回转窑点火方案
回转窑操作规程汇总

回转窑操作规程一、点火前的准备工作(一)、中控通知现场巡检人员完成1、对预热器进行彻底检查、清理、密封,并将所有翻板阀吊起。
2、检查系统所有油、气、冷却水路是否畅通,要求无跑、漏、滴现象。
3、将C1双筒检修门打开或打开C2出口检修门作点火烟帽用。
4、检查预热器系统所有空气炮气阀是否打开,电磁阀中控能否正常控制。
5、检查篦冷机固定篦板和一段篦床是否有积料,如无积料需重新布料。
6、检查油箱是否有足够点火用柴油,另备浸油棉纱点火棒两根。
(二)、中控操作检查事项1、检查所有设备中控有无备妥,如无备妥应通知电修人员处理。
2、和现场巡检人员取得联系,中控动作所有风阀确认能正常开启和关闭,并且要求显示值和现场要一致。
3、如立磨生产,将高温风机风阀关至最小开度;如立磨不生产,将高温风机风门、尾排风门全部关闭,利用C1检修门作点火烟卤用。
4、确认煤粉仓内有足够点火用煤粉。
(三)、现场巡检人员检查准备结束通知中控点火。
二、点火升温1、中控调整C1出口冷风阀,控制窑头负压在-50—-70Pa.。
2 、开启一次风机,调整转速至出口压力10KPa并将内外风比例调为7:33、点燃浸油点火棒,伸入喷煤管头部前10CM下方20CM 左右。
4、开启油泵,视窑头火焰状况调整油量大小。
5、根据点火时间长短,控制燃油升温时间,然后通知现场巡检人员检查窑头喂煤罗茨风机,打开放风阀,确认开机条件后开启风机,并调整风压至5KPa左右,组开喂煤转子秤,给定煤量1.2--1.5T/H进行油煤混燃。
6、严格按照升温曲线,控制升温速度和盘窑。
防止温差过大后窑胴体变形。
同时避免过多浪费点火用油。
7、视窑内通风状况,开启尾排风机、高温风机、篦冷机风机和窑头余风风机。
并根据窑头负压情况和火焰状况,控制窑头“0”压点,确保煤粉完全燃烧。
8、当尾温达600℃时,辅机连转;尾温达700 ℃时可考虑启动窑主机。
9、当尾温达900 ℃时,通知现场巡检人员检查分解炉喂煤罗茨风机、转子秤,确认能开机后开机喂煤1.0-1.5T/H.同时放下翻板阀。
笔记回转窑手动点火

文件编号:HB-HC-FS-001
第A版第1次修改
回转窑点火
1.点火前
注意事项:炉门必须打开,查检各气管是否有漏气,常规阀门应处于开启状态。
“压缩空气”→鼓风机→燃汽→燃油
备注:
SHIF:移动、选择
ESC:退出
ENTER:确认
▲:上升、高
▼:下降、低
$:调节
2.点火
控制柜“手动”→LED显示屏按“SHIF”闪烁$ (移动、选择) →▲(上升、高)▼(下降、低)→按SHIF(闪烁$)▲(上升、高)▼(下降、低)选择“引风机【停止】”→按“启动”→按SHIF(闪烁$)▲(上升、高)▼(下降、低)选择“燃汽【停止】”→按“启动”按SHIF(闪烁$)▲(上升、高)▼(下降、低)选择“燃油【停止】”→按“启动”→按“点火”
3.观察火焰:
温度、颜色、距离、大小、烟……
4.调节火焰
按SHIF(闪烁$)▲(上升、高)▼(下降、低)选择“引风机【开启】”→按“▲(上升、高)▼(下降、低)”调节火焰大小参考参数45~65【可根据现场观测火焰进行调节引风机】→按SHIF(闪烁$)▲(上升、高)▼(下降、低)选择“燃油【开启】”→按“▲(上升、高)▼(下降、低)”调节火焰喷射距离参数3~15【可根据现场观测火焰进行调节燃油喷射距离,当调节到3以下时火焰自动熄灭。
6.关火
按SHIF(闪烁$)▲(上升、高)▼(下降、低)选择“鼓风机【开启】”→按“停止”【火焰大小参考参数45~65按住▼下降为0及鼓风机停止工作
5.燃烧火焰视现场观测进行调节!
