工作螺纹量规紧密距计算公式和具体尺寸
[指南]螺纹大径、中径、小径计算公式
![[指南]螺纹大径、中径、小径计算公式](https://img.taocdn.com/s3/m/c131c5380166f5335a8102d276a20029bc646351.png)
紧固件生产中应用的相关计算公式0000一、60°牙型的外螺纹中径计算及公差(国标GB 197/196)0000a. 中径基本尺寸计算: 螺纹中径的基本尺寸=螺纹大径-螺距×系数值公式表示:d/D-P×0.6495 0000例:外螺纹M8螺纹中径的计算8-1.25×0.6495=8-0.8119≈7.188 0000b.常用的6h外螺纹中径公差(以螺距为基准) 上限值为”0”下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118 P1.5-0.132 P1.75-0.150 P2.0-0.16 P2.5-0.17 上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07 0000C常用的6g级外螺纹中径基本偏差: (以螺距为基准) P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032 P1.75-0.034 P2-0.038 P2.5-0.042 上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差例M8的6g级中径公差值:上限值7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042 0000注:①以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出. 0000②螺纹的光杆坯径尺寸在生产实际中根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,例我们公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围. 0000③考虑到生产过程的需要外螺纹在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准0000二、60°内螺纹中径计算及公差(GB 197 /196) 0000a. 6H级螺纹中径公差(以螺距为基准) 上限值: P0.8+0.125 P1.00+0.150 P1.25+0.16 P1.5+0.180 P1.25+0.00 P2.0+0.212 P2.5+0.224 下限值为”0”, 上限值计算公式2+TD2即基本尺寸+公差例M8-6H内螺纹中径为:7.188+0.160=7.348 上限值:7.188为下限值0000b. 内螺纹的中径基本尺寸计算公式与外螺纹相同即D2=D-P×0.6495即内螺纹中径螺纹大径-螺距×系数值0000c. 6G级螺纹中径基本偏差E1(以螺距为基准) P0.8+0.024 P1.00+0.026 P1.25+0.028 P1.5+0.032 P1.75+0.034 P1.00+0.026 P2.5+0.042 例:M8 6G级内螺纹中径上限值:7.188+0.026+0.16=7.374 下限值:7.188+0.026=7.214 上限值公式2+GE1+TD2即中径基本尺寸+偏差+公差下限值公式2+GE1即中径尺寸+偏差0000三、外螺纹大径的计算及公差(GB 197/196) 0000a. 外螺纹的6h大径上限值即螺纹直径值例M8为φ8.00上限值公差为”0”0000b. 外螺纹的6h级大径下限值公差(以螺距为基准) P0.8-0.15 P1.00-0.18 P1.25-0.212 P1.5-0.236 P1.75-0.265 P2.0-0.28 P2.5-0.335 大径下限计算公式:d-Td 即螺纹大径基本尺寸-公差例:M8外螺纹6h大径尺寸:上限为φ8,下限为φ8-0.212=φ7.788 0000c. 外螺纹6g级大径的计算与公差6g级外螺纹的基准偏差(以螺距为基准) P0.8-0.024 P1.00-0.026 P1.25-0.028 P1.5-0.032 P1.25-0.024 P1.75 –0.034 P2.0-0.038 P2.5-0.042 上限计算公式d-ges 即螺纹大径基本尺寸-基准偏差下限计算公式d-ges-Td 即螺纹大径基本尺寸-基准偏差-公差例: M8 外螺纹6g级大径上限值φ8-0.028=φ7.972 下限值φ8-0.028-0.212=φ7.76 0000注:①螺纹的大径是由螺纹光杆坯径及搓丝板/滚丝轮的牙型磨损程度来决定的,而且其数值在同样毛坯及螺纹加工工具的基础上与螺纹中径成反比出现即中径小则大径大,反之中径大则大径小. 