课程设计带凸缘筒形件首次拉深的拉深模设计
窄凸缘拉深件课程设计说明书
冷冲模课程设计说明书08AL摘要本次冷冲压模具设计的内容为2045号窄凸缘圆形筒形件工艺分析与模具设计,完成了落料、首次拉深、二次拉深,三次拉深,切边五道工序。
落料和首次拉深复合模具为正装结构,拉深工件先由压边圈将工件从凸模上顶出,再由打杆组成的刚性推出装置推出制件,采用弹性卸料板卸除条料。
由于不能一次拉深出,故要三次拉深出来,第三次拉深。
条料排样方式为单排。
为了便于安装平稳以及方便操作选模座为标准中间导柱圆形模座,模柄为压入式模柄,选用单动压力机。
在落料,拉深成形完成后再完成切边工序以确保制件的形状和尺寸。
查阅相关资料和有关手册,手工绘制装配图和相关的零件图。
关键字:拉深模、正装、单排、后侧导柱、弹性卸料板目录第1章绪论 (1)1.1冲压设计概论 (1)1.2 冲压设计的基本内容 (1)1.3冲压设计的一般工作程序 (1)第2章工艺分析 (3)2.1产品冲裁工艺分析 (3)2.1.1 产品结构形状分析 (3)2.1.2 产品尺寸精度、断面质量分析 (3)2.2产品拉深工艺分析 (4)2.3计算模具压力中心 (5)第3章工艺方案的确定及工艺计算 (6)3.1工艺方案分析 (6)3.2拉深部分主要工艺参数的计算 (6)3.2.1确定修边余量 (6)3.2.3判断能否一次拉成 (6)3.2.4 试确定各工序拉深系数 (7)3.2.5 试确定圆角半径 (7)3.2.6确定各次拉深高度 (7)3.3 确定排样图 (8)3.4确定工艺卡片 (10)4.1落料和首次拉深 (11)4.1.1凸凹模工作尺寸 (11)4.1.2计算冲压力 (13)4.2二次拉深 (14)4.2.1凸凹模工作尺寸 (14)4.2.2计算拉压力 (14)4.3三次拉深 (14)4.3.1凸凹模工作尺寸 (14)4.3.2计算拉压力 (15)4.4切边 (15)第5章模具总体结构设计 (16)5.1模具的典型结构 (16)5.2 定位装置 (17)5.3 卸料装置 (17)5.3.1 条料的卸除 (17)5.3.2 工件的卸除 (17)5.4 其他零件尺寸的确定 (17)5.4.1 卸料弹簧 (17)5.4.2卸料板 (18)5.4.3模座 (18)5.5 压力机的确定 (18)结束语 (20)参考文献 (21)第1章绪论1.1冲压设计概论随着冲压技术的不断进步和冲压生产的迅速发展,对冲压设计工作提出了愈来愈高的要求。
筒形件一次拉深模具课程设计
目录序言 (2)第一部分冲压成形工艺设计 (4)Ⅰ明确设计任务,收集相关资料 (4)Ⅱ制定冲压工艺方案 (5)Ⅲ定毛坯形状,尺寸和主要参数计算...................... 6-7 第二部分冲压模具设计 (8)Ⅰ确定模具类型机结构形式 (8)Ⅱ计算工序压力,选择压力机 (8)Ⅲ计算模具压力中心 (9)Ⅳ模具零件的选用. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-12 Ⅴ冲压设备的校核 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12Ⅵ其他需要说明的问题. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13Ⅶ模具装配. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 设计总结 (14)参考文献 (15)序言目前我国模具工业与发达国家相比还相当落后。
主要原因是我国在模具标准化,模具制造工艺及设备等方面与工业发达国家相比差距很大。
随着工业产品质量的不断提高,模具产品生成呈现的品种、少批量、复杂、大型精密更新换代速度快。
模具设计与技术由于手工设备,依靠人工经验和常规机加工,技术向以计算机辅助设计,数控编程切屑加工,数控电加工核心的计算机辅助设计(CAD/CAM)技术转变。
