钢的强度极限δ=400Mpa 落料力:F=Lt δ=101π×1×400=126920N ≈127kN 由板料厚度为1mm 故可采用刚性卸料板。
P K P *卸卸==127×0.025=3.175 kN ;P K P *顶顶==127×0.06=7.62 kN ;顶卸P P P P +++=1=127+3.175+7.62=137.795 kN ≈138kN 。
式中: P -冲裁力,N ;L -冲裁件受剪切周边长度,mm D L 5.2357514.3=⨯==π; t -冲裁件的料厚;b σ-材料抗拉强度,查[1]第27页表1.10,取值为400 MPa ; 卸P -卸料力,N ; 顶P -顶件力,N ;卸K -卸料力系数,查[1]第52页表2.3,取值为0.025; 顶K -顶件力系数,查[1]第52页表2.3,取值为0.06; 1P -冲裁工序所需力之和。
(2)冲孔工序P =b Lt σ=25。
35×π×1×400=31.86 kN ; P K P 推推==31.86×0.05=1.6 kN ; P K P ⨯=顶顶=31。
86×0.06=1.91 kN ; 顶推=P P P P ++2=31.86+1.6+1.91=35.37 kN 。