0000②对需进行热处理和表面处理等加工的零件,考虑到加工过程的关系实际生产时应将螺纹大径控制在6h级的下限值加0.04mm以上,如M8的外螺纹在搓(滚)丝的大径应保证在φ7.83以上和7.95以下为宜. 0000四、内螺纹小径的计算与公差0000a. 内螺纹小径的基本尺寸计算(D1) 螺纹小径基本尺寸=内螺纹基本尺寸-螺距×系数例:内螺纹M8的小径基本尺寸8-1.25×1.0825=6.646875≈6.647 0000b. 内螺纹6H级的小径公差(以螺距为基准)及小径值计算P0.8 +0. 2 P1.0 +0. 236 P1.25 +0.265 P1.5 +0.3 P1.75 +0.335 P2.0 +0.375 P2.5 +0.48 内螺纹6H级的下限偏差公式D1+HE1即内螺纹小径基本尺寸+偏差注:6H级的下偏值为“0”内螺纹6H级的上限值计算公式=D1+HE1+TD1即内螺纹小径基本尺寸+偏差+公差例:6H级M8内螺纹小径的上限值6.647+0=6.647 6H级M8内螺纹小径的下限值6.647+0+0.265=6.912 0000c. 内螺纹6G级的小径基本偏差(以螺距为基准)及小径值计算P0.8 +0.024 P1.0 +0.026 P1.25 +0.028 P1.5 +0.032 P1.75 +0.034 P2.0 +0.038 P2.5 +0.042 内螺纹6G级的小径下限值公式=D1+GE1即内螺纹基本尺寸+偏差例: 6G级M8内螺纹小径的下限值 6.647+0.028=6.675 6G 级M8内螺纹小径的上限值公式D1+GE1+TD1即内螺纹基本尺寸+偏差+公差例: 6G级M8内螺纹小径的上限值是6.647+0.028+0.265=6.94 注:①内螺纹的牙高直接关系到内螺纹的承载力矩的大小,故在毛坯生产中应尽量在其6H级上限值以内0000②在内螺纹的加工过程中,内螺纹小径越小会给加工具——丝锥的使用效益有所影响.从使用的角度讲是小径越小越好,但综合考虑时一般采用小径的在中限至上限值之间,如果是铸铁或铝件时应采用小径的下限值至中限值之间0000③内螺纹6G级的小径在毛坯生产中可按6H级执行,其精度等级主要考虑螺纹中径的镀层,故只在螺纹加工时考虑丝锥的中径尺寸而不必考虑光孔的小径。
各种螺纹的计算公式收集

各种螺纹的计算公式收集螺纹是一种常见的螺旋形状,在工程设计和制造中广泛应用。
不同类型的螺纹有不同的计算公式。
下面收集了一些常见的螺纹计算公式。
1. 螺距(Pitch)的计算公式:螺距是指螺纹螺旋线上两个相邻螺纹峰值之间的距离。
计算公式如下:螺距=π×直径/螺纹的齿数2. 螺纹齿数(Number of Teeth)的计算公式:螺纹齿数是指在螺纹的整个周长上的螺纹齿的数量。
计算公式如下:齿数=周长/螺距3. 外螺纹直径(External Thread Diameter)的计算公式:外螺纹直径是指螺纹外部峰值之间的距离。
计算公式如下:外螺纹直径=螺距×螺纹齿数/π4. 内螺纹直径(Internal Thread Diameter)的计算公式:内螺纹直径是指螺纹内部峰值之间的距离。
计算公式如下:内螺纹直径=外螺纹直径-2×螺纹深度5. 螺纹深度(Thread Depth)的计算公式:螺纹深度是指螺纹的槽部分的深度,即螺纹高度。
计算公式如下:螺纹深度=外螺纹直径-内螺纹直径6. 螺旋角(Helix Angle)的计算公式:螺旋角是指螺纹螺旋线与轴线之间的夹角。
计算公式如下:螺旋角 = arctan(螺距 / 周长)7. 铰孔直径(Tap Drill Diameter)的计算公式:铰孔直径是指用于加工内螺纹的初始孔径。
计算公式如下:铰孔直径=外螺纹直径-1.0825×螺距8. 螺纹切削速度(Cutting Speed)的计算公式:螺纹切削速度是指螺纹在加工过程中的线速度。
计算公式如下:切削速度=π×外螺纹直径×转速这些公式是螺纹计算中的基本公式,可以帮助工程师在设计和制造过程中确定螺纹的各个参数。
在实际应用中,还会考虑材料的性质、工具的选择和加工方法等因素,以确保螺纹的质量和可靠性。
螺纹大径、中径、小径计算公式-螺栓中经计算公式