模具生产制件所表现出来的高精度,高复杂程度,高生产率,高一致性和抵消耗是其它制造加工方面所不能充分展示出来,从而有好的经济效益,因此在批量生产中得到广泛应用,在现代工业生产中有十分重要的地位,是我国国防工业及民用生产中必不可少的加工方法。
带凸缘拉深件模具设计说明书

设计题目:宽凸缘圆筒形件拉深模具设计。
设计与计算步骤:1. 拉深工艺计算(1)修边余量的确定查表4-2(来自《冲压模具课程设计指导与范例》——化学工业出版社,以下所查各表均出自此)得修边余量∆R=4.3(2)毛坯尺寸的计算查表4-4,知222212124342()4d d h r d d r d d ππ+++++-其中1d =72,2d =78,3d =84,4d =109.6,r=3,h=32 计算出D=152mm 。
(3)确定拉深次数和拉深系数查表4-9得工件第一次拉深的最大相对高度11/0.6h d = 查表4-10得第一次拉深时的拉深系数10.51m =/0.487h d =<11/0.6h d =,所以工件可一次拉出。
2. 拉深力的计算查表4-19. 13 3.14722410 1.1203.9l b F d t k KN πσ==⨯⨯⨯⨯=3. 压边力和压边装置的设计查表4-11,确定此拉深工艺需要采用压边圈,采用弹性压边装置td11-推杆; 12-推板;13-紧固螺钉; 14-紧固螺栓; 15-空心垫板; 16-压边圈; 17-螺母; 18-下模座压边力的计算: 221[(2)]4Y A F D d r P π=-+查表4-27、4-28。
计算得:22[152(7229.6)]334.8,49.6Y A F KN π=-+⨯⨯===其中r 4.压力机吨位的选择203.934.8238.7KN F F F >+=+=压拉压力机行程应满足:S>2.5h 100mm =工件 根据表9-9,选择压力机型号J23-80。
其主要技术规格如下。
KN mm mm mm mm⨯公称压力:1000最大装模高度:480工作台尺寸:7101080连杆调节量:100滑块行程:1305.拉深模结构设计(1)拉深凸、凹模圆角半径a.凹模圆角半径r 9.6A === b.凸模圆角半径(0.6~1)0.89.67.68T A r r ==⨯= (2)拉深凸、凹模间隙查表4-32,取单边间隙Z/2=2.2mm(3)凸、凹模工作零件尺寸计算A0.12A max00000T max T0.080.08D(0.75)80d0.75Z75.6DDδδ++---=-∆==-∆-==凹模尺寸凸模尺寸()(80-0-4.4)其中A Tδδ、由表4-34查取。
纯实战宽凸缘圆筒形拉伸件级进模具设计实例
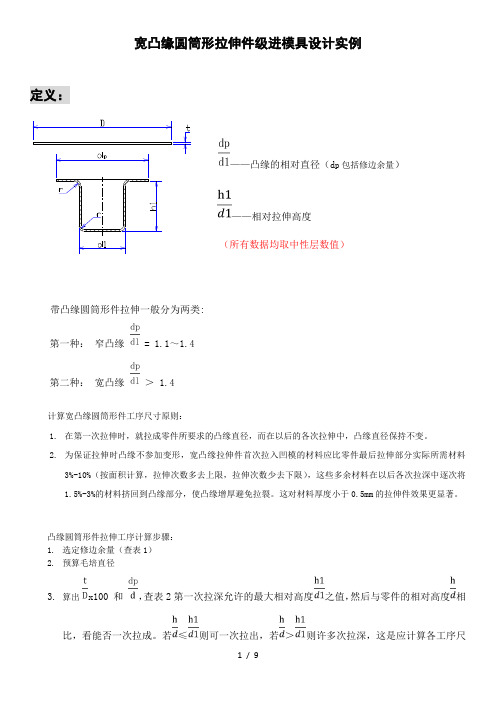
宽凸缘圆筒形拉伸件级进模具设计实例定义:——凸缘的相对直径(d p包括修边余量)——相对拉伸高度(所有数据均取中性层数值)带凸缘圆筒形件拉伸一般分为两类:第一种:窄凸缘 = 1.1~1.4第二种:宽凸缘> 1.4计算宽凸缘圆筒形件工序尺寸原则:1.在第一次拉伸时,就拉成零件所要求的凸缘直径,而在以后的各次拉伸中,凸缘直径保持不变。
2.为保证拉伸时凸缘不参加变形,宽凸缘拉伸件首次拉入凹模的材料应比零件最后拉伸部分实际所需材料3%-10%(按面积计算,拉伸次数多去上限,拉伸次数少去下限),这些多余材料在以后各次拉深中逐次将1.5%-3%的材料挤回到凸缘部分,使凸缘增厚避免拉裂。
这对材料厚度小于0.5mm的拉伸件效果更显著。
凸缘圆筒形件拉伸工序计算步骤:1.选定修边余量(查表1)2.预算毛培直径3.算出x100 和,查表2第一次拉深允许的最大相对高度之值,然后与零件的相对高度相比,看能否一次拉成。
若≤则可一次拉出,若>则许多次拉深,这是应计算各工序尺寸。
4.查表3第一次拉深系数m1,查表4以后各工序拉深系数m2、m3、m4……,并预算各工序拉深直径,得出拉深次数。