编制/日期:审核/日期:批准/日期:。
回转窑的操作范文

回转窑的操作范文回转窑是一种采用回转方式进行石灰窑石灰石煅烧的设备。
它是在工业革命时期出现的一种技术,被广泛应用于石灰生产中。
下面将详细介绍回转窑的操作过程。
首先是准备工作阶段。
在操作开始之前,需要对窑炉进行检查,确保其各项设备工作正常。
同时,需要对石灰石进行质量检测,确保其符合生产要求。
还需要将石灰石送入窑炉内,并根据石灰石的性质和煅烧要求,调整窑炉末端的高度和气室的气体流量。
接下来是点火预热阶段。
点火是启动窑炉运转的关键步骤。
首先,排除窑炉内的氧气,将窑炉内充满惰性气体,例如氮气。
然后,在窑中布设一定数量的点火器,用于将燃料点燃。
通常使用的燃料包括天然气、煤炭和油料等。
在点火时,需要控制好点火器的数量和位置,以保证整个窑炉内的燃料均匀燃烧。
点火成功后,需要进行预热,将窑炉内的温度升至适合煅烧的温度。
正式煅烧阶段是回转窑的核心操作。
在预热结束后,开始加料。
石灰石由进料斗均匀地送入窑炉的上端。
随着窑炉的回转,石灰石逐渐下降到窑炉的下端。
在下降过程中,石灰石会受到靠近窑壁的火焰的直接加热。
这样,石灰石中的结晶水和其他化学结合物逐渐分解,生成石灰石粉末和其它裂解产物。
石灰石粉末会随着回转的窑炉一起向下流动,最终从窑炉底部排出。
在正式煅烧过程中,需要控制窑炉的回转速度、进料速度和气氛气氛的调节。
回转速度的控制可以通过调节电机或变频器来实现,以确保石灰石在窑炉内停留的时间和温度满足生产要求。
同时,还需要根据石灰石的品质和煅烧要求,调节进料速度,保持窑炉内部的热平衡。
此外,还需要根据窑炉内的气氛变化情况,适时调整窑炉顶部和底部的风口开度,以保持窑内的氧气浓度和气氛的稳定。
最后是停窑准备阶段。
当石灰石达到预设煅烧程度后,需要停止进料,并逐渐减小回转速度,让窑炉中的石灰石被完全排出。
同时,为了安全起见,需要将窑炉内的燃气和烟气排出,使其达到安全排放的标准。
以上就是回转窑的操作过程。
通过合理控制窑炉的运转速度、气氛调节和进料速度,可以实现石灰石的高效煅烧,从而生产出高质量的生石灰。
焙烧作业区回转窑点火转窑操作作业指导书
焙烧作业区回转窑点火转窑操作作业指导书当木柴大部分燃尽窑内火焰形成时,待窑头温度到达650℃以上时,火焰温度1000℃左右,窑尾温度220℃左右时,此时耐火砖表面颜色现象发白,即可开始间断转窑。
开始时,转动约1/5-1/4转,转动后窑头,火焰温度会下降,等一段时间后,待窑头温度回到650℃,火焰温度1000℃左右,即可再次转动1/5-1/4转,直到转窑时温度均匀,以后每隔25-30分钟转一次,转动多少随温度的升高而增加,当窑内火砖表面发亮,白火焰与黑火头有明显界线,窑头温度能稳定在650度,并且继续上升时可连续转窑。
转窑时用辅助传动转窑,转窑的主要目的是使窑的各部热均匀,不致产生局部高温,而使耐火砖受损筒体弯曲。
转窑时应密切关注意烧成带温度信窑头温度的变化,出现火色亮度转暗窑头冒黑色浓烟,并且轻微爆燃的状况时,应停止转窑,一般窑头温度降到600℃时就会发生这样的情况,窑头温度降到600℃应停止转窑。
5.1.2.3.13当开始连续转窑后,此应适当增加一次风、煤,可以以0.2t为量的煤,逐步增加给煤量,当窑头温度达到670℃以上时,应按5.1.2.2点火升温操作要求进行升温操作。
这时应密切关注意烧成带温度、窑头温度的变化,出现火色亮度转暗窑头冒黑色浓烟时轻微爆燃的状况时,应稳住。
一般窑头温度降到600℃时就会发生这样的情况,窑头温度降到600℃应适当降一点排风。
5.1.2.3.14给煤量至2.0T,一次风逐步增加到38HZ(使用萝茨风机应达到50HZ)后应稳定操作一段时间,待窑尾烟气变淡,并且已能正常投料生产,才增加给煤量进一步的提温、提产。