紧固件生产中应用的相关计算公式令狐采学一、60°牙型的外螺纹中径计算及公差(国标GB 197/196)a. 中径基本尺寸计算: 螺纹中径的基本尺寸=螺纹大径-螺距×系数值公式表示:d/D-P×0.6495例:外螺纹M8螺纹中径的计算 8-1.25×0.6495=8-0.8119≈7.188 b.常用的6h外螺纹中径公差(以螺距为基准) 上限值为”0” 下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118 P1.5-0.132 P1.75-0.150 P2.0-0.16 P2.5-0.17 上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07C常用的6g级外螺纹中径基本偏差: (以螺距为基准) P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032 P1.75-0.034 P2-0.038 P2.5-0.042 上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差例M8的6g级中径公差值:上限值7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042注:①以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出.②螺纹的光杆坯径尺寸在生产实际中根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,例我们公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围.③考虑到生产过程的需要外螺纹在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准二、60°内螺纹中径计算及公差(GB 197 /196)a. 6H级螺纹中径公差(以螺距为基准) 上限值: P0.8+0.125 P1.00+0.150 P1.25+0.16 P1.5+0.180 P1.25+0.00 P2.0+0.212 P2.5+0.224 下限值为”0”, 上限值计算公式2+TD2即基本尺寸+公差例M8-6H内螺纹中径为:7.188+0.160=7.348 上限值:7.188为下限值b. 内螺纹的中径基本尺寸计算公式与外螺纹相同即D2=D-P×0.6495即内螺纹中径螺纹大径-螺距×系数值c. 6G级螺纹中径基本偏差E1(以螺距为基准) P0.8+0.024 P1.00+0.026 P1.25+0.028 P1.5+0.032 P1.75+0.034 P1.00+0.026 P2.5+0.042 例:M8 6G级内螺纹中径上限值:7.188+0.026+0.16=7.374 下限值:7.188+0.026=7.214 上限值公式2+GE1+TD2即中径基本尺寸+偏差+公差下限值公式2+GE1即中径尺寸+偏差三、外螺纹大径的计算及公差(GB 197/196)a. 外螺纹的6h大径上限值即螺纹直径值例M8为φ8.00上限值公差为”0”b. 外螺纹的6h级大径下限值公差(以螺距为基准) P0.8-0.15 P1.00-0.18 P1.25-0.212 P1.5-0.236 P1.75-0.265 P2.0-0.28 P2.5-0.335 大径下限计算公式:d-Td 即螺纹大径基本尺寸-公差例:M8外螺纹6h大径尺寸:上限为φ8,下限为φ8-0.212=φ7.788c. 外螺纹6g级大径的计算与公差 6g级外螺纹的基准偏差(以螺距为基准) P0.8-0.024 P1.00-0.026 P1.25-0.028 P1.5-0.032 P1.25-0.024 P1.75 –0.034 P2.0-0.038 P2.5-0.042 上限计算公式 d-ges 即螺纹大径基本尺寸-基准偏差下限计算公式 d-ges-Td 即螺纹大径基本尺寸-基准偏差-公差例: M8 外螺纹6g级大径上限值φ8-0.028=φ7.972 下限值φ8-0.028-0.212=φ7.76注:①螺纹的大径是由螺纹光杆坯径及搓丝板/滚丝轮的牙型磨损程度来决定的,而且其数值在同样毛坯及螺纹加工工具的基础上与螺纹中径成反比出现即中径小则大径大,反之中径大则大径小.②对需进行热处理和表面处理等加工的零件,考虑到加工过程的关系实际生产时应将螺纹大径控制在6h级的下限值加0.04mm以上,如M8的外螺纹在搓(滚)丝的大径应保证在φ7.83以上和7.95以下为宜.四、内螺纹小径的计算与公差a. 内螺纹小径的基本尺寸计算(D1) 螺纹小径基本尺寸=内螺纹基本尺寸-螺距×系数例:内螺纹M8的小径基本尺寸8-1.25×1.0825=6.646875≈6.647b. 内螺纹6H级的小径公差(以螺距为基准)及小径值计算P0.8 +0. 2 P1.0 +0. 