5.调整各工序拉深系数。
计算实例1.产品件简化凸缘直径:d p=74.9 拉伸直径:d=43.15 拉伸高度:H=19.5 材料厚度:t=1 2.修边余量表1 带凸缘拉深件修边余量凸缘尺寸dp相对凸缘尺寸 dp/d≤1.5 >1.5~2 >2~2.5 >2.5~325 1.6 1.4 1.2 1 50 2.5 2 1.8 1.6 100 3.5 3 2.5 2.2 150 4.3 3.6 3 2.5 200 5 4.2 3.5 2.7 250 5.5 4.6 3.8 2.8 300 6 5 4 3相对凸缘尺寸:=74/43.15=1.71 ;根据上面的表格(表1) 1.5<=1.71<2 ;50<dp=74 <100则,带凸缘的拉伸件修边余量:2~3,取值 3 则,带凸缘的拉伸件修边余量:Δd=3 mm3. 展开根据成型前后中性层的面积不变原理使用UG 测量出拉深件中性层面积7379.0492 mm ² (不推荐使用公式计算,个人感觉一般计算得数偏大,故本文省略公式) 则,展开尺寸D== 96.95≈97 mm凸缘直径:d 凸=80.9拉伸直径:d=43.15拉伸高度:H=19.5材料厚度:t=1修边余量:Δd=3展开直径:D=974. 拉深系数确定表2 带凸缘拉深件的首次拉深系数凸缘相对直径dp/d1 材料相对厚度x100≤0.2>0.2~0.5 >0.5~0.1 >1~1.5 >1.5≤1.1 0.64 0.62 0.6 0.58 0.55 >1.1~1.3 0.60 0.59 0.58 0.56 0.53 >1.3~1.5 0.57 0.56 0.55 0.53 0.51 >1.5~1.8 0.53 0.52 0.51 0.50 0.49 >1.8~2 0.470.46 0.45 0.440.43凸缘相对直径dp/d1 材料相对厚度x100≤0.2 >0.2~0.5 >0.5~0.1 >1~1.5 >1.5 ≤1.1 0.45 0.50 0.57 0.65 0.75 >1.1~1.3 0.40 0.45 0.50 0.56 0.65 >1.3~1.50.350.40 0.45 0.500.58>1.5~1.8 0.29 0.34 0.37 0.42 0.48>1.8~2 0.25 0.29 0.32 0.36 0.42表4 带凸缘拉深件的以后各次拉深系数凸缘相对直材料相对厚度x100径dp/d1≤0.2 >0.2~0.5 >0.5~0.1 >1~1.5 >1.5 m2 0.80 0.79 0.78 0.76 0.75m3 0.82 0.81 0.80 0.79 0.78m4 0.85 0.83 0.82 0.81 0.80m5 0.87 0.86 0.85 0.84 0.82(1)验证可否一次完成拉伸材料相对厚度:t/D=1/97×100=1.03≈1凸缘相对直径:dp/d=80.9/43.15=1.87总的拉伸系数:M=d/D=43.15/97=0.45根据上表(附表2):0.5< t/D ≤1;1.8< dp/d <2则有工艺切口的首次最小拉伸系数 M1=M根据上表(附表3)有工艺切口的首次拉伸最大相对高度:h/d=19.5/43.15=0.45>0.32所以,根据 M1=M 和 h/d=0.45>0.32 ,判定一次拉伸不能成功,需要多步拉伸。
深 筒 拉 深 件 的 拉 深 课程设计