如给煤量增加过快,会导致窑头窑尾温度控制不住,并且窑内煤粉燃眉之急烧不完全,窑尾冒浓浓的黑烟,影响电除尘的安全。
5.1.2.3.15在加煤的过程中应注意要防止下煤粉过多,燃烧不完全被排到窑外冒黑烟,使点火时间延长。
点火后,如情况正常,窑内即呈现出通红的火焰,火舌微倒向窑的尾部,废气大部分顺窑壁向窑尾流动,小部分流向窑头,从排风机烟囱冒白烟或微灰烟。
球团回转窑开炉方案

回转窑中修升温方案为了保护窑衬和开机一次成功,特制定此升温方案。
要求各级人员严格按要求落实各项工作,保证升温开机一次成功。
一、升温准备:1、点火前窑衬、环冷机内衬、链蓖机侧墙等验收合格。
2、点火前重点对窑头下料口、窑尾灰斗、链蓖机水平管道、各风箱内和灰斗内的施工积料全部清理干净。
3、柴油站油泵试车正常,主枪清理试喷,油雾化良好。
4、各冷却部位通水、通风正常。
5、各部计量、仪表、电偶及工艺尺寸达到标准要求。
6、制粉系统具备正常生产条件,塔楼提前备好煤粉,并试喷正常。
7、提前联系好5吨烘炉木材和柴油。
8、点火前组织各系统设备的全面试车工作,达到设备稳定运转的条件。
9、点火前各岗位人员全部上岗。
10、点火前做好煤、精矿粉、皂土等原燃料准备,保证开炉的正常需要。
二、烘炉:烘炉时,以窑中热电偶为准,并处于正上方。
为保护窑衬,根据窑衬材质的特性和检修工期的要求,窑衬砌筑完成后,开始进行自然养生1天,然后,进行木柴烘炉24小时,之后回转窑正式点火。
升温安排5天。
三、烘炉操作要求:1、窑衬砌筑完毕后,自然养生1天,养生期间窑门全开,开链蓖机放散。
每两小时转1/4圈。
2、此次链蓖机侧墙、回转窑内衬、环冷机内衬、各热风管道基本为新更换耐火材料。
为保证浇注料中的水分均匀缓慢的充分蒸发,防止水分蒸发过快造成捣打料剥落,对链蓖机、回转窑、环冷机都进行木柴烘炉,时间控制在24小时之内,点位分别为:链蓖机预热段1堆、回转窑窑头1堆、窑内后部间隔均匀放3堆,环冷机三个段各一堆。
木柴烘炉时,各风机蝶阀打开,不开主引风机,关闭窑门,开链蓖机放散。
3、严格按升温制度规定进行升温,设备问题影响时,按时间顺延。
4、木柴烘炉结束后,正式点火时窑中热电偶在正上方,点火8小时后,落链蓖机放散,打开引风、耐热管道上的相应的蝶阀,开主引风机,风量控制在20万米3/小时,电除尘暂不送电,待回转窑停止喷油并达到规定温度时,再启动电除尘。
5、点火22小时内,回转窑每小时转1/3圈,22小时后,用辅机进行连续转窑,窑内高温点在600℃以上时进行主机转窑,窑速0.3转/分。
点火升温方案
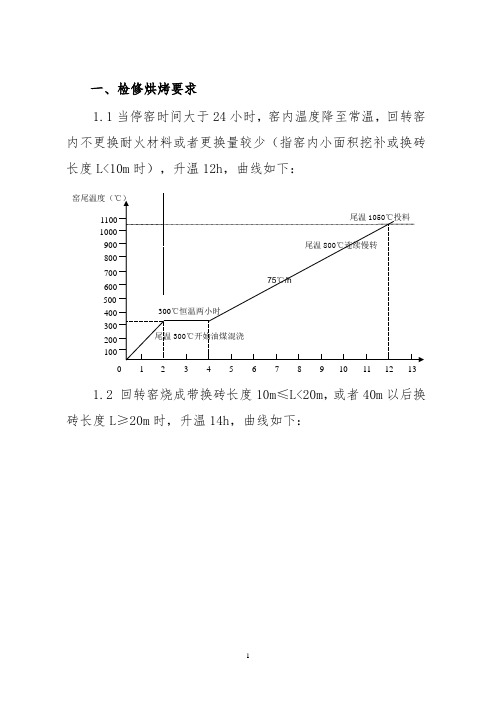
一、检修烘烤要求1.1当停窑时间大于24小时,窑内温度降至常温,回转窑内不更换耐火材料或者更换量较少(指窑内小面积挖补或换砖长度L<10m时),升温12h,曲线如下:0 1 2 3 4 5 6 7 8 9 10 11 12 131.2 回转窑烧成带换砖长度10m≤L<20m,或者40m以后换砖长度L≥20m时,升温14h,曲线如下:1.3回转窑烧成带换砖长度L ≥20m ,或窑口或窑尾(含舌形板)或窑头罩更换浇注料时,升温16h ,曲线如下:注:(1)更换窑口(或窑尾)浇注料时对窑慢转的要求:烧油烘烤时每30min 慢转一次,油煤混烧初期每20min 慢转一次;当T 尾温>500℃时按操作规程进行慢转;(2)窑用燃烧器进窑300mm 左右为宜,便于窑口浇注料受热均匀,水份及时蒸发,投料后依生产情况调整;(3)根据需要,当尾温达700℃时,进行预投料一次(30t/h,20min);当尾温达800℃时,进行预投料一次(30t/h,20min)。