236 P1.25 +0.265 P1.5 +0.3 P1.75 +0.335 P2.0 +0.375 P2.5 +0.48 内螺纹6H级的下限偏差公式D1+HE1即内螺纹小径基本尺寸+偏差注:6H级的下偏值为“0” 内螺纹6H级的上限值计算公式=D1+HE1+TD1即内螺纹小径基本尺寸+偏差+公差例:6H级M8内螺纹小径的上限值6.647+0=6.647 6H 级M8内螺纹小径的下限值 6.647+0+0.265=6.912c. 内螺纹6G级的小径基本偏差(以螺距为基准)及小径值计算P0.8 +0.024 P1.0 +0.026 P1.25 +0.028 P1.5 +0.032 P1.75 +0.034 P2.0 +0.038 P2.5 +0.042 内螺纹6G级的小径下限值公式=D1+GE1即内螺纹基本尺寸+偏差例: 6G级M8内螺纹小径的下限值6.647+0.028=6.675 6G级M8内螺纹小径的上限值公式D1+GE1+TD1即内螺纹基本尺寸+偏差+公差例: 6G级M8内螺纹小径的上限值是6.647+0.028+0.265=6.94 注:①内螺纹的牙高直接关系到内螺纹的承载力矩的大小,故在毛坯生产中应尽量在其6H级上限值以内②在内螺纹的加工过程中,内螺纹小径越小会给加工具——丝锥的使用效益有所影响.从使用的角度讲是小径越小越好,但综合考虑时一般采用小径的在中限至上限值之间,如果是铸铁或铝件时应采用小径的下限值至中限值之间③内螺纹6G级的小径在毛坯生产中可按6H级执行,其精度等级主要考虑螺纹中径的镀层,故只在螺纹加工时考虑丝锥的中径尺寸而不必考虑光孔的小径。
螺纹量规计算公式
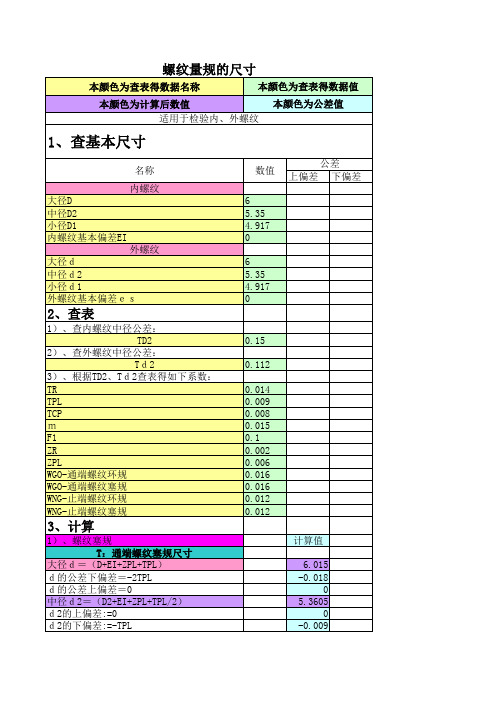
数值
公差 上偏差 下偏差
6 5.35 4.917 0
6 5.35 4.917 0
0.15
0.112
0.014 0.009 0.008 0.015 0.1 0.002 0.006 0.016 0.016 0.012 0.012
计算值
6.015 -0.018
0 5.3605
0 -0.009
中径磨损d2s d2s=D2+EI+ZPL-WGO 小径d1≤D1+EI
-0.009 5.368
0 -0.008
小径≤D1+es-TR/2 Z止端螺纹环规尺寸 大径d≥d+es+TPL 中径d2=d2+es-Td2+TR/2-TR/2 中径上偏差=+TR 中径下偏差=0 小径d1=d2+es-Td2-TR/2-2F1-TR 小径上偏差=+2TR 小径下偏差=0 ZT校止-通螺纹塞规 大径d=d+es+TPL 大径上偏差=0 大径下偏差=-2TPL 中径d2=d2+es-Td2+TR/2-m+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径≤D1+es-Td2-TR/2-m ZZ校止-止螺纹塞规 大径d=d+es-Td2+TPL 大径上偏差=0 大径下偏差=-2TPL 中径d2=d2+es-Td2+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径d1≤D1+es-Td2 ZS校止-损螺纹塞规 大径d=d+es-Td2-TR/2+WNG+TPL 大径上偏差=0 大径下偏差=-2TPL 中径d2=d2+es-Td2-TR/2+WNG+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径d1≤D1+es-Td2
各种螺纹的计算公式

各种螺纹的计算公式一、 60°牙型的外螺纹中径计算及公差(国标GB 197/196)a. 中径基本尺寸计算:螺纹中径的基本尺寸=螺纹大径-螺距×系数值。
公式表示:d/D-P×0.6495例:外螺纹M8螺纹中径的计算8-1.25×0.6495=8-0.8119≈7.188b. 常用的6h外螺纹中径公差(以螺距为基准)。
上限值为“0”,下限值为P0.8-0.095、P1.00-0.112、P1.25-0.118、P1.5-0.132、P1.75-0.150、P2.0-0.16、P2.5-0.17上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差。
M8的6h级中径公差值:上限值7.188;下限值:7.188-0.118=7.07。
C. 常用的6g级外螺纹中径基本偏差: (以螺距为基准)。