课程设计(论文)题目:深筒拉深件的拉深课程:冲压工艺与模具设计院(部):专业:模具一体化(模具方向)班级:学生姓名:学号:设计期限:2011-09-08─2011-09-26指导老师:目录一.冲压件工艺分析--------------------------------------------------------3二.工艺方案及模具结构类型1.工艺方案分析-----------------------------------------------------------------------3 2.主要参数计算--------------------------------------------------------------------------4 三.确定排样图和裁板方案1.裁板方案--------------------------------------------------------------------------------5 2.排样设计--------------------------------------------------------------------------------5四. 计算工序冲压力、压力中心以及初选压力机1. 落料力的计算--------------------------------------------------------------------------62 卸料力F和顶件力3Q F的计算----------------------------------------------------6 Q13 压边力的计算-------------------------------------------------74 拉深力的计算-------------------------------------------------75、压力中心的计算-----------------------------------------------76 压力机的选择-------------------------------------------------8五.工件零件刃口尺寸的计算-----------------------------9六.工件零件结构尺寸和公差的确定1 整体落料凹模板的厚度H的确定:-------------------------------102 凹模板长度L的计算-------------------------------------------103 其他零件结构尺寸---------------------------------------------11七、模具总装配图八、八、校核冲压设备基本参数九.参考文献------------------------------------------12十、致谢-------------------------------------------------------------------12结论--------------------------------------------------------------------------------------13一、冲压件工艺分析1、材料:该冲裁件的材料是08AL-ZF ,具有很好的可拉深性能。
5 带凸缘筒形件的拉深
模块五带凸缘筒形件的拉深
一、项目导入(10分钟)
可采用拉深成型工序完成的零件的形态多种多样,通过本章节的学习,同学们已经掌握了圆筒形拉深件的拉深工艺及模具设计,那么除圆筒形拉深件以外,其他形态拉深件的成型方式是怎么样的呢?在本模块中将介绍典型的带凸缘筒形件的拉深工艺。
知识讲解(90分钟)。
4.5 带凸缘筒形件拉深
有凸缘筒形件的拉深变形原理与一般圆筒形件是相同的,但由于带有凸缘(图4-43),其拉深方法及计算方法与一般圆筒形件有一定的差别。
1.有凸缘圆筒形件一次成形拉深极限
有凸缘圆筒形件的拉深过程和无凸缘圆筒形件相比,其区别仅在于前者将毛坯拉深至某一时刻,达到了零件所要求的凸缘直径d t 时拉深结束;而不是将凸缘变形区的材料全部拉入凹模内。
所以,从变形区的应力和应变状态看两者是相同的。
图4-43有凸缘圆形件与坯料图图4-44拉深时凸缘尺寸的变化
图 4-46宽凸缘零件的拉深方法
分钟)
对右图中的带凸缘筒形件进行拉深工艺分析?确定拉深件的工艺方案,完成工艺计算?