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 1516 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 151.4当窑口或窑头罩或篦冷机一段顶盖大面积更换浇注料时,在确保回转窑正常升温的同时,应在篦冷机一段篦床相应部位采用木柴进行初期的烘烤。
采用手持式温度扫瞄仪控制浇注料衬体工作面温度:50-100℃,烘烤时间为6h;100-150℃,烘烤时间为6h,进一步确保自由水能够得到充分的蒸发逸出。
1.5烘烤期间窑慢转制度按照表十进行。
2、临停烘烤要求在生产期间如遇回转窑临停,停窑时间在两天以内,回转窑内没有耐火材料检修项目,烧成系统处于熄火保温状态(生料制备系统在停窑后2h以内停机),窑胴体温度100℃左右,按70℃/h进行升温操作,在窑尾温达650℃时按75℃/h进行升温操作,总升温时间控制在12h以内。
回转窑操作方案
回转窑操作方案一、操作前准备回转窑作为一种常用的燃烧设备,操作前需要进行充分的准备工作,以确保操作的安全和效果。
1. 设备检查:首先要对回转窑的各项设备进行检查,包括齿轮传动系统、支撑装置、燃烧器等。
确保设备无破损和松动,并进行必要的润滑和调整。
2. 燃料准备:根据燃烧系统的要求,准备好所需的燃料,并进行分类、储存和安全保管。
注意燃料的质量和充足性。
3. 物料准备:将待处理的物料进行分类、堆放和计量,确保物料的质量和均匀性。
准备好所需的辅助物料,如矿粉、助磨剂等。
4. 燃烧气体准备:如果回转窑需要燃烧气体作为燃料,需要提前准备好燃烧气体的供应系统,并确保其正常运行。
5. 安全措施:操作前需进行安全培训,并确保操作人员具备安全技能和意识。
准备好必要的防护装备,并建立安全疏散通道。
二、操作步骤1. 启动设备:按照操作手册要求,逐步启动回转窑的各项设备,包括电机、齿轮传动机构、燃烧器等。
确保设备的启动顺序和时间间隔。
2. 加料操作:根据物料的处理要求,通过给料机等设备将物料均匀地加入回转窑内。
控制好物料的进料速度和数量,以避免过载和堵塞的问题。
3. 燃烧操作:根据燃料的种类和特性,通过燃烧器将燃料喷入回转窑内,并调整燃烧器的喷射角度和火焰形态。
控制好燃料的供给量和燃烧温度,以实现理想的燃烧效果。
4. 物料旋转:启动回转窑的旋转装置,使物料在窑内进行均匀的旋转和混合。
根据物料的性质和工艺要求,控制好物料的旋转速度和窑内的倾斜角度。
5. 物料烧结:通过燃烧的热量和窑内的烟气,使物料逐渐烧结和转化为所需的产品。
在烧结的过程中,应监控和调整窑内的温度、压力和气氛,以保证烧结过程的稳定性和产品的质量。
6. 温度控制:根据产品的工艺要求,通过调节供热系统的温度和热量,控制好回转窑内的温度分布。
监测和记录窑内的温度变化,及时调整燃烧和旋转系统,以保持温度稳定。
7. 排出产品:当物料烧结完成后,停止加料和燃烧操作。
通过卸料装置将成品从回转窑中排出,并进行分类、包装和储存。
回转窑操作规程
回转窑操作规程回转窑操作规程生产部2003/12/25第一部分:初次点火烘窑操作规程本次点火烘窑的操作程序共分柴油专烧、油煤混烧、煤粉专烧、降温保温四个部分阶段,具体操作规程如下。
一:柴油专烧1.调节窑头负压,使窑头保持0~10pa微负压状态,负压可通过开关预热器一级旋风筒点检门或清扫孔来调节。
2.开启窑头燃烧器一次风机,转速为600rpm,风机出口阀门开度25%,燃烧器一次风内筒挡板开度为20%,外筒挡板开度为30%,中心风挡板开度全开。
3.开启油泵,调节油泵回油阀门,油泵输出压力在30kg/cm2。
4.将点火棒点着后放在燃烧器前端30cm处。