P0.80-0.024、P 1.00-0.026、P1.25-0.028、P1.5-0.032、P1.75-0.034、P2-0.038、P2.5-0.042上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差例M8的6g级中径公差值:上限值:7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042。
注:①以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出。
②螺纹的光杆坯径尺寸在生产实际中根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,比如公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围。
③考虑到生产过程的需要外螺纹在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准。
二、 60°内螺纹中径计算及公差(GB 197 /196)a. 6H级螺纹中径公差(以螺距为基准)。
螺纹计算公式大全
螺纹计算公式大全紧固件生产中应用的相关计算公式:一、60°牙型的外螺纹中径计算及公差(国标GB 197/196)a. 中径基本尺寸计算: 螺纹中径的基本尺寸=螺纹大径-螺距×系数值。
公式表示:d/D-P×0.6495b.常用的6h外螺纹中径公差(以螺距为基准)。
上限值为”0”下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118P1.5-0.132 P1.75-0.150 P2.0-0.16P2.5-0.17上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差。
M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07。
C.常用的6g级外螺纹中径基本偏差: (以螺距为基准)。
P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032P1.75-0.034 P2-0.038 P2.5-0.042上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差二、 60°内螺纹中径计算及公差(GB 197 /196)a. 6H级螺纹中径公差(以螺距为基准)。
上限值:P0.8+0.125 P1.00+0.150 P1.25+0.16 P1.5+0.180P1.25+0.00 P2.0+0.212 P2.5+0.224下限值为”0”,上限值计算公式2+TD2即基本尺寸+公差。
b. 内螺纹的中径基本尺寸计算公式与外螺纹相同即D2=D-P×0.6495即内螺纹中径螺纹大径-螺距×系数值。
c. 6G级螺纹中径基本偏差E1(以螺距为基准)。
P0.8+0.024 P1.00+0.026 P1.25+0.028 P1.5+0.032P1.75+0.034 P1.00+0.026 P2.5+0.042下限值:7.188+0.026=7.214上限值公式2+GE1+TD2即中径基本尺寸+偏差+公差下限值公式2+GE1即中径尺寸+偏差三、外螺纹大径的计算及公差(GB 197/196)a. 外螺纹的6h大径上限值即螺纹直径值例M8为φ8.00上限值公差为”0”。
常用数控加工计算公式和最全螺纹标准
国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径)例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2:1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数UNC:统一粗牙螺纹5/16:螺纹公称尺寸,单位为英寸18:螺距为1/18,即每英寸18牙3A:公差等级,三级,外螺纹(B为内螺纹)R.H:右旋普螺纹与英制螺纹有何区别?公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别,公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。
螺纹大径、中径、小径计算公式 (1)