查表得工件第一次拉深的最大相对高度
m
查表得第一次拉深时的拉深系数
1
推杆; 12-推板;13-紧固螺钉; 14-紧固螺栓; 15-空心垫板; 16-压边圈;螺母; 18-下模座 压边力的计算: 22
1[(2)]4
Y A F D d r P π=-+
查表。
计算得:
22
[152(7229.6)]334.8,40.8()0.8(15280)29.6
A KN D d t π=-+⨯⨯==-=-⨯=其中r
6)压力机吨位的选择
203.934.8238.7KN F F >+=+=压拉。
有凸缘筒形件拉深设计说明书

J I A N G S U U N I V E R S I T Y本科毕业论文有凸缘筒形件成型工艺与工装设计The process planning of the drawing of the tube-shaped flangepart.学院名称:材料学院专业班级:材料成型052学生姓名:秦亚飞指导教师姓名:刘忠德指导教师职称:教授2009年 5 月目录摘要 (1)引言 (1)第一章有凸缘筒形件拉深工艺分析 (1)§1.1 零件冲压工艺分析 (1)§1.2 拟定工艺方案 (1)1.2.1 冲压工序分析 (1)1.2.2判断拉深次数 (2)1.2.3判断是否需要压边力 (2)1.2.4确定各次拉深系数 (2)1.2.5确定各次拉深圆角半径 (3)1.2.6计算拉深高度 (3)1.2.7拟定工序图 (3)1.2.8拟定工艺方案 (3)§1.3 毛坯尺寸及排样设计 (4)1.3.1毛坯尺寸设计 (4)1.3.2排样设计 (4)第二章通过压力计算初选压力机 (5)§2.1 落料力的计算 (5)§2.2 正拉深相关力的计算 (5)2.2.1拉深力的计算 (5)§2.3 反拉深相关力的计算 (6)2.3.1 拉深力的计算 (6)2.3.2压边力的计算 (6)§2.4 压力机的选择 (6)2.4.1公称压力的计算 (6)2.4.2选择压力机 (6)第三章模具工作部分尺寸计算 (7)§3.1正拉深部分 (7)§3.2反拉深部分 (8)第四章模具结构设计 (9)§4.1复合模 (9)4.1.1 复合模的特点 (9)4.1.2 最小壁厚 (9)§4.2复合模正装与倒装的比较 (10)§4.3模具结构选择 (13)第五章模具主要零部件设计 (15)§5.1 正拉深凸、凹模的设计 (15)5.1.1模壁厚的计算 (15)5.1.2高度的确定 (15)5.1.3强度的校核 (15)5.1.4最大长度校核 (15)5.1.5结构形式 (15)§5.2 凸模的设计 (16)5.2.1长度的计算 (16)5.2.2强度的校核 (16)5.2.3最大长度校核 (16)5.2.4固定形式 (16)5.2.5结构形式 (16)§5.3落料凹模的设计 (17)5.3.1模壁厚的计算 (17)5.3.2刃壁高度 (17)5.3.3模具高度计 (17)5.3.4固定形式 (17)5.3.5结构形式 (17)§5.4落料凸模的设计 (18)5.4.1壁厚的计算 (18)5.4.2高度的计算 (18)5.4.3外缘直径D的计算 (18)5.4.4结构形式 (18)§5.5卸料板的设计 (19)5.5.1直径的计算 (19)5.5.2厚度的计算 (19)§5.6导料板的设计 (19)5.6.1直径的计算 (19)5.6.2厚度的计算 (19)§5.7压料装置的设计 (19)5.7.1结构形式 (19)5.7.2橡胶的设计 (20)§5.8顶料装置的设计 (20)第六章压力机校核及模具安装 (21)§6.1压力机的的选用 (21)§6.2 模具安装 (21)设计小结 (22)致谢 (23)参考文献 (24)有凸缘筒形件拉深工艺分析及工装设计专业班级:材料成型052 学生姓名:秦亚飞指导教师:刘忠德职称:教授摘要:有凸缘筒形件被广泛用在很多领域和场合,例如发动机端盖等。
课程设计带凸缘筒形件首次拉深的拉深模设计
课程设计带凸缘筒形件首次拉深的拉深模设计一、工艺分析1,冲压工艺方案的设定:考虑到零件的生产批量,经过分析得采用反拉深复合膜生产。
2,先剪切条料→落料→第一次拉深→……第四次拉深→修边。