5.打开油枪入口手动阀门将油喷入,同时调节油泵回油阀门,使喷油量在500~550l/h。
6.着火后根据火焰情况,适当调整燃烧器一次风挡板的开度,使火焰保持稳定有力。
二:油煤混烧当窑尾温度达到350℃后,开始油煤混烧。
1.废气风机运转,转速400rpm,入口挡板开度20%。
2.窑尾高温风机运转,转速600rpm,风机出口挡板全开,入口挡板开度为2~5%,保持预热器出口负压为300pa。
3.根据火焰情况,决定是否开AQC风机,如果需要,一室充气及平衡风机运转,挡板开度为0%,窑头负压保持-80pa。
4.燃烧器一次风内筒挡板40%,外筒挡板40%,中心风挡板全关。
5.启动喷煤系统,喂煤量为1~1.5t/h,调整负压保持火焰稳定。
6.逐渐减少喷油量,增加喷煤量到2.5t/h。
三:煤粉专烧当窑尾温度达到450℃后,开始粉煤专烧。
1.一次风机转速800rpm,出口挡板40%,一次风内筒挡板30%,外筒挡板30%,中心风挡板30%。
2.高温风机挡板开度适当加大,保持窑尾负压在800pa,开大AQC一室各风机挡板,保证燃烧空气量,保持窑头负压在-80pa,必要时开启窑头废气风机调节。
3.喷煤量3~4t/h,喷油系统停止。
3.当窑尾温度升到600℃,稳定运转,等待检查.四:降温保温1.将窑头喷煤量减少到2t/h。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
回转窑点火方案
一、引言
回转窑是一种重要的工业设备,广泛应用于水泥生产等领域。
点火是回转窑启动的关键步骤之一,正确的点火方案能够确保回转窑的安全稳定运行。
本文将介绍一种有效的回转窑点火方案。
二、点火前准备工作
在进行回转窑点火前,需要进行一系列的准备工作,以确保点火过程的顺利进行。
首先,需要对回转窑进行检查和维护,确保设备处于正常运行状态。
其次,需要清理窑内的残留物,以免影响点火效果。
另外,还需准备好点火所需的燃料和点火器具。
三、点火方案
1. 点火器选择
选择合适的点火器对于回转窑的点火效果至关重要。
常用的点火器有火焰枪、点火棒等。
在选择点火器时,需要考虑到窑内空间的大小和形状,以及点火的安全性和稳定性。
2. 点火位置选择
点火位置的选择也是影响点火效果的重要因素之一。
通常情况下,选择靠近窑头的位置进行点火,这样可以确保点火火焰能够快速蔓延到整个窑膛。
同时,还需要考虑到燃料的供给和点火器具的操作便利性。
3. 点火顺序控制
在进行回转窑点火时,需要控制好点火顺序,以确保点火火焰能够顺利传播。
一般来说,先点火窑头,再点火窑尾,最后点火窑中部。
这样可以确保点火火焰能够从两端向中间蔓延,避免火焰相互阻挡。
4. 燃料供给控制
在进行回转窑点火时,需要控制好燃料的供给,以确保点火火焰的稳定性。
燃料的供给应该逐渐增加,避免燃料过多或过少导致点火失败或点火火焰不稳定。
5. 点火过程监控
在进行回转窑点火过程中,需要进行实时监控,以及时发现和处理问题。
可以通过红外测温仪、烟气分析仪等设备对点火火焰和窑内温度进行监测,确保点火过程的安全和稳定。
四、点火后维护工作
点火后,还需要进行一系列的维护工作,以确保回转窑的正常运行。
首先,需要及时清理窑内的积灰和残留物,以免影响窑内的燃烧效果。
其次,需要对燃料供给系统进行检查和维护,以确保燃料的正常供给。
另外,还需要对点火器具进行检查和维护,以确保其正常使用。
五、总结
点火是回转窑启动的重要步骤,正确的点火方案能够确保回转窑的安全稳定运行。
在点火前需要进行充分的准备工作,选择合适的点火器和点火位置,并控制好点火顺序和燃料供给。
在点火过程中需要进行实时监控,并及时进行维护工作。
通过科学合理的点火方案,可以确保回转窑的正常运行,提高生产效率和产品质量。