紧固件生产中应用的相关计算公式一、60°牙型的外螺纹中径计算及公差(国标GB197/196)a.中径基本尺寸计算:螺纹中径的基本尺寸=螺纹大径-螺距×系数值公式表示:d/D-P×0.6495例:外螺纹M8螺纹中径的计算8-1.25×0.6495=8-0.8119≈7.188b.常用的6h外螺纹中径公差(以螺距为基准)上限值为”0”下限值为P0.8-0.095P1.00-0.112 P1.25-0.118P1.5-0.132P1.75-0.150P2.0-0.16P2.5-0.17上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差M8的6h级中径公差值:上限值7.188下限值:7.188-0.118=7.07C常用的6g级外螺纹中径基本偏差:(以螺距为基准)P0.80-0.024P1.00-0.026P1.25-0.028 P1.5-0.032P1.75-0.034P2-0.038P2.5-0.042上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差例M8的6g级中径公差值:上限值7.188-0.028=7.16下限值:7.188-0.028-0.118=7.042注:①以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出.②螺纹的光杆坯径尺寸在生产实际中根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,例我们公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围.③考虑到生产过程的需要外螺纹在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准二、60°内螺纹中径计算及公差(GB197/196)a.6H级螺纹中径公差(以螺距为基准)上限值:P0.8+0.125P1.00+0.150P1.25+0.16 P1.5+0.180P1.25+0.00P2.0+0.212P2.5+0.224下限值为”0”,上限值计算公式2+TD2即基本尺寸+公差例M8-6H内螺纹中径为:7.188+0.160=7.348上限值:7.188为下限值b.内螺纹的中径基本尺寸计算公式与外螺纹相同即D2=D-P×0.6495即内螺纹中径螺纹大径-螺距×系数值c.6G级螺纹中径基本偏差E1(以螺距为基准)P0.8+0.024P1.00+0.026P1.25+0.028 P1.5+0.032P1.75+0.034P1.00+0.026P2.5+0.042例:M86G级内螺纹中径上限值:7.188+0.026+0.16=7.374下限值:7.188+0.026=7.214上限值公式2+GE1+TD2即中径基本尺寸+偏差+公差下限值公式2+GE1即中径尺寸+偏差三、外螺纹大径的计算及公差(GB197/196)a.外螺纹的6h大径上限值即螺纹直径值例M8为φ8.00上限值公差为”0”b.外螺纹的6h级大径下限值公差(以螺距为基准)P0.8-0.15P1.00-0.18P1.25-0.212 P1.5-0.236P1.75-0.265P2.0-0.28P2.5-0.335大径下限计算公式:d-Td即螺纹大径基本尺寸-公差例:M8外螺纹6h大径尺寸:上限为φ8,下限为φ8-0.212=φ7.788c.外螺纹6g级大径的计算与公差6g级外螺纹的基准偏差(以螺距为基准)P0.8-0.024 P1.00-0.026P1.25-0.028P1.5-0.032P1.25-0.024P1.75–0.034P2.0-0.038P2.5-0.042上限计算公式d-ges即螺纹大径基本尺寸-基准偏差下限计算公式d-ges-Td即螺纹大径基本尺寸-基准偏差-公差例:M8外螺纹6g级大径上限值φ8-0.028=φ7.972下限值φ8-0.028-0.212=φ7.76注:①螺纹的大径是由螺纹光杆坯径及搓丝板/滚丝轮的牙型磨损程度来决定的,而且其数值在同样毛坯及螺纹加工工具的基础上与螺纹中径成反比出现即中径小则大径大,反之中径大则大径小.②对需进行热处理和表面处理等加工的零件,考虑到加工过程的关系实际生产时应将螺纹大径控制在6h级的下限值加0.04mm以上,如M8的外螺纹在搓(滚)丝的大径应保证在φ7.83以上和7.95以下为宜.四、内螺纹小径的计算与公差a.内螺纹小径的基本尺寸计算(D1)螺纹小径基本尺寸=内螺纹基本尺寸-螺距×系数例:内螺纹M8的小径基本尺寸8-1.25×1.0825=6.646875≈6.647b.内螺纹6H级的小径公差(以螺距为基准)及小径值计算P0.8+0.2P1.0+0.236P1.25 +0.265P1.5+0.3P1.75+0.335P2.0+0.375P2.5+0.48内螺纹6H级的下限偏差公式D1+HE1即内螺纹小径基本尺寸+偏差注:6H级的下偏值为“0”内螺纹6H级的上限值计算公式=D1+HE1+TD1即内螺纹小径基本尺寸+偏差+公差例:6H级M8内螺纹小径的上限值6.647+0=6.6476H级M8内螺纹小径的下限值6.647+0+0.265=6.912c.