二、工艺参数的计算 。
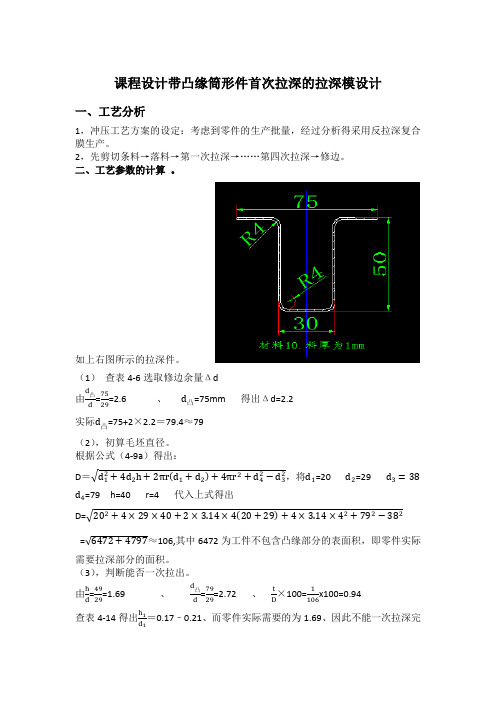
如上右图所示的拉深件。
(1) 查表4-6选取修边余量Δd 由d 凸d=7529=2.6 、 d 凸=75mm 得出Δd=2.2实际d 凸=75+2×2.2=79.4≈79 (2),初算毛坯直径。
根据公式(4-9a )得出:D =√d 12+4d 2h +2πr (d 1+d 2)+4πr 2+d 42−d 32,将d 1=20 d 2=29 d 3=38d 4=79 h=40 r=4 代入上式得出D=√202+4×29×40+2×3.14×4(20+29)+4×3.14×42+792−382 =√6472+4797≈106,其中6472为工件不包含凸缘部分的表面积,即零件实际需要拉深部分的面积。
(3),判断能否一次拉出。
由h d =4929=1.69 、d 凸d=7929=2.72 、 t D ×100=1106x100=0.94查表4-14得出h1d 1=0.17﹣0.21、而零件实际需要的为1.69、因此不能一次拉深完成。
(4),计算拉深次数及各工序的拉深直径。
,因此需要用试凑法计算利用表4-14来进行计算,但由于有两个未知数m和d td1拉深直径。
下面用逼近法来确定第一的拉深直径。
的值为由于实际拉深系数应该比极限拉伸系数稍大,才符合要求,所以上表中d td11.5、1.6、1.7的不合适。
因为当d t的值取1.4的时候,实际拉深系数与极限拉深系数接近。
故初定第一次d1拉深直径d1=56.因以后各次拉深,按表4-8选取。
故查表4-8选取以后各次的拉深系数为当m2=0.77时d2=d1×m2=56×0.77=43mm当m2=0.79时d3=d2×m3=43×0.79=34mm当m3=0.81时d4=d3×m4=34×0.81=27mm<29mm因此以上各次拉程度分配不合理,需要进行如下调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
恩施职业技术学院课程设计课程名称_ 冲压工艺与模具设计 _题目名称带凸缘筒形件首次拉深设计学生学院恩施职业技术学院专业班级模具设计与制造091261班学号 09126152学生姓名夏满指导教师黄雁飞20 11 年05 月12日设计目录设计目的通过此次拉深模实际旨在让我们了解一般拉深模的设计思路,设计歩骤,把课堂上的理论知识综合起来,提高我们对模具设计的认知能力,进而能独自设计出来一套模具。
任务书………………………………………………………………………………………………………………………. 一,工艺分析……………………………………………………………………………………………………………………1,冲压工艺方案的确定2,工艺流程二,工艺参数计算…………………………………………………………………………………………………………….1,修边余量的计算2,初算毛坯直径3,判断能否一次拉出4,计算拉深次数及各工序的拉深直径5,首次拉深凹模、凸模圆角半径的确定6,毛坯直径的调整7,第一次相对高度的校核8,计算以后各次拉深直径9,画出工序图三,零件的排样及压力机吨位的选择………………………………………………………………………………1,零件的排样(1)零件排样(2)一个歩距范围内的材料利用率2,压力机吨位的选择(1)冲裁力的计算(2)压边力的计算(3)拉深力的计算(4)卸料力的计算(5)总压力四,模具的结构形式及模具工作部分尺寸的计算……………………………………………………………1,模具的结构2,卸料弹簧的选取3,模具工作部分尺寸的计(1)落料模(2)拉深模4,其它零件结构的计算(1)闭合高度(2)上模座弹簧沉孔的深度(3)下模座卸料螺钉沉孔的深度(4)卸料螺钉的长度(5)推杆的长度五,模具总装图与落料拉深模明细表………………………………………………………………………………六,模具的装配……………………………………………………………………………………………………………….. 七,个人总结……………………………………………………………………………………………………………………八,参考书目……………………………………………………………………………………………………………………九,小组成员名单及任务分配…………………………………………………………………………………………. 十,结束语……………………………………………………………………………………………………………………...恩施职业技术学院课程设计任务书题目名称冲压工艺与模具设计学生学院恩施职业技术学院专业班级模具设计与制造091261班姓名夏满学号 .一、课程设计的内容根据给定的冲压零件图进行产品的冲压工艺分析和比较,制定合理的冲压工艺方案,进行有关工艺计算,确定冲压模具的类型和结构,选择冲压设备,绘制模具的装配图及零件图,编制冲压工艺卡,并撰写设计说明书。
二、课程设计的要求与数据1.课程设计时间共2周,按时独立完成课程设计任务,符合学校对课程设计的规范化要求;2.绘制所设计模具的装配图和非标件零件图:图纸整洁,布局合理,图样和标注符合国家标准;3.编制冲压工艺卡,撰写设计计算说明书(约20页):要求公式使用准确,计算正确,语言流畅,书写工整,插图清晰整齐;4.设计说明书与图纸按学校规定装订成册。
三、课程设计应完成的工作1.冲压工艺设计:包括分析零件的冲压工艺性,拟订冲压件的工艺方案,确定合理的排样形式、裁板方法,并计算材料的利用率;确定模具结构及尺寸等;2.根据总冲压力及考虑模具的结构尺寸选择成形设备的型号;3.模具结构及其零部件设计:设计一道工序的冲模,绘制冲模总装配图及主要零件图;4.冲压工艺过程卡片;5.设计计算说明书。
四、课程设计进程安排五、应收集的资料及主要参考文献1. 教材2. 设计手册发出任务书日期:20 11年 5 月 3 日指导教师签名:计划完成日期: 20 11年 5 月 13 日基层教学单位责任人签章:课程设计带凸缘筒形件首次拉深的拉深模设计一、工艺分析1,冲压工艺方案的设定:考虑到零件的生产批量,经过分析得采用反拉深复合膜生产。
2,先剪切条料→落料→第一次拉深→……第四次拉深→修边。
二、工艺参数的计算 。
如上右图所示的拉深件。
(1) 查表4-6选取修边余量Δd 由d 凸d=7529=2.6 、 d 凸=75mm 得出Δd=2.2实际d 凸=75+2×2.2=79.4≈79 (2),初算毛坯直径。
根据公式(4-9a )得出:D =√d 12+4d 2h +2πr (d 1+d 2)+4πr 2+d 42−d 32,将d 1=20 d 2=29 d 3=38d 4=79 h=40 r=4 代入上式得出D=√202+4×29×40+2×3.14×4(20+29)+4×3.14×42+792−382 =√6472+4797≈106,其中6472为工件不包含凸缘部分的表面积,即零件实际需要拉深部分的面积。
(3),判断能否一次拉出。
由h d =4929=1.69 、d 凸d=7929=2.72 、 t D ×100=1106x100=0.94查表4-14得出h1d 1=0.17﹣0.21、而零件实际需要的为1.69、因此不能一次拉深完成。
(4),计算拉深次数及各工序的拉深直径。
,因此需要用试凑法计算利用表4-14来进行计算,但由于有两个未知数m和d td1拉深直径。
下面用逼近法来确定第一的拉深直径。
的值为由于实际拉深系数应该比极限拉伸系数稍大,才符合要求,所以上表中d td11.5、1.6、1.7的不合适。
因为当d t的值取1.4的时候,实际拉深系数与极限拉深系数接近。
故初定第一次d1拉深直径d1=56.因以后各次拉深,按表4-8选取。
故查表4-8选取以后各次的拉深系数为当m2=0.77时d2=d1×m2=56×0.77=43mm当m2=0.79时d3=d2×m3=43×0.79=34mm当m3=0.81时d4=d3×m4=34×0.81=27mm<29mm因此以上各次拉程度分配不合理,需要进行如下调整。
由于拉深系数差值比较接近,因此各次拉深变形程度比较合理。
(5),由筒形件首次拉深,凹模圆角半径确定公式R 凹1=0.8√(D −D 凹)×t 得出R 凹1=6mm以后各次拉深时,凹模圆角半径应逐渐减小、其关系为R 凹n =(0.6-0.8)R n−1,故R 凹2=5.5mm R 凹3=4.5mm R 凹4=4mm又根据公式R 凸n =(0.7-1)R 凸n ,故每次拉深凸模圆角半径取值为R 凸1=5.5mm R 凸2=5mm R 凸3=4.5mm R 凸4=4mm(6),调整毛坯直径。
设第一次拉入凹模的材料比实际需要要多5%,故修正后的毛坯直径为D 1=√6472×1.05+4797=108mm 由公式得出第一次拉深高度为:h 1=0.25(D 12−d t 2)d 1+0.43(r 1+R 1) +0.14﹙r 12-R 12﹚d 1将D 1=108mm 、d t =79mm 、d 1=58mm 、r 1=6mm 、R 1=6.5mm 代入上式得h 1=30mm注:R 为凹模的圆角半径,R 为工件半径。
(7),校核第一次相对高度。
查表4-14得出,由d t d 1=7958=1.36 t D ×100=1108×100=0.93 得出许可的最大高度为[h 1d 1]=0.53﹥h 1d 1=3058=0.51,符合要求。
(8),计算以后各次的拉深高度。
设第二次多拉入3%的材料(其余2%的材料返回到凸缘上),先求假想毛坯直径。
D 2=√6472×1.03+4797=107mm h 2=0.25(D 22-d t 2)d 2+0.43(r 2+R 2) +0.14﹙r 22-R 22﹚d 2将D 2=107mm 、d t =79mm 、d 2=44mm 、r 2=6mm 、R 2=6mm,代入上式求得h 2=34.75mm 。
设多第三次拉入1.5%的材料(其余0.5%返回到凸缘上),先假想求出毛坯直径。
D 3=√6742×1.03+4797=106.4mm h 3=0.25(D 32-d t 2)d 3+0.43(r 3+R 3) +0.14﹙r 32-R 32﹚d 3将D 3=106.4mm 、d t =79mm 、d 2=35mm 、r 3=5mm 、R 3=5mm ,带入上式得出h 3=36.3mm 、h 4=49mm.(9),画出各次拉深的工序图。
按照以上冲裁、第一次拉深、第二次拉深、第三次拉深、第四次拉深完成后,在经过修正得到自重需要的尺寸,即完成所需工件的加工。
三,零件的排样及压力机吨位的选择。
1,零件的排样。
①,经过计算得出毛坯的直径为Φ108,考虑到操作的安全与方便,采用如下单排方式。
零件的排样图如下。
其中搭边值由表2-8选取,则工件间搭边a1=0.08mm侧搭边a=1mm、歩距L=d+a1=108mm,条料宽b=D+2a=108+2=110mm。
② ,计算一个歩距范围内的材料利用率。
由η=ABS 其中A 为一个歩距内冲裁件的实际面积,S 为进料进距(即为相邻两个制件对应点的距离,这里的S 为相邻两圆圆心间的距离,B 为条料宽度。
由排样图中所标数据故η=πR 2108.8×110×100%=3.14×542108.8×110×100%=9156.2411968×100%=76.5% 2, 压力机吨位的选择。
① ,冲裁力的计算。
由公式(2-24)、F =ktL τ其中L 为冲裁边周长、t 为材料厚度、τ为抗剪强度、K 为系数,系数K 在实际生产中一般取K =1.3这里t =1mm 、L=2πR 、R=54mm 、τ查附录表一取τ=300MPa 故F 落=1.3×2×3.14×54×1×300=132256.8N ② ,压边力的计算。
由tD ×100=0.94,查表4-1得,拉深的时候需要采用压边圈。
由表4-16得出拉深时首次拉深压边力的计算公式为F 压=π4[d 02-(d 1﹢2r 凹)2] Ρ注:r 凹为筒形件首次拉深时凹模圆角半径、d 1为首次拉深直径。
由题已知得出r 凹=6、d 0=79、d 1=58、又因材料为08钢,P 的取值范围为1.5-3,这里P 取2.6代入上式计算得出首次拉深时压边力F 压=π4[792+(58+2×6﹚2] ×2.6≈3000N以后各次压边力按F 压=π4[d n−12−(d n +2r 凹)2] Ρ来计算。