内螺纹6G级的小径基本偏差(以螺距为基准)及小径值计算P0.8+0.024P1.0+0.026P1.25 +0.028P1.5+0.032P1.75+0.034P2.0+0.038P2.5+0.042内螺纹6G级的小径下限值公式=D1+GE1即内螺纹基本尺寸+偏差例:6G级M8内螺纹小径的下限值6.647+0.028=6.6756G 级M8内螺纹小径的上限值公式D1+GE1+TD1即内螺纹基本尺寸+偏差+公差例:6G级M8内螺纹小径的上限值是6.647+0.028+0.265=6.94注:①内螺纹的牙高直接关系到内螺纹的承载力矩的大小,故在毛坯生产中应尽量在其6H级上限值以内②在内螺纹的加工过程中,内螺纹小径越小会给加工具——丝锥的使用效益有所影响.从使用的角度讲是小径越小越好,但综合考虑时一般采用小径的在中限至上限值之间,如果是铸铁或铝件时应采用小径的下限值至中限值之间③内螺纹6G级的小径在毛坯生产中可按6H级执行,其精度等级主要考虑螺纹中径的镀层,故只在螺纹加工时考虑丝锥的中径尺寸而不必考虑光孔的小径。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一. 接箍紧密距值计算:
1. 对于 8 牙的圆螺纹:A+(S1-S)±1P (P = 3.175 )
2. 对于 10 牙的圆螺纹:A+(S1-S)±11/2P (P = 2.54 )
3. 对于 5 牙的偏梯形螺纹:A+(S1-S)+0 (P = 5.08 )
-1/2P
4. A 值可以看 API 5B 的表( 6)、( 7)、(9)、(12)、(13)■
具体尺寸如下:
短圆套管螺纹 A 值: 4 1/2〞〜 7〃 A = 9.525
7 5/8〃- 13 3/8〃 A = 11.11
9 5/8〃- 13 3/8〃P110)A = 12.7
长圆套管螺纹 A 值: 4 1/2〃〜 7〃 A = 9.525
7 5/8〃- 13 3/8〃 A = 11.11
9 5/8〃(P110) A = 12.7
偏梯形螺纹 A 值: 4 1/2〃 A = 2.54
5〃〜13 3/8〃 A = 5.08 不加厚油管螺纹 A 值: 2 3/8〃〜 3 1/2 〃 A = 5.08
4〃〜4 1/2〃 A = 6.35 加厚油管螺纹 A 值: 2 3/8〃〜 4 1/2 〃 A = 6.35 5. S 值是合格的校对塞规和合格的校对环规的旋合紧密距值 S1 值是合格的校对环规和工作塞规的旋合紧密距值 .
接箍紧密距值计算:
A值可以看API 5B的表(6)、( 7)、(9)、( 12)、( 13)具体尺寸如下:
规和工作塞规的旋合紧密距值.
管子紧密距值计算:
1. 公式: P1+公差 或 P1+( L1规-L1管)+公差
当环规检验长圆螺纹套管时,管子端面伸出环规的小断,其值为: (L 长-L 短)-P1,因
为是伸出环规的小端,因此其值前面要加一个负号量,
贝U :-〔( L 长-L 短)-P 1〕+公差(但有少数例外)。
2.
偏梯形螺纹套管的紧密距值:
+0
3. 圆螺纹套管的紧密距值:(L 长-L 短)
(1).短圆螺纹套管的紧密距值:一般 P 值都是为0, 其中: 4 1/2〃
P 值为-9.525,除壁厚为5.21的,P 值是0; 5〃X 5.59
P 值为 +3.175,其余为 0; 7〃X 5.87 P 值为 +19.05,其余为 0; 8 5/8〃X 6.71 P 值为 +9.525,其余为 0; (2).长圆螺纹套管的紧密距值:一般 P 值都是负值, 其中:4 1/2〃长圆螺纹的紧密距
值是:-25.4;
5〃长圆螺纹的紧密距值是:-15.875;
5 1/2〃长圆螺纹的紧密距值是:-15.875;
6 5/8〃长圆螺纹的紧密距值是:-19.05;
7〃 长圆螺纹的紧密距值是:-22.225;
7 5/8〃长圆螺纹的紧密距值是:-22.225;
8 5/8〃长圆螺纹的紧密距值是:-22.225;
9 5/8〃长圆螺纹的紧密距值是:-34.925;
其计算方法为:上述值+P1值+公差,即为测量管子的值。
例如:5 1/2〃长圆螺纹套管值是-15.875,P 仁-0.2,公差为土 3.175
则:-15.875+ (-0.2) + 公差
=-16.075+± 3.175 =-12.5 ~ -19.25
注:1.以上计算的公差均为API 的标准公差。
P1 + 1/2P P1+2.54
-0
2.我公司的内控标准要比 API的标准严格,请按工艺要求的内控标准计算